自动干冰去毛刺机的制作方法
1.本实用新型涉及干冰去毛刺领域,特别涉及一种自动干冰去毛刺机。
背景技术:
2.现有塑胶产品毛边的打磨采用干冰机手工去毛刺,需要人工手持喷嘴对着产品操作,因此人工离干冰作业区域太近容易冻伤工作人员手。人工操作的工作效率低,且在去毛刺过程中,人工容易造成视觉疲劳遗漏打磨部位,从而导致产品合格率不能保障。后来采用机械手代替人工进行干冰去毛刺。但是存在以下问题:
3.1.由于放置待加工工件的定位夹具是固定在工作台上的,而待加工工件的正反两面都需要去毛刺,当加工完一面后,需将待加工工件从定位夹具上取出调换另一面后,再放入定位夹具中进行夹紧,该操作工作效率低。
4.2.因放置待加工工件的托盘上没有定位装置,机械手在抓取托盘中的待加工工件时不能对工件进行精确定位,将抓取的待加工工件放置在工作台上时,存在待加工工件未精确放置在工作台的定位槽中,导致待加工工件被夹具压紧时出现工件压坏或压伤等情况。
5.3.喷嘴是固定在机械手上,喷嘴的角度不能够进行调整,从而不便于对待加工工件各角落进行全面的喷干冰去毛刺,从而影响了产品的加工质量。
技术实现要素:
6.本实用新型的目的是针对现有技术的不足,提供一种自动干冰去毛刺机,工件定位精确,提高产品质量和工作效率。
7.本实用新型的技术方案是:
8.一种自动干冰去毛刺机,包括工作台、机械手臂,所述机械手臂上安装有支架,所述支架上设有抓取机构和干冰喷头,所述工作台上设有旋转式定位夹具,所述旋转式定位夹具包括两支撑板和第一定位板,所述第一定位板两端均通过转轴安装在所述两支撑板上,其中一个转轴连接有第一旋转气缸,所述第一旋转气缸用于带动所述转轴及第一定位板转动;所述第一定位板的中部开设有定位孔,所述第一定位板的一端面设有延伸至所述定位孔的多个定位块和多个第二旋转气缸,所述各第二旋转气缸的活塞杆延伸至所述第一定位板的另一端面,所述各第二旋转气缸的活塞杆上均设有用于压紧待加工工件的压块。
9.进一步地,所述第一定位板设有四个定位块和四个第二旋转气缸,四个第二旋转气缸的活塞杆上均设有压块。
10.进一步地,所述压块和所述定位块均呈l型。
11.进一步地,所述工作台上还设有辅助定位装置,所述辅助定位装置位于所述定位夹具旁,所述辅助定位装置包括定位架和第二定位板,所述第二定位板倾斜设置在所述定位架上,所述第二定位板的下端设有两个基准块,所述两个基准块相互垂直,所述第二定位板的上端设有夹紧机构,所述夹紧机构包括驱动机构和夹块,所述夹块上设有用于与待加
工工件两相邻侧边相配合的v型槽,所述夹块与所述驱动机构相连,所述驱动机构用于带动所述夹块与所述基准块相配合将待加工工件定位在所述第二定位板上。
12.进一步地,所述支架的一侧设置抓取机构,另一侧设置干冰喷头。
13.进一步地,所述支架上设有喷头定位块,所述安装孔的孔径大于所述干冰喷头的外径,所述喷头定位块上开设有用于安装喷头的安装孔和与所述安装孔相通的螺纹孔,所述干冰喷头设置在所述安装孔内,所述螺纹孔设有用于抵紧干冰喷头的锁紧螺栓。
14.进一步地,所述干冰喷头外套设有防滑圈,所述锁紧螺栓抵在所述防滑圈上。
15.进一步地,所述喷头采用可调式喷头。
16.进一步地,所述支架上设有抓取定位板,所述抓取定位板上设有四个真空吸盘构成所述抓取机构。
17.进一步地,还包括干冰管道定位板,所述干冰管道定位板上开设有用于供干冰管道通过的通孔,所述干冰管道定位板固定在机械手臂上。
18.采用上述技术方案具有以下有益效果:
19.本实用新型采用旋转式定位夹具,利用定位块和压块夹具待加工工件,通过旋转式定位夹具的第一旋转气缸能够带动待加工工件180
°
旋转,实现了待加工工作正反两面去毛刺,提高了工作效率。
20.所述压块和所述定位块均呈l型,减小了压块和定位块与待加工工件的接触面积,以便于干冰喷头深入去毛刺,提高了工件的去毛刺质量。
21.增设辅助定位装置对机械手臂抓取的托盘中的待加工工件先进行定位后,再放入工作台的定位孔,使待加工工件能够精准的放入工作台的定位孔中,有效避免了待加工工件被夹具压坏的情况。相对于在各托盘中增设定位装置,本实用新型利用基准块和夹块结构简单,成本低,而且还能够适用不同规格大小的待加工工件,扩大了使用范围。
22.所述喷头定位块的安装孔的孔径大于干冰喷头的外径,所述螺纹孔设有用于抵紧干冰喷头的锁紧螺栓,因此可以调节干冰喷头的角度。
23.所述干冰喷头外套设有防滑圈,所述锁紧螺栓抵在所述防滑圈上,通过防滑垫圈确保了锁紧螺栓能够锁紧干冰喷头。
24.与下面结合附图和具体实施方式作进一步的说明。
附图说明
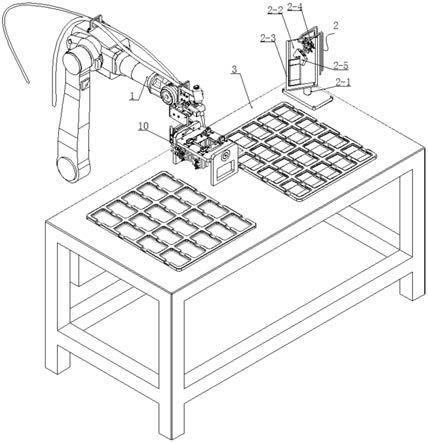
25.图1为本实用新型的结构示意图;
26.图2为本实用新型旋转式定位夹具的结构示意图;
27.图3为本实用新型机械手臂的结构示意图;
28.图4为图2的后视图。
29.附图中,1为机械手臂,2为辅助定位装置,2
‑
1为定位架,2
‑
2为定位板,2
‑
3为基准块,2
‑
4为驱动机构,2
‑
5为夹块,3为工作台,4为支架,5为抓取机构,5
‑
1为抓取定位板,5
‑
2为真空吸盘,6为干冰喷头,7为喷头定位块,8为锁紧螺栓,9为干冰管道定位板,9
‑
1为通孔,10为旋转式定位夹具,10
‑
1为支撑板,10
‑
2为第一定位板,10
‑
21为定位孔,10
‑
3为第一旋转气缸,10
‑
4为定位块,10
‑
5为第二旋转气缸,10
‑
6为压块。
具体实施方式
30.参见图1至图4所示,一种自动干冰去毛刺机,包括机械手臂1和工作台3,所述工作台3上设有旋转式定位夹具10和辅助定位装置2,所述旋转式定位夹具10包括两支撑板10
‑
1和第一定位板10
‑
2,所述第一定位板10
‑
2两端均通过转轴安装在所述两支撑板10
‑
1上,其中一个转轴连接有第一旋转气缸10
‑
3,所述第一旋转气缸10
‑
3用于带动所述转轴及第一定位板10
‑
2转动;所述第一定位板10
‑
2的中部开设有定位孔10
‑
21,所述第一定位板10
‑
2的一端面设有延伸至所述定位孔的多个定位块10
‑
4和多个第二旋转气缸10
‑
5,所述各第二旋转气缸10
‑
5的活塞杆延伸至所述第一定位板10
‑
2的另一端面,所述各第二旋转气缸10
‑
5的活塞杆上设有用于压紧待加工工件的压块10
‑
6。所述压块10
‑
6和所述定位块10
‑
4均呈l型。本具体实施例中:所述第一定位板10
‑
2的下端面设有四个定位块和四个第二旋转气缸,四个第二旋转气缸的活塞杆上均设有压块;所述第一定位板10
‑
2的下端面通过螺栓固定有转轴安装块,所述转轴安装块通过螺栓与所述转轴相连,第一定位板10
‑
2通过转轴安装块与转轴相连。
31.所述辅助定位装置位于所述定位夹具旁,辅助定位装置2包括定位架2
‑
1和定位板2
‑
2,所述定位板2
‑
2倾斜设置在所述定位架2
‑
1上,所述定位板2
‑
2的下端设有两个基准块2
‑
3,两个基准块2
‑
3相互垂直,两个基准块2
‑
3用于对待加工工件的两相邻侧边进行定位,所述两基准块2
‑
3位于所述定位板2
‑
2的下端。所述定位板2
‑
2的上端设有夹紧机构,所述夹紧机构包括驱动机构2
‑
4和夹块2
‑
5,所述夹块2
‑
5上设有用于与待加工工件两相邻侧边相配合的v型槽,夹块2
‑
5用于对待加工工件的另两相邻侧边进行定位,所述夹块2
‑
5与所述驱动机构2
‑
4相连,所述驱动机构2
‑
4采用气缸,所述驱动机构2
‑
4用于带动所述夹块与所述基准块相配合将待加工工件定位在所述定位板上。机械手臂1从托盘中抓取待加工工件后,先通过辅助定位装置对机械手臂抓取的托盘中的待加工工件进行定位后,再通过机械手臂将定位后的待加工工件放置在工作台上,使待加工工件能够精准的放入工作台的第一定位板的定位孔中,有效避免了待加工工件被夹具压坏的情况。
32.所述机械手臂1上安装有支架4,所述支架4上设有抓取机构5和干冰喷头6,干冰喷头6通过干冰管道与干冰机相连。所述支架4一侧设有喷头定位块7,所述喷头定位块7上开设有用于安装喷头的安装孔和与所述安装孔相通的螺纹孔,所述安装孔的孔径大于所述干冰喷头的外径,以便干冰喷头在安装孔内摆动,从而调整干冰喷头的角度。所述干冰喷头设置在所述安装孔内,所述螺纹孔设有用于抵紧干冰喷头的锁紧螺栓8。所述干冰喷头外套设有防滑圈,所述锁紧螺栓8抵在所述防滑圈上,使锁紧螺栓锁紧干冰喷头。所述干冰喷头采用可调式喷头,可以调整喷头的干冰流量大小。本具体实施例中:所述喷头定位块7呈圆柱形,圆柱形的侧面开设有安装孔,圆柱形的两端面设有螺栓孔,所述喷头定位块通过一端的螺栓孔固定在支架上,通过另一端的螺栓孔锁紧干冰喷头。所述支架4的另一侧设有抓取定位板5
‑
1,所述抓取定位板5
‑
1上设有四个真空吸盘5
‑
2构成所述抓取机构,所述四个真空吸盘5
‑
2分别分布在所述抓取定位板的四个角,真空吸盘5
‑
2通过真空吸气管与真空泵相连,通过真空吸盘进行抓取工件。本实用新型支架4的一侧设置抓取机构5,另一侧设置干冰喷头6,当机械手臂的抓取机构取放好待加工工件后,通过旋转机械手臂的支架,使干冰喷头对准待加工工件进行去毛刺操作,操作简单。
33.进一步地,还包括干冰管道定位板9,干冰管道定位板9上开设有用于供干冰管道
通过的通孔9
‑
1,所述干冰管道定位板9固定在机械手臂1上,防止了干冰管道随意摆动。本具体实施例中:设有两个干冰管道定位板9,其中一个干冰管道定位板9设置在所述支架4侧。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1