一种机械断浇口结构的制作方法
1.本发明涉及注塑模具中浇口或内浇口的切断装置领域,具体是涉及一种机械断浇口结构。
背景技术:
2.如图1所示,三板模有两个分型面,注塑模具被分成三部分,在a板1a和b板1c之间增加了水口板1b,适用于产品的四周不准有浇口痕迹的场合,这种模具采用点浇口,所以三板模又称细水口模。a板又称剥料板,水口板又称母模板,b板又称公模板,流道又称料头。
3.开模时,a板1a先与水口板1b分离,流道1d与产品1e的连接部位被拉断,流道1d从a板和水口板1b之间脱落,然后水口板1b和b板1c分离,产品1e从型腔中脱离。
4.目前,三板模的技术尚不成熟,如何让流道1d与产品1e之间的连接部位自动断裂还有待改进,例如,专利号cn201220231943.1公开了细水口模自动掉水口结构,其通过倒扣固定流道,使得a板和水口板分离时,流道伴随a板移动从而与产品断裂分离,然后倒扣与流道分离,流道自然掉落。
5.上述专利只是公开了一种设想,没有公开倒扣如何固定流道,也没有公开倒扣如何与流道分离,其具体的技术方案模糊不清,可见本领域尚没有合适的技术方案用于分离流道和产品。
技术实现要素:
6.基于此,有必要针对现有技术问题,提供一种机械断浇口结构,本技术解决了如何在开模时自动拉断料头与制品,同时令料头与剥料板、母模板分离,使得料头自动与模具脱离的技术问题。
7.为解决现有技术问题,本发明采用的技术方案为:
8.一种机械断浇口结构,包括剥料板和母模板,剥料板朝向母模板的一面设置有料头公模,母模板朝向剥料板的一面设置有料头母模,料头公模和料头母模之间的空隙形成了空腔,剥料板上设置有自剥料板远离母模板的一面延伸至空腔的粗口流道,母模板远离剥料板的一面设置有产品母模,母模板上设置有贯穿母模板并且连通产品母模外侧与空腔的细口流道,所述机械断浇口结构还包括设置在剥料板和母模板之间的倒扣,倒扣的执行端与料头母模贴合并且插设在空腔内部。
9.优选地,倒扣具有一对,且相对设置在剥料板与母模板之间,母模板靠近剥料板的一面开设有与倒扣吻合的凹槽,该凹槽内设置有与倒扣配合连接的限位销,该限位销呈倾斜状设置,限位销的上端贯穿倒扣的内部向剥料板的方向延伸,剥料板上开设有用以避让限位销的避让槽。
10.优选地,倒扣包括有固定块、限位滑道和滑块;
11.固定块设置于剥料板靠近母模板的边缘处;
12.限位滑道具有一对,且相对设置于固定块靠近料头公模的一侧,两个限位滑道平
行设置,且两个限位滑道之间设有间隙;
13.滑块呈水平状且滑动设置于两个限位滑道之间,滑块远离固定块的一端朝向料头公模,滑块上开设有供限位销插入的斜孔,该斜孔贯通滑块的上下两面设置。
14.优选地,倒扣还包括有限位杆、弹簧和限位螺帽;
15.限位杆呈水平状设置于滑块靠近固定块的一端中心处,固定块上贯通设有供限位杆滑动的限位穿孔,限位杆远离滑块的一端滑动穿过限位穿孔且向固定块远离滑块的一侧延伸;
16.弹簧套设于限位杆远离固定块的一端外部,且弹簧的一端与固定块的侧壁抵接设置;
17.限位螺帽同轴设置于限位杆远离滑块的末端,弹簧远离固定块的一端与限位螺帽的内侧抵接设置。
18.优选地,料头公模设有凸出部,滑块远离固定块的一端与凸出部的侧壁吻合,滑块远离固定块的一端设有向凸出部远离拨料板的表面延伸设置的拨料延伸部,该拨料延伸部的执行端的端部形状与粗口通道的边缘轮廓形状吻合,该拨料延伸部的执行端的端部设有台阶,该台阶的表面与粗口流道的内部契合。
19.优选地,粗口流道位于台阶的两侧设有向下凹泄的凹泄口,凹泄口的上端远离台阶的一侧开设有平台,该平台的上表面与台阶的上表面齐平。
20.优选地,台阶的上表面开设有至少两个向下凹泄的引流槽。
21.优选地,母模板上开设的凹槽远离料头母模的一侧设置有定位块,定位块的上端靠近料头母模的一侧设有第一斜楔面,滑块远离台阶的一端底部设置有与第一斜楔面吻合的第二斜楔面。
22.优选地,凸出部远离拨料板的一面设有两个相对设置的弧形槽,该弧形槽与空腔连通设置。
23.优选地,限位销通过螺栓可拆卸的设置于母模板上。
24.本技术相比较于现有技术的有益效果是:
25.1.本发明通过粗口流道注入熔融的塑料,塑料通过粗口流道流入空腔内部,然后再通过细口流道流入到模腔内形成产品,由于倒扣的执行端插设在空腔内部并且其与料头母模贴合,因此,料头凝固时会在倒扣和剥料板之间形成凸台,开模时,剥料板与母模板分离,料头上的凸台被剥料板和倒扣的执行端夹设在中间,因此料头伴随着剥料板与母模板分离,在剥料板与母模板之间的距离达到一定数值时,倒扣回缩,料头的凸台失去夹持,料头从剥料板上掉落,解决了如何在开模时自动拉断料头与制品,同时令料头与剥料板、母模板分离,使得料头自动与模具脱离的技术问题。
26.2.本发明通过母模板的凹槽内设置的限位销与倒扣滑动配合,使倒扣朝远离空腔的方向平移,使得倒扣的执行端与空腔分离,最终使料头从空腔内脱落,解决了如何驱动倒扣移动的技术问题。
27.3.本发明通过拨料板向母模板方向移动时,母模板上设置的限位销插入斜孔内,并且限位销沿斜孔移动,驱使滑块沿两个限位滑道平移,直至使滑块的执行端插入到空腔内,此时并可向空腔内注入熔融的塑料,当熔融的塑料凝固后,并形成料头,当拨料板与母模板分离时,通过限位销沿滑块上的斜孔移动,使滑块的执行端与空腔分离,从而使料头的
凸台失去夹持,解决了倒扣是如何具体移动的技术问题。
28.4.本发明通过限位杆上的弹簧抵接固定块的侧壁,弹簧的另一端抵接限位螺帽,使滑块在与限位销脱离后,通过弹簧的弹性力使滑块复位到指定位置停止,从而便于下次使用,解决了如何使倒扣复合并且移动到指定位置的技术问题。
29.5.本发明通过拨料延伸部上设置的台阶与空腔内凝固的料头的凸台吻合,当空腔内的料头凝固后,并且拨料板带动料头公模以及倒扣移动时,设置的台阶会拉动凸台,并通过台阶拉动凸台使凝固后的料头从母模板上抽走,解决了如何通过倒扣自动的将凝固后料头从母模板上抽走的技术问题。
30.6.本发明通过凹泄口与其上端远离台阶的一侧设置的平台可使台阶的两侧与凝固后的料头凸台契合,使台阶与凸台配合时更加紧密,再将料头剥离拉动时更加稳定,解决了如何使台阶与凝固后的料头更加契合的技术问题。
31.7.本发明通过引流槽可将注入空腔内的塑料更加贴合的容纳在台阶表面,进一步的增加了台阶与料头的接触面积,使料头更易脱离,解决了如何进一步的增加台阶与凝固后的料头的接触面积的技术问题。
32.8.本发明通过定位块上的第一斜楔面与滑块上的第二倾斜面相配合,使滑块能够更加顺畅的进入到凹槽内,并且当第一斜楔面与第二倾斜面完全吻合后,使滑块在工作状态下更加稳定,解决了如何使滑块在工作状态下更加稳定的技术问题。
33.9.本发明通过凸出部上设置的两个弧形槽使空腔内在注入熔融的塑料后熔融的塑料会进入到两个弧形槽内,当凝固后,会使料头上含有与弧形槽吻合的弧形条,当料头与母模板脱离时,通过料头上的弧形条与弧形槽配合,使料头在与产品分离的瞬间不会直接脱离,直至两个倒扣远离料头后,料头一侧失去重心,并使料头自然脱离,解决了如何使料头在指定位置进行脱离的技术问题。
附图说明
34.图1是三板模的工作原理图;
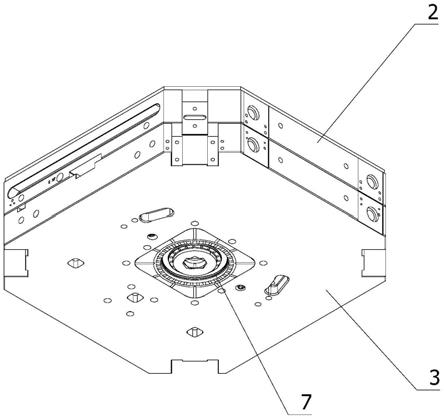
35.图2是本技术的立体结构示意图;
36.图3是本技术的母模板的立体结构示意图一;
37.图4是本技术的剥料板的立体结构示意图;
38.图5是本技术的粗口流道与细孔流道形成的料头的立体结构示意图;
39.图6是本技术的局部结构侧视图一;
40.图7是本技术的图6中沿a-a处的剖视图;
41.图8是本技术的图6中沿b-b处的剖视图;
42.图9是本技术的局部结构侧视图二;
43.图10是本技术的局部结构侧视图三;
44.图11是本技术的图9中沿c-c处的剖视图;
45.图12是本技术的图10中沿d-d处的剖视图;
46.图13是本技术的母模板的立体结构示意图二。
47.图中标号为:
48.1a-a板;1b-水口板;1c-b板;1d-流道;1e-产品;2-剥料板;3-母模板;4-料头公模;
5-料头母模;6-粗口流道;7-产品母模;8-细口流道;9-倒扣;10-凹槽;11-限位销;12-避让槽;13-固定块;14-限位滑道;15-滑块;16-斜孔;17-限位杆;18-弹簧;19-限位螺帽;20-凸出部;21-拨料延伸部;22-台阶;23-凹泄口;24-平台;25-引流槽;26-定位块;27-第一斜楔面;28-第二斜楔面;29-弧形槽。
具体实施方式
49.为能进一步了解本发明的特征、技术手段以及所达到的具体目的、功能,下面结合附图与具体实施方式对本发明作进一步详细描述。
50.如图2-5所示,本技术提供:
51.一种机械断浇口结构,包括剥料板2和母模板3,剥料板2朝向母模板3的一面设置有料头公模4,母模板3朝向剥料板2的一面设置有料头母模5,料头公模4和料头母模5之间的空隙形成了空腔,剥料板2上设置有自剥料板2远离母模板3的一面延伸至空腔的粗口流道6,母模板3远离剥料板2的一面设置有产品母模7,母模板3上设置有贯穿母模板3并且连通产品母模7外侧与空腔的细口流道8,所述机械断浇口结构还包括设置在剥料板2和母模板3之间的倒扣9,倒扣9的执行端与料头母模5贴合并且插设在空腔内部。
52.由于本技术的设计点仅在于如何让料头与产品或模具分离,产品本身的形状与本技术的设计点无关,因此图中未示出b板公模板。
53.基于上述实施例,本技术想要解决的技术问题是如何在开模时自动拉断料头与制品,同时令料头与剥料板2、母模板3分离,使得料头自动与模具脱离。
54.为此,如图7所示,本技术通过粗口流道6注入熔融的塑料,塑料通过粗口流道6流入空腔内部,然后再通过细口流道8流入到模腔内形成产品,由于倒扣9的执行端插设在空腔内部并且其与料头母模5贴合,因此,料头凝固时会在倒扣9和剥料板2之间形成凸台。
55.如图8-10所示,开模时,剥料板2与母模板3分离,料头上的凸台被剥料板2和倒扣9的执行端夹设在中间,因此料头伴随着剥料板2与母模板3分离,在剥料板2与母模板3之间的距离达到一定数值时,倒扣9回缩,料头的凸台失去夹持,料头从剥料板2上掉落。
56.进一步的:
57.倒扣9具有一对,且相对设置在剥料板2与母模板3之间,母模板3靠近剥料板2的一面开设有与倒扣9吻合的凹槽10,该凹槽10内设置有与倒扣9配合连接的限位销11,该限位销11呈倾斜状设置,限位销11的上端贯穿倒扣9的内部向剥料板2的方向延伸,剥料板2上开设有用以避让限位销11的避让槽12。
58.基于上述实施例,本技术想要解决的技术问题是如何驱动倒扣9移动。
59.为此,如图11和12所示,本技术通过母模板3的凹槽10内设置的限位销11与倒扣9滑动配合,使倒扣9朝远离空腔的方向平移,使得倒扣9的执行端与空腔分离,最终使料头从空腔内脱落。
60.进一步的:
61.倒扣9包括有固定块13、限位滑道14和滑块15;
62.固定块13设置于剥料板2靠近母模板3的边缘处;
63.限位滑道14具有一对,且相对设置于固定块13靠近料头公模4的一侧,两个限位滑道14平行设置,且两个限位滑道14之间设有间隙;
64.滑块15呈水平状且滑动设置于两个限位滑道14之间,滑块15远离固定块13的一端朝向料头公模4,滑块15上开设有供限位销11插入的斜孔16,该斜孔16贯通滑块15的上下两面设置。
65.基于上述实施例,本技术想要解决的技术问题是倒扣9是如何具体移动的。
66.为此,如图8、11、12、13所示,本技术通过拨料板向母模板3方向移动时,母模板3上设置的限位销11插入斜孔16内,并且限位销11沿斜孔16移动,驱使滑块15沿两个限位滑道14平移,直至使滑块15的执行端插入到空腔内,此时并可向空腔内注入熔融的塑料,当熔融的塑料凝固后,并形成料头,当拨料板与母模板3分离时,通过限位销11沿滑块15上的斜孔16移动,使滑块15的执行端与空腔分离,从而使料头的凸台失去夹持。
67.进一步的:
68.倒扣9还包括有限位杆17、弹簧18和限位螺帽19;
69.限位杆17呈水平状设置于滑块15靠近固定块13的一端中心处,固定块13上贯通设有供限位杆17滑动的限位穿孔,限位杆17远离滑块15的一端滑动穿过限位穿孔且向固定块13远离滑块15的一侧延伸;
70.弹簧18套设于限位杆17远离固定块13的一端外部,且弹簧18的一端与固定块13的侧壁抵接设置;
71.限位螺帽19同轴设置于限位杆17远离滑块15的末端,弹簧18远离固定块13的一端与限位螺帽19的内侧抵接设置。
72.基于上述实施例,本技术想要解决的技术问题是如何使倒扣9复合并且移动到指定位置。
73.为此,如图8、11、12、13所示,本技术通过限位杆17上的弹簧18抵接固定块13的侧壁,弹簧18的另一端抵接限位螺帽19,使滑块15在与限位销11脱离后,通过弹簧18的弹性力使滑块15复位到指定位置停止,从而便于下次使用。
74.进一步的:
75.料头公模4设有凸出部20,滑块15远离固定块13的一端与凸出部20的侧壁吻合,滑块15远离固定块13的一端设有向凸出部20远离拨料板的表面延伸设置的拨料延伸部21,该拨料延伸部21的执行端的端部形状与粗口通道的边缘轮廓形状吻合,该拨料延伸部21的执行端的端部设有台阶22,该台阶22的表面与粗口流道6的内部契合。
76.基于上述实施例,本技术想要解决的技术问题是如何通过倒扣9自动的将凝固后料头从母模板3上抽走。
77.为此,如图8和11所示,本技术通过拨料延伸部21上设置的台阶22与空腔内凝固的料头的凸台吻合,当空腔内的料头凝固后,并且拨料板带动料头公模4以及倒扣9移动时,设置的台阶22会拉动凸台,并通过台阶22拉动凸台使凝固后的料头从母模板3上抽走。
78.进一步的:
79.粗口流道6位于台阶22的两侧设有向下凹泄的凹泄口23,凹泄口23的上端远离台阶22的一侧开设有平台24,该平台24的上表面与台阶22的上表面齐平。
80.基于上述实施例,本技术想要解决的技术问题是如何使台阶22与凝固后的料头更加契合。
81.为此,如图13所示,本技术通过凹泄口23与其上端远离台阶22的一侧设置的平台
24可使台阶22的两侧与凝固后的料头凸台契合,使台阶22与凸台配合时更加紧密,再将料头剥离拉动时更加稳定。
82.进一步的:
83.台阶22的上表面开设有至少两个向下凹泄的引流槽25。
84.基于上述实施例,本技术想要解决的技术问题是如何进一步的增加台阶22与凝固后的料头的接触面积。
85.为此,如图13所示,本技术通过引流槽25可将注入空腔内的塑料更加贴合的容纳在台阶22表面,进一步的增加了台阶22与料头的接触面积,使料头更易脱离。
86.进一步的:
87.母模板3上开设的凹槽10远离料头母模5的一侧设置有定位块26,定位块26的上端靠近料头母模5的一侧设有第一斜楔面27,滑块15远离台阶22的一端底部设置有与第一斜楔面27吻合的第二斜楔面28。
88.基于上述实施例,本技术想要解决的技术问题是如何使滑块15在工作状态下更加稳定。
89.为此,如图8、11、12所示,本技术通过定位块26上的第一斜楔面27与滑块15上的第二倾斜面相配合,使滑块15能够更加顺畅的进入到凹槽10内,并且当第一斜楔面27与第二倾斜面完全吻合后,使滑块15在工作状态下更加稳定。
90.进一步的:
91.凸出部20远离拨料板的一面设有两个相对设置的弧形槽29,该弧形槽29与空腔连通设置。
92.基于上述实施例,本技术想要解决的技术问题是如何使料头在指定位置进行脱离。
93.为此,如图11和12所示,本技术通过凸出部20上设置的两个弧形槽29使空腔内在注入熔融的塑料后熔融的塑料会进入到两个弧形槽29内,当凝固后,会使料头上含有与弧形槽29吻合的弧形条,当料头与母模板3脱离时,通过料头上的弧形条与弧形槽29配合,使料头在与产品分离的瞬间不会直接脱离,直至两个倒扣9远离料头后,料头一侧失去重心,并使料头自然脱离。
94.进一步的:
95.限位销11通过螺栓可拆卸的设置于母模板3上。
96.本技术通过粗口流道6注入熔融的塑料,塑料通过粗口流道6流入空腔内部,然后再通过细口流道8流入到模腔内形成产品,由于倒扣9的执行端插设在空腔内部并且其与料头母模5贴合,因此,料头凝固时会在倒扣9和剥料板2之间形成凸台,开模时,剥料板2与母模板3分离,料头上的凸台被剥料板2和倒扣9的执行端夹设在中间,因此料头伴随着剥料板2与母模板3分离,在剥料板2与母模板3之间的距离达到一定数值时,倒扣9回缩,料头的凸台失去夹持,料头从剥料板2上掉落,解决了如何在开模时自动拉断料头与制品,同时令料头与剥料板2、母模板3分离,使得料头自动与模具脱离的技术问题。
97.以上实施例仅表达了本发明的一种或几种实施方式,其描述较为具体和详细,但并不能因此而理解为对本发明专利范围的限制。应当指出的是,对于本领域的普通技术人员来说,在不脱离本发明构思的前提下,还可以做出若干变形和改进,这些都属于本发明的
保护范围。因此,本发明专利的保护范围应以所附权利要求为准。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1