一种EPP珠粒二次发泡罐的制作方法
一种epp珠粒二次发泡罐
技术领域
1.本实用新型涉及一种epp珠粒二次发泡罐。
背景技术:
2.发泡聚丙烯(epp)珠粒及其模塑制品力学性能优异,且回弹性佳,广泛应用于汽车零部件、运输包装、体育缓冲器材及家居领域,是一种潜力巨大的轻量化塑料。
3.工业生产上,epp珠粒采用高温高压的釜式发泡工艺,即实现塑料微颗粒到发泡珠粒的过程。行业中将塑料微颗粒经过高温高压的釜式发泡过程,称为一次发泡,所得一次发泡epp珠粒。在保证良好外观及优异回弹性的前提下,一次发泡epp珠粒的表观密度最低只能轻至40g/l。如果有更轻密度的epp应用需求,需要将一次发泡的epp珠粒,经过一个高温低压(此发泡环境压力低于粒子内压,生产上一般是常压环境)的二次发泡过程,得到密度更轻且性能良好的二次发泡epp珠粒。
4.epp珠粒二次发泡过程:在一个密闭的耐压容器内,一次发泡珠粒经过高压空气(一般0.4
‑
1.0mpa)的渗透填充,让一次发泡粒子的内部空隙充满空气压力,行业称之为载压;载压后的一次发泡粒子通过运输管道,间歇式的排放到二次发泡罐中,接触二次发泡罐中的热气体,一般在常压状态下受热膨胀,得到二次发泡珠粒。
技术实现要素:
5.本实用新型要解决的技术问题是克服现有技术中一次发泡epp珠粒的表观密度最低只能轻至40g/l的缺陷,提供一种二次发泡罐,该发泡罐生产的二次发泡epp珠粒的表观密度最轻至10g/l,且可实现品质稳定的epp二次常压发泡,其发泡过程简单易控制。
6.为了解决上述技术问题,本实用新型提供了如下的技术方案:
7.一种epp珠粒二次发泡罐,包括中空的发泡罐体,金属材质,发泡罐体上设置有进料管道、出料管道和排气端口,发泡罐体内设置有中空转动杆,中空转动杆外接冷空气输入端;进料管道用于将载压过的一次发泡珠粒送入发泡罐体。
8.发泡罐底部分别与热空气进气管、排气管连通;出料管道外接吸风端口,可以将二次发泡罐内部珠粒轻松吸出。排气端口为中空圆柱状,管壁上设有 20
‑
60目的孔洞,排气端口与发泡罐体接触面设置有20
‑
60目的滤网,防止物料外逸。
9.进一步的,上下两根带叶片的中空转动杆在电机作用下,在发泡罐内部上下转动,分散混合物料,中空转动杆呈中空圆柱状,管壁上四周设有均匀的20
‑
60 目孔洞,且外接冷空气输入端,通气时可吹扫发泡罐体内部。
10.进一步的,热空气进气管外连空压机,通过包覆在管道表面的蒸汽加热套来加热内部空气,且调节蒸汽流量及空气供应量,可以调节热空气的温度至二次发泡所需热空气温度,一般为75
‑
120℃范围。
11.进一步的,发泡罐体内部下端设置有固定隔板,固定隔板布有均匀的20
‑
40 目孔洞,用于罐内的气体流通,及阻挡物料堵塞热空气管及排气管。
12.进一步的,发泡罐体外壁固定有压力表,可以显示罐体内部气压,可作为发泡过程的评判参数。一般罐体内部压力稳定在常压,粒子受热膨胀的动力越大。
13.进一步的,所有管道的阀门都是金属蝶阀,可以手动阀,也可以气动阀。
14.本实用新型所达到的有益效果是:本实用新型的二次发泡罐,可实现品质稳定的epp二次常压发泡,其发泡过程简单易控制,该发泡罐生产的二次发泡epp珠粒的大小均匀和密度稳定可控,且二次发泡珠粒外观良好,回弹性优异,其表观密度最轻至10g/l。
附图说明
15.附图用来提供对本实用新型的进一步理解,并且构成说明书的一部分,与本实用新型的实施例一起用于解释本实用新型,并不构成对本实用新型的限制。在附图中:
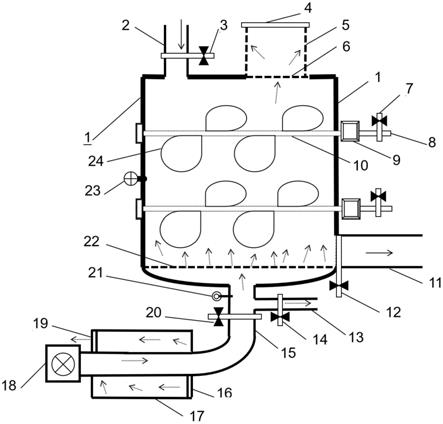
16.图1是本实用新型的结构示意图;
[0017]1‑‑‑
发泡罐体;2
‑‑‑
进料管道;3
‑‑‑
阀门a;4
‑‑‑
透明盖板;5
‑‑‑
排气端口;6
‑‑‑
滤网;7
‑‑‑
阀门b;8
‑‑‑
冷空气管道;9
‑‑‑
电动机;10
‑‑‑
转动杆;11
‑‑‑ꢀ
出料管道;12
‑‑‑
阀门c;13
‑‑‑
排气管道;14
‑‑‑
阀门d;15
‑‑‑
热空气管道; 16
‑‑‑
水蒸气进入口;17
‑‑‑
蒸汽加热套;18
‑‑‑
空气压缩机;19
‑‑‑
水蒸气排出端;20
‑‑‑
阀门e;21
‑‑‑
温度计;22
‑‑‑
固定隔板;23
‑‑‑
压力表;24
‑‑‑
旋转叶片.
具体实施方式
[0018]
以下结合附图对本实用新型的优选实施例进行说明,应当理解,此处所描述的优选实施例仅用于说明和解释本实用新型,并不用于限定本实用新型。
[0019]
实施例
[0020]
如图1所示,一种epp珠粒二次发泡罐,包括中空的发泡罐体1,金属材质,壁厚3
‑
6mm;发泡罐体上设置有进料管道2、出料管道11和排气端口5,发泡罐体内设置有中空转动杆,中空转动杆外接冷空气输入端;进料管道用于将载压过的一次发泡珠粒送入发泡罐体。
[0021]
进料管道2是中空圆柱状,金属材质,壁厚2
‑
4mm,管内径50
‑
100mm,载压过的一次发泡珠粒经由此管道进入发泡罐体1内;出料管道11呈中空圆柱状,金属材质,壁厚2
‑
4mm,管内径100
‑
200mm,外接吸风端口,可以将二次发泡罐内部珠粒轻松吸出。出料管道11上设置有阀门c12;排气端口5呈中空圆柱状,金属材质,管壁上有20
‑
60目的孔洞,壁厚2
‑
4mm,端口内径150
‑
300mm。排气端口5外设置有透明盖板4,排气端口5与发泡罐体接触面有20
‑
60目的滤网6,防止物料外逸。
[0022]
上下2根带叶片24的中空转动杆10在电动机9作用下,在发泡罐体1内部上下转动,分散混合物料,且中空转动杆10是中空圆柱状,管壁上四周设有均匀的20
‑
60目孔洞,杆内径10
‑
25mm,且外接冷空气管道8,通气时可吹扫发泡罐体内部。
[0023]
发泡罐底部连接着三通管路分别与热空气进气管15和排气管道13;热空气进气管15内径30
‑
60mm,排气管道13内径20
‑
40mm。热空气管道外连空压机 18,通过包覆在管道表面的蒸汽加热套17来加热内部空气,且调节蒸汽流量及空气供应量,蒸汽加热套17上设置有水蒸气进入口16和水蒸气排出端19,可以调节热空气的温度为75
‑
120℃,该温度可以由温度计21读取;蒸汽加热套的外径100
‑
300mm。排气管道13上设置有阀门d 14;热空气进气管15上设置有阀门e20;
[0024]
发泡罐下端还有固定隔板22,固定隔板厚2
‑
4mm,布有均匀的20
‑
40目孔洞,用于罐内的气体流通,及阻挡物料堵塞热空气管及排气管。
[0025]
罐体外壁固定有压力表23,可以显示罐体内部气压,可作为发泡过程的评判参数。一般罐体内部压力稳定在常压,粒子受热膨胀的动力越大。
[0026]
本实用新型的工作原理为:
[0027]
二次发泡罐工作原理:载压过的一次发泡粒子由预压罐中放出,经进料管道进入二次发泡罐体时,进料管道的阀门a开启,排气管道的阀门d开启,其他阀门关闭,进料带入的空气可以通过阀门d和罐体上部的排气端口及时排出,防止过高的空气压力冲击发泡罐,且能让载压过的一次珠粒顺利排放到罐中;入料完毕(一般入料的体积是发泡罐内部容积的1/5
‑
1/3),进料管道的阀门a 关闭,然后排气管道阀门d关闭。接着热空气进气管道的阀门e开启,热气由下而上接触发泡粒子,并从罐体上部的排气端口排出,罐体内保证恒定的低压状态(一般是常压),通过压力表可以观察发泡罐内部压力;同时中空转动杆在电机运转下转动,转动杆上的旋转叶片有效的分散混合被热气吹起的发泡珠粒,发泡过程中发泡粒子的受热更均匀,利于二次发泡珠粒产品的大小均匀性及密度稳定性。珠粒受热膨胀后,阀门e关闭,出料管道的阀门c后开启,且出料管道端连接吸风机,方便已膨胀的二次发泡珠粒从罐体排出;同时,转动杆的电机端连接的冷空气管道阀门b开启,冷空气在圆柱状的转动杆圆周面的小孔向四周喷出,吹扫罐体内部,可清洁因为静电吸附在罐壁的珠粒,被出料管道中的吸风吸出。排料结束后,阀门c关闭,就完成了二次发泡罐中一个回合的二次发泡过程。按上述工作流程,连续反复操作,即可生产品质稳定的二次发泡珠粒。
[0028]
通过控制热空气进气管道外部包裹的水蒸气夹层中的蒸汽流量及空压机的空气压力,可以调节发泡过程中通入热空气的温度和流量;通过控制阀门a、阀门b、阀门c、阀门d、阀门e的开启的时间,来形成一套稳定的间歇式二次发泡工艺参数,进行二次发泡珠粒的稳定生产。
[0029]
最后应说明的是:以上所述仅为本实用新型的优选实施例而已,并不用于限制本实用新型,尽管参照前述实施例对本实用新型进行了详细的说明,对于本领域的技术人员来说,其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换。凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1