一种吹塑模具的排气控制装置及排气控制方法与流程
1.本发明属于异型管吹塑领域,特别涉及一种吹塑模具的排气控制装置及排气控制方法。
背景技术:
2.吹塑机在吹塑过程中,需要向管状塑料型坯灌入高压气体,使管状塑料型坯吹胀并紧贴在模具内壁,形成所需产品。而目前所使用的半自动的吹塑机,一般采用单一管道排出高压气体,由于排出的高压气体气压较大,导致吹瓶机在生产过程中,吹塑成型产品的内部高压气体无法及时地通过排气管道排出,产生很大的噪声。现有设备又没有相关的降噪设备,生产过程中产生的巨大噪声容易损害员工的听力,同时,位于吹塑机附近的人员容易因突然产生的噪声而受到惊吓,从而危害了员工的身心健康。
3.公开号为cn110480949b的发明专利公开了一种发动机排气管抽芯机构,包括上模板、下模板、模脚、产品、顶针板和用于成型产品的模芯,所述的上模板位于下模板上表面,所述的下模板位于上模板和模脚之间,所述的顶针板上下滑动配合在模脚和下模板之间,所述的模芯包括用于成型产品下端内的第一模芯和用于成型产品上端内的第二模芯,所述的第一模芯对应产品小部分的直线抽芯,所述的第二模芯对应产品大部分的圆弧抽芯,所述的下模板上表面沿下模板宽度方向设有第一开口槽,所述的下模板上表面沿下模板长度方向设有第二开口槽,所述的第二开口槽一端与第一开口槽连通。
4.对于异性吹塑件,上述现有技术中,仍没有解决其吹塑件形状变化较大、转角弯折较多、产品吹塑成型后需要长时间保压、产品成型后还需要较长的冷却时间、细小的出气孔易堵废料日常需要每班清理出气孔等缺陷,因而生产效率较低。
技术实现要素:
5.本发明的目的是针对现有的技术存在上述问题,提出了一种吹塑模具中将抽芯结构联动到排气通道的排气控制装置。
6.为了实现创新本发明的目的可通过下列技术方案来实现:一种吹塑模具的排气控制装置,所述的模具上设有抽芯机构,所述的抽芯机构上设有抽芯块,所述的抽芯块与模具型腔相通,所述的模具上设有与模具型腔相通的进气通道,所述的模具上设有排气通道,所述的抽芯块设置于模具型腔与排气通道之间,所述的抽芯机构带动抽芯块伸缩可控制排气通道与模具型腔的通断。
7.利用抽芯机构作为排气通道与模具型腔的通断开关,确保产品在吹塑完成后排气通道仍保持关闭状态,对模具型腔内形成保压;待保压完成后,抽芯机构收缩,抽芯块脱离模具型腔,此时排气通道开启,将模具内的热气排出;同时进气通道依旧保持充入气体状态,形成空气流动,将模具型腔内的热空气排出,提升冷却效率。
8.在上述的一种吹塑模具的排气控制装置中,抽芯机构为气缸或油缸,所述的气缸或油缸的活塞杆一端连接抽芯块,所述的抽芯块远离活塞杆一端设有成型面。抽芯块靠近
模具型腔为成型面,也需要参与成型,在油缸或者气缸的驱动下,在靠近模具型腔状态下关闭排气通道;成型完毕后远离模具型腔同时打开排气通道。
9.在上述的一种吹塑模具的排气控制装置中,排气通道的一端位于模具内,另一端位于朝向模具外,所述的排气通道靠近模具的一端设置于抽芯块运动轨迹上,所述的抽芯块侧部可抵靠于排气通道靠近模具的一端。排气通道靠近模具的一端可以被抽芯块侧部抵靠,可以实现抽芯块的进出控制排气通道的开关。
10.在上述的一种吹塑模具的排气控制装置中,模具外侧还设有与排气通道相通的消音盒,所述的消音盒包含进气口和设置于进气口另一侧的出气口,消音盒内还设有消音挡板,所述的消音挡板在消音盒内部形成消音腔。消音盒对于排气通道中排出的尾气进行消音降噪和污染处理,确保最终排出的气体清洁环保。
11.在上述的一种吹塑模具的排气控制装置中,消音挡板包含设置于消音盒顶部的顶板和设置于消音盒底部的底板,所述的进气孔附近设有顶板,所述的顶板数量为3,所述的底板数量为2,所述的顶板和底板交替安装形成蛇形通道。顶板和底板的配合,加上形成的蛇行通道,确保气体在消音盒中的接触面积和存留时间,最终实现消音降噪。
12.在上述的一种吹塑模具的排气控制装置中,所述的进气孔和出气孔均设置于消音盒侧部的上端。由于气体温度的特性,温度较高时密度小所以会上升,若将进气孔设置在下端,则难以形成下压的速度,所以将进气孔设置在上端;出去空也设置在上端便于最终的排出。
13.在上述的一种吹塑模具的排气控制装置中,底板上设有消音缓冲棉和消音孔,所述的消音缓冲棉的材料为聚酯纤维。
14.在上述的一种吹塑模具的排气控制装置中,消音盒内在进气口一侧的底部还设有导流板。所述的导流板呈l型且底部与消音挡板垂直,所述的导流板数量为2且互相平行。导流板对流动的气体起到导流的作用,实现气体的转弯还不会造成堵塞。
15.在上述的一种吹塑模具的排气控制装置中,消音盒内在出气口一侧的底部还设有颗粒捕捉器,所述的颗粒捕捉器包含壳体和滤芯,所述的滤芯的横截面呈蜂窝状。
16.在上述的一种吹塑模具的排气控制装置中,所述的抽芯结构的抽芯块孔径为15mm,深度为15mm;所述的排气通道的孔径为10-15mm。
17.本发明的另一目的在于提供一种吹塑模具的排气控制方法,包括如下步骤:
18.s1、放置胚料:模具型腔内放入胚料准备吹塑工作;
19.s2、合模:抽芯机构伸出,使得抽芯块与模具型腔相通;
20.s3、吹塑成型:吹塑机向进气通道内吹入高压气体,使得胚料贴合与模具型腔,产品成型;
21.s4、保压:产品成型后保压一段时间,高温材料冷却;
22.s5、排气:抽芯机构收缩,使得抽芯块收回,排气通道与模具型腔相通,模具型腔内的高压气体释放,完成排气动作;
23.s6、产品冷却,脱模完成吹塑。
24.所述的步骤s6中,还包括s6.1:进气通道进气,使得模具型腔内从进气通道至排气通道形成气流,加快冷却速度。
25.利用抽芯机构堵住排气通道,一方面在产品未成形时确保压力不下降,提升产品
成型效率,另一方面在产品成型后,抽芯机构才打开排气通道,成型构成中的废料不会进入到排气通道中,并在进气通道内充气,达到快速冷却的效果,还加快了排气效率,也进一步提升产品生产效率。
26.与现有技术相比,本发明具有以下优点:
27.1、利用吹塑模具中的抽芯机构作为排气通道的开关,使得抽芯结构和排气通道联动,保证了模具成型过程中型腔内的保压效果,使得保压过程不会出现漏气导致泄压,提高了保压效果;产品成型后利用抽芯机构的动作打开排气通道,使得产品能够迅速冷却,使得产品成型效果好;
28.2、保压的过程中,产品成型后再打开排气通道冷却速率高,生产效率也快;
29.3、排气过程中保持进气压力,可将排气通道内的废料排出,同时利用气流加快冷却速度;
30.4、还设置消音盒,对排气时的气流进行扰流,使得排气噪音有效降低。
附图说明
31.图1是本发明的总体结构示意图;
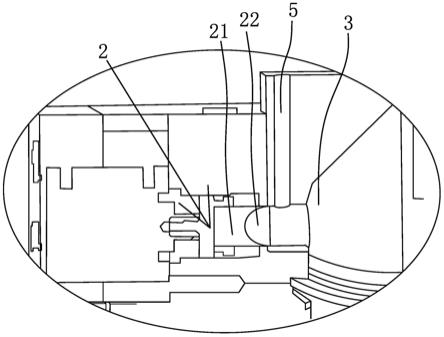
32.图2是图1的局部放大图;
33.图3是本发明的消音盒的结构示意图。
34.图中,1、模具;2、抽芯机构;21、抽芯块;22、成型面;3、模具型腔;4、进气通道;5、排气通道;6、消音盒;61、消音挡板;62、导流板;63、颗粒捕捉器。
具体实施方式
35.以下是本发明的具体实施例并结合附图,对本发明的技术方案作进一步的描述,但本发明并不限于这些实施例。
36.如图1-3所示,本吹塑模具的排气控制装置,所述的模具1上设有抽芯机构2,所述的抽芯机构2上设有抽芯块21,所述的抽芯块21与模具型腔3相通,所述的模具1上设有与模具型腔3相通的进气通道4,所述的模具1上设有排气通道5,所述的抽芯块21设置于模具型腔3与排气通道5之间,所述的抽芯机构2带动抽芯块21伸缩可控制排气通道5与模具型腔3的通断。利用抽芯机构2作为排气通道5与模具型腔3的通断开关,确保产品在吹塑完成后排气通道5仍保持关闭状态,对模具型腔3内形成保压;待保压完成后,抽芯机构2收缩,抽芯块21脱离模具型腔3,此时排气通道5开启,将模具1内的热气排出;同时进气通道4依旧保持充入气体状态,形成空气流动,将模具型腔3内的热空气排出,提升冷却效率。利用抽芯机构2堵住排气通道5,一方面在产品未成形时确保压力不下降,提升产品成型效率,另一方面在产品成型后,抽芯机构2才打开排气通道5,成型构成中的废料不会进入到排气通道5中,并在进气通道4内充气,达到快速冷却的效果,还加快了排气效率,也进一步提升产品生产效率。
37.抽芯机构2为气缸或油缸,所述的气缸或油缸的活塞杆一端连接抽芯块21,所述的抽芯块21远离活塞杆一端设有成型面22。抽芯块21靠近模具型腔3为成型面22,也需要参与成型,在油缸或者气缸的驱动下,在靠近模具型腔3状态下关闭排气通道5;成型完毕后远离模具型腔3同时打开排气通道5。排气通道5的一端位于模具1内,另一端位于朝向模具1外,
所述的排气通道5靠近模具1的一端设置于抽芯块21运动轨迹上,所述的抽芯块21侧部可抵靠于排气通道5靠近模具1的一端。排气通道5靠近模具1的一端可以被抽芯块21侧部抵靠,可以实现抽芯块21的进出控制排气通道5的开关。抽芯结构的抽芯块21孔径为15mm,深度为15mm;所述的排气通道5的孔径为10-15mm。
38.如图3所示:模具1外侧还设有与排气通道5相通的消音盒6,所述的消音盒6包含进气口和设置于进气口另一侧的出气口,消音盒6内还设有消音挡板61,所述的消音挡板61在消音盒6内部形成消音腔。消音盒6对于排气通道5中排出的尾气进行消音降噪和污染处理,确保最终排出的气体清洁环保。
39.消音挡板61包含设置于消音盒6顶部的顶板和设置于消音盒6底部的底板,所述的进气孔附近设有顶板,所述的顶板数量为3,所述的底板数量为2,所述的顶板和底板交替安装形成蛇形通道。顶板和底板的配合,加上形成的蛇行通道,确保气体在消音盒6中的接触面积和存留时间,最终实现消音降噪。进气孔和出气孔均设置于消音盒6侧部的上端。由于气体温度的特性,温度较高时密度小所以会上升,若将进气孔设置在下端,则难以形成下压的速度,所以将进气孔设置在上端;出去空也设置在上端便于最终的排出。底板上设有消音缓冲棉和消音孔,所述的消音缓冲棉的材料为聚酯纤维。
40.消音盒6内在进气口一侧的底部还设有导流板62。所述的导流板62呈l型且底部与消音挡板61垂直,所述的导流板62数量为2且互相平行。导流板62对流动的气体起到导流的作用,实现气体的转弯还不会造成堵塞。消音盒6内在出气口一侧的底部还设有颗粒捕捉器63,所述的颗粒捕捉器63包含壳体和滤芯,所述的滤芯的横截面呈蜂窝状。
41.本吹塑模具的排气控制装置的使用方法如下:
42.s1、放置胚料:模具型腔3内放入胚料准备吹塑工作;
43.s2、合模:抽芯机构2伸出,使得抽芯块21与模具型腔3相通;
44.s3、吹塑成型:吹塑机向进气通道4内吹入高压气体,使得胚料贴合与模具型腔3,产品成型;
45.s4、保压:产品成型后保压一段时间,高温材料冷却;
46.s5、排气:抽芯机构2收缩,使得抽芯块21收回,排气通道5与模具型腔3相通,模具型腔3内的高压气体释放,完成排气动作;
47.s6、产品冷却,脱模完成吹塑。
48.所述的步骤s6中,还包括s6.1:进气通道4进气,使得模具型腔3内从进气通道4至排气通道5形成气流,加快冷却速度。
49.本发明中,利用吹塑模具中的抽芯机构作为排气通道的开关,使得抽芯结构和排气通道联动,保证了模具成型过程中型腔内的保压效果,使得保压过程不会出现漏气导致泄压,提高了保压效果;产品成型后利用抽芯机构的动作打开排气通道,使得产品能够迅速冷却,使得产品成型效果好;且保压的过程中,产品成型后再打开排气通道冷却速率高,生产效率也快;在排气过程中保持进气压力,可将排气通道内的废料排出,同时利用气流加快冷却速度;另外,在排气通道外侧还设置消音盒,对排气时的气流进行扰流,使得排气噪音有效降低。
50.本文中所描述的具体实施例仅仅是对本发明精神作举例说明。本发明所属技术领域的技术人员可以对所描述的具体实施例做各种各样的修改或补充或采用类似的方式替
代,但并不会偏离本发明的精神或者超越所附权利要求书所定义的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1