一种产品质量较高的注塑机及其注塑工艺的制作方法
1.本技术涉及注塑机的领域,尤其是涉及一种产品质量较高的注塑机。
背景技术:
2.注塑机是将热塑性塑料或热固性塑料利用塑料成型模具制成各种形状的塑料制品的主要成型设备。
3.目前存在一种注塑机,其包括用于盛放塑料原料的料斗,料斗的底部连通设置有料筒,料筒的外部套设有用于融化塑料原料的外加热圈;料筒的内部安装有用于对塑料原料进行剪切的螺杆,料筒的侧壁上安装有用于对料筒内原料进行加压的加压泵,料筒远离料斗的一端设置有注塑喷头,料筒远离料斗的一侧设置有成型机构;当需要注塑时,操作人员打开电机使得螺杆转动,并使得外加热圈对塑料原料进行加温融化后,移动料筒,注塑喷头与成型机构相抵,接着打开加压泵,使得被融化后的塑料原料被注入到成型机构内,以完成注塑成型。
4.在实现本技术过程中,发明人发现该技术中至少存在如下问题:当相关技术中的注塑机在进行注塑时,当注塑喷头长期使用时,融化后的塑料原料从注塑喷头处挤压至成型机构时,外界温度较低,进而易使得塑料原料在注塑喷头处产生堆积凝固,故而对产品的质量产生影响,故有待改善。
技术实现要素:
5.为了改善相关技术中的注塑机在注塑喷头长期使用后,其内易产生塑料堆积从而对产品质量产生影响的问题,本技术提供一种产品质量较高的注塑机。
6.本技术提供的一种产品质量较高的注塑机采用如下的技术方案:一种产品质量较高的注塑机,包括支架,所述支架一侧设置有成型机构;所述支架上设置有料筒,所述支架的一侧设置有旋转支架,所述旋转支架上设置有旋转环,所述旋转环的轴心与旋转支架连接,所述旋转环与旋转支架转动连接,所述旋转环的外侧壁上沿着料筒的长度方向设置有若干固定环,所述固定环内均插设有注塑喷头,所述注塑喷头与料筒可拆卸连接。
7.通过采用上述技术方案,当本技术中的注塑机在进行注塑操作时,当完成一个塑料制品的注塑后,操作人员可以将注塑喷头取下,并转动旋转环,使得料筒与另一注塑喷头连接进行注塑,接着再对已使用结束的注塑喷头进行清洗后以便于二次使用,相比于相关技术中的注塑机,本技术中的注塑机减少了注塑喷头长期使用后导致塑料堆积的可能性,从而提升了产品的质量。
8.可选的,所述料筒靠近注塑喷头的一端端壁上环状开设有安装槽,所述安装槽与注塑喷头对应的底壁上嵌设有固定磁铁,所述注塑喷头靠近料筒的一端设置有衔接磁铁,所述固定磁铁与衔接磁铁磁性相吸。
9.通过采用上述技术方案,固定磁铁及衔接磁铁的结构可以一方面可以使得注塑喷
头及料筒之间便于安装,另一方面通过磁性的吸附作用,即使注塑喷头与料筒在对齐时存在一定误差,也可以通过吸附作用将其对位吸附,提升了操作人员操作的便捷性。
10.可选的,所述固定环之间设置有用于封盖料筒的封盖片,所述封盖片设置于旋转环靠近料筒的侧壁上,所述封盖片与料筒靠近旋转环的一端开口贴合设置。
11.通过采用上述技术方案,封盖片的结构使得旋转环在转动时,由于塑料原料被融化后密度较大,粘附性较强,从而使得仅有较少量的塑料原料会从料筒内流出,此时,操作人员可以对少量的塑料原料进行收集后进行循环使用;相比于不使用封盖片直接转动旋转环的结构,封盖片的结构降低了循环使用的塑料原料的数量,进而使得系统整体的注塑效率提高。
12.可选的,所述固定环的内侧壁上设置有用于稳定注塑喷头的稳定环,所述注塑喷头的侧壁上设置有限位块,所述成型机构上设置有第一限位杆,所述第一限位杆底壁远离注塑喷头的一端转动连接有第二限位杆,所述第二限位杆与限位块的侧壁贴合设置。
13.通过采用上述技术方案,第一限位杆及第二限位杆的结构一方面通过第二限位杆与限位块的侧壁相抵,提升了注塑喷头插设于稳定环内的稳定程度,另一方面,当注塑完毕后,料筒回退时,由于第二限位杆难以朝向料筒回退方向转动,故而使得注塑喷头被重新卡止入稳定环内,从而使得被使用后的注塑喷头便于收集。
14.可选的,所述第一限位杆内开设有第一限位槽,所述第一限位槽的底壁上设置有抵紧弹簧,所述第二限位杆内开设有第二限位槽,所述第一限位槽与第二限位槽连通设置,所述第二限位槽底壁上设置有弹力绳,所述弹力绳与抵紧弹簧连接。
15.通过采用上述技术方案,抵紧弹簧与弹力绳的结构使得第二限位杆在于注塑喷头相抵时,增加了第二限位杆与注塑喷头之间的抵紧程度,从而增加了注塑喷头在设置于稳定环上的稳定程度,进而提升了料筒与注塑喷头进行组装时的稳定程度。
16.可选的,所述固定环靠近稳定环的内侧壁上设置有锁止弹簧,所述锁止弹簧远离固定环的一端设置有抵接块,所述锁止弹簧一端与抵接块连接,另一端与固定环靠近稳定环的内侧壁连接,所述抵接块与注塑喷头相抵,所述注塑喷头靠近料筒的一端开设有圆导角。
17.通过采用上述技术方案,当注塑喷头设置于稳定环内时,锁止弹簧可以将抵接块抵接至与注塑喷头的侧壁相抵,从而增加了注塑喷头设置于旋转环上的稳定性,降低了操作人员在转动旋转环时注塑喷头掉落的风险;圆导角的结构使得料筒在带动注塑喷头进行回收的过程中,抵接块可以在圆导角上滑动至注塑喷头上,相比于直角结构,圆导角的结构降低了注塑喷头棱角处与抵接块发生碰撞损坏的可能性。
18.可选的,所述固定环靠近稳定环的外侧壁上贯穿开设有限位孔,所述限位孔内插设有限位套筒,所述限位套筒内插设有限位直杆,所述限位直杆与限位套筒滑动连接,所述限位直杆远离限位套筒的一端与抵接块远离注塑喷头的一端连接。
19.通过采用上述技术方案,限位套筒与限位直杆的结构一方面使得抵接块在发生移动的过程中,锁止弹簧在压缩及伸展的过程中不易产生过度的扭曲,增加了锁止弹簧及抵接块结构的稳定性,另一方面,采用限位套筒的结构降低了限位直杆与固定环直接接触从而使得限位直杆被磨损的可能性,延长了限位直杆的使用寿命。
20.可选的,所述支架的一侧设置有竖直杆,所述竖直杆上设置有刮片刀,所述刮片刀
与封盖片贴合设置。
21.通过采用上述技术方案,当旋转环在转动时,存在一部分的塑料原料粘附在封盖片的侧壁上,此时,刮片刀可以将粘附在封盖片上的原料刮落,接着操作人员将被刮落的原料收集后,重新加入至料斗内,对原料进行循环使用,提高了原料的使用率。
22.可选的,一种产品质量较高的注塑机的注塑工艺,其包括s1、原料注入及加工;s2、注塑喷头组装;s3、注塑成型;s4、注塑喷头回退拆卸;s5、注塑喷头更换;s1、原料注入及加工:操作人员将塑料原料置于料斗内部,原料通过料斗进入料筒内,在料筒内被加工融化;s2、注塑喷头组装:当原料加工完毕后,操作人员驱动料筒朝向成型结构方向移动,并与注塑喷头通固定磁铁与衔接磁铁组装连通;s3、注塑成型:通过组装连通完毕的料筒及注塑喷头结构进行成型操作;s4、注塑喷头回退拆卸:注塑成型完成后,操作人员驱动料筒回退,此时注塑喷头由于第二限位杆及限位块的作用重新被卡止于锁止环内;s5、注塑喷头更换:操作人员转动旋转环,使得未使用的注塑喷头对转动至与料筒相对的位置,并将已使用的注塑喷头从旋转环上取下,以进行更换。
23.通过采用上述技术方案,本技术中的注塑机在进行注塑操作时,操作人员可以通过移动料筒,通过磁性相吸的原理,将料筒与注塑喷头固定,完成一个塑料制品的注塑后,限位块及第二限位杆的结构可以使得注塑喷头被再次设置于旋转环上,此时操作人员可以将注塑喷头取下,并转动旋转环,使得料筒与另一注塑喷头连接进行注塑,在提高了产品质量的情况下,较为便捷。
24.可选的,s5中操作人员在转动旋转环时,一部分的塑料原料粘附在封盖片的侧壁上,且被刮片刀刮落后,将被刮落的原料收集后,重新加入至料斗内。
25.通过采用上述技术方案,操作人员可以通过将被刮片刀刮落的原料加入料斗内从而实现原料的二次利用,提高了本技术中原料的使用率。
26.综上所述,本技术包括以下至少一种有益效果:1、采用了旋转环与固定环的结构,本技术中的注塑机在进行注塑操作时,当完成一个塑料制品的注塑后,操作人员可以将注塑喷头取下,并转动旋转环,使得料筒与另一注塑喷头连接进行注塑,接着再对已使用结束的注塑喷头进行清洗后以便于二次使用,相比于相关技术中的注塑机,本技术中的注塑机减少了注塑喷头长期使用后导致塑料堆积的可能性,从而提升了产品的质量;2、采用了限位块及第二限位杆的结构,第一限位杆及第二限位杆的结构一方面通过第二限位杆与限位块的侧壁相抵,提升了注塑喷头插设于稳定环内的稳定程度,另一方面,当注塑完毕后,料筒回退时,由于第二限位杆难以朝向料筒回退方向转动,故而使得注塑喷头被重新卡止入稳定环内,从而使得被使用后的注塑喷头便于收集;3、采用了抵紧弹簧与弹力绳的结构,抵紧弹簧与弹力绳的结构使得第二限位杆在于注塑喷头相抵时,增加了第二限位杆与注塑喷头之间的抵紧程度,从而增加了注塑喷头在设置于稳定环上的稳定程度,进而提升了料筒与注塑喷头进行组装时的稳定程度。
附图说明
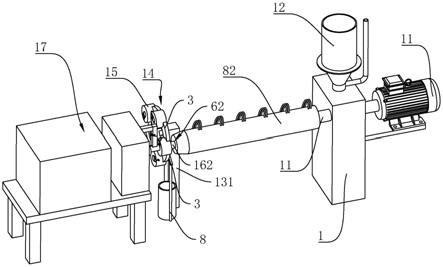
27.图1为本技术实施例的结构示意图;图2为本技术实施例中用于体现支架与料斗连接关系的结构示意图;图3图2中a部分的放大示意图;图4为本技术实施例中用于体现住宿喷嘴与限位块连接关系的结构示意图;图5为图4中b部分的放大示意图;图6为图4中c部分的放大示意图;图中:1、支架;11、料筒;12、料斗;13、旋转支架;14、旋转环;15、固定环;16、注塑喷头;161、注塑喷嘴;162、注塑通管;17、成型机构;2、安装槽;21、固定磁铁;22、衔接磁铁;3、封盖片;4、稳定环;41、限位块;42、第一限位杆;43、第二限位杆;44、收束杆;51、第一限位槽;52、第二限位槽;53、抵紧弹簧;54、弹力绳;6、锁止弹簧;61、抵接块;62、圆导角;7、限位孔;71、限位套筒;72、限位直杆;8、竖直杆;81、刮片刀;82、加热外管。
具体实施方式
28.以下结合附图1-6对本技术作进一步详细说明。
29.本技术实施例公开一种产品质量较高的注塑机。参照图1,一种产品质量较高的注塑机包括支架1,支架1竖直设置,支架1顶部安装有料斗12,料斗12的底部连通设置有料筒11,料筒11沿着水平方向设置,料筒11的外侧壁上套设有加热外管82,且料筒11与加热外管82滑动连接,料筒11的一侧通过螺栓安装有用于推动料筒11的气缸,料筒11远离气缸的一侧安装有成型机构17;支架1的一侧竖直安装有旋转支架131,旋转支架131的顶部通过转轴转动安装有旋转环14,且旋转环14的转动方向与旋转支架131垂直。
30.参照图1、图2及图3,旋转环14的侧壁上焊接固定有若干固定环15,且固定环15均匀排列,固定环15之间焊接固定有封盖片3,封盖片3呈圆弧状结构,且封盖片3与料筒11的开口处贴合设置;固定环15的顶部内侧壁上焊接固定有稳定环4,稳定环4内插设有注塑喷头16,注塑喷头16包括注塑喷嘴161,限位块41及注塑通管162,注塑通管162插设于稳定环4内,固定环15靠近稳定环4的一段侧壁上朝向固定环15的轴心方向贯穿开设有限位孔7,限位孔7的内侧壁上胶粘固定有限位套筒71,且限位套筒71与限位孔7适配设置;限位套筒71内穿设有限位直杆72,且限位直杆72与限位套筒71滑动连接,限位直杆72外部套设有锁止弹簧6,锁止弹簧6一端与稳定环4内侧壁胶粘固定,另一端胶粘固定有抵接块61,且抵接块61与注塑通管162连接,注塑通管162靠近料筒11的一端开设有圆导角62。
31.参照图1及图5,成型机构17上沿着水平方向焊接固定有收束杆44,收束杆44靠近固定环15的侧壁上焊接固定有第一限位杆42,第一限位杆42靠近注塑通管162的一端转动连接有第二限位杆43,且转轴设置于第一限位杆42及第二限位杆43的接触面远离料筒11的一端,从而使得第二限位杆43可以通过转轴朝向远离料筒11的方向弯折,第一限位杆42内开设有第一限位槽51,第二限位杆43内开设有第二限位槽52,第一限位槽51的内侧底壁上胶粘固定有抵紧弹簧53,第二限位槽52的内侧底壁上胶粘固定有弹力绳54,且弹力绳54绕设与抵紧弹簧53上;当第一限位杆42与第二限位杆43呈垂直状态时;第二限位杆43与注塑通管162间存有间隙。
32.参照图4及图6,注塑喷嘴161一体成型于注塑通管162远离料筒11的一端,且注塑
喷嘴161与注塑通管162连通设置,限位块41一体成型于注塑喷嘴161的侧壁上,注塑通管162靠近料筒11的一端焊接固定有衔接磁铁22;料筒11靠近注塑通管162的一端开设有安装槽2,安装槽2与注塑通管162对应的内侧底壁上嵌设有固定磁铁21,固定磁铁21与衔接磁铁22磁性相吸,使得注塑喷头16及料筒11之间便于安装,且通过磁性的吸附作用,即使注塑喷头16与料筒11在对齐时存在一定误差,也可以通过吸附作用将其对位吸附。
33.参照图1,支架1的一侧安装有竖直杆8,竖直杆8上安装有刮片刀81,刮片刀81与封盖片3贴合设置,刮片刀81可以将粘附在封盖片3上的原料刮落,接着操作人员将被刮落的原料收集后,重新加入至料斗12内。
34.本技术实施例一种产品质量较高的注塑机的注塑工艺包括:s1、原料注入及加工;s2、注塑喷头16组装;s3、注塑成型;s4、注塑喷头16回退拆卸;s5、注塑喷头16更换;s1、原料注入及加工:操作人员将塑料原料置于料斗12内部,原料在料斗12内进行初步加工后,通过料斗12进入料筒11内,在料筒11内被加热外管加热融化;s2、注塑喷头16组装:当原料加工完毕后,操作人员打开气缸,通过气缸驱动料筒11朝向成型结构方向移动,此时第二限位杆43在限位块41上滑动,当限位块41划过第二限位杆43时,第二限位杆43被回收至注塑通管162上方,此时衔接磁铁22靠近安装槽2,并与固定磁铁21连接;s3、注塑成型:通过组装连通完毕的料筒11及注塑喷头16结构向塑料模具中注入塑料原料,进行成型操作;s4、注塑喷头16回退拆卸:注塑成型完成后,操作人员驱动气缸,使得气缸料筒11回退,此时,固定磁铁21与衔接磁铁22发生分离,一部分未使用的塑料原料从料筒11处流出,此时操作人员可以对流出的原料进行收集,并再次导入料斗12内;随着料筒11的移动,限位块41与第二限位杆43贴合,且第二限位杆43难以朝向远离成型结构的方向转动,故而使得注塑喷头16被固定于锁止环内; s5、注塑喷头16更换:操作人员转动旋转环14,使得未使用的注塑喷头16对转动至与料筒11相对的位置,并将已使用的注塑喷头16从旋转环14上取下,以进行更换,同时,操作人员对被刮片刀81刮下的粘附于封盖片3上的塑料原料进行收集,并二次加工利用。
35.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1