一种进浇结构及模具的制作方法
1.本发明涉及注塑模具领域,尤其涉及一种进浇结构及模具。
背景技术:
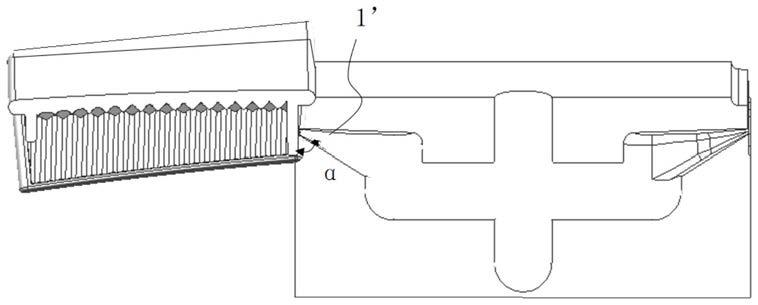
2.随着模具行业快速发展,塑胶产品质量要求不断提升,同样也推进着模具结构的不断发明创新,塑胶产品质量的合格与模具结构的合理性有直接性挂钩,因此在合理控制模具成本的前提下改善模具结构并保证塑胶产品质量,成为重中之重,浇道作为成型塑胶产品的关键因数,尤其对于带卡扣或筋板的塑胶产品,众所周知,因为较高的注塑压力和较高的剪切力,使得分子链的产生剧烈的变化,进而破坏塑胶材料中分子链的自然状态,使之处于一种非稳定状态从而产生残余应力,塑胶产品在使用中受到的外力的作用,因残余应力的存在很容易开裂,如图1所示,现有技术中采用潜伏式浇道1’使得熔胶填充模具产品型腔,因熔胶的温度远大于型腔的表面温度,先填充的熔胶在型腔表面形薄的凝固层,后填充的熔胶与凝固层不断摩擦,凝固层的存在对熔胶流动形成阻力,同时潜伏式浇道与筋板的夹角小于90
°
,使得流道中熔胶从进胶口进入模具产品型腔时流速突然减小,这样使得凝固层与熔胶之间的剪切力增加,需要很高的注塑压力,才能注塑出产品,所以改方案存在以下的问题:
3.1.潜伏点浇道进浇位置在产品焊筋侧面,生产后产品浇道位置残余应力较大,把产品轻轻弯曲时产品浇道位置处就会产生裂开现象。
4.2.潜伏点浇道产品脱模后易产生料屑,生产下一模时产生冷料造成产品外观缺陷。
技术实现要素:
5.为了解决现有技术中注塑产品进浇处容易开裂的技术问题,本发明提供了一种进浇结构及模具,解决了上述技术问题。本发明的技术方案如下:
6.一种进浇结构,包括:塑胶产品,所述塑胶产品上形成有筋板;浇道,所述浇道的进浇端垂直于所述筋板的底部,所述筋板与所述浇道之间的夹角α大于90
°
。
7.根据本发明的一个实施例,所述浇道厚度为所述筋板底部厚度h的三分之一。
8.根据本发明的一个实施例,所述进浇端的长度为1.0~1.5mm。
9.根据本发明的一个实施例,还包括斜顶,所述浇道设置在所述斜顶上。
10.根据本发明的一个实施例,所述斜顶上还形成有主流道和分流道,所述主流道和所述分流道连通,所述分流道与所述浇道连通以形成熔料行走路径。
11.根据本发明的一个实施例,所述主流道和所述分流道的截面均为u型流道。
12.根据本发明的一个实施例,所述u型流道的槽帮的拔模角为4.5
°
。
13.一种注塑模具,包含上述的进浇结构。
14.基于上述技术方案,本发明所能实现的技术效果为:
15.1.本技术的进浇结构包括塑胶产品和浇道,塑胶产品上形成有筋板,浇道的进浇
端垂直于筋板的底部,筋板与浇道之间的夹角α大于90
°
,本技术无须增高注塑压力和剪切力即可完成注塑,这样减少了对塑胶材料中分子链的自然状态的破坏,从而减小产品中残余应力。
16.2.本技术的进浇端与筋板的底部连接,筋板的底部是不可见的面,上面有料屑也不会影响外观,而在筋板侧面上进胶,筋板侧面是可视区域,料屑将造成严重外观缺陷。
17.3.本技术的进浇端厚度为筋板底部厚度的三分之一,进浇端的长度为1.0~1.5mm,在保证注塑产品质量的前提下,在外力的作用,进浇端还便于与塑胶产品脱离。
18.4.本技术还包括斜顶,浇道设置在斜顶上,斜顶上还形成有主流道和分流道,主流道和分流道连通,分流道与浇道连通以形成熔料行走路径,因斜顶作为镶件与模仁插接滑动配合,在注塑成型中模仁之间的异物会压坏浇道,这时只需更换斜顶即可,相对于浇道设置在模仁上,而更换模仁,本技术的方案节约了成本,此外,主流道和分流道的截面均为u型流道,通过u型流道的弧面设置,有利于熔胶的流动,u型流道的槽帮的拔模角为4.5
°
,有利于熔胶凝固后与流道槽脱离。
附图说明
19.图1为现有技术浇道的结构示意图;
20.图2为进浇结构的结构示意图;
21.图3为进浇结构的另一视图;
22.图4为流道中凝固的熔胶与产品的配合的剖视图
23.图中:1
’‑
潜伏浇道;1
‑
塑胶产品;11
‑
筋板;2
‑
浇道;21
‑
进浇端;3
‑
斜顶;4
‑
主流道;41
‑
溢流槽;5
‑
分流道。
具体实施方式
24.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。以下对至少一个示例性实施例的描述实际上仅仅是说明性的,决不作为对本发明及其应用或使用的任何限制。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
25.需要注意的是,这里所使用的术语仅是为了描述具体实施方式,而非意图限制根据本技术的示例性实施方式。如在这里所使用的,除非上下文另外明确指出,否则单数形式也意图包括复数形式,此外,还应当理解的是,当在本说明书中使用术语“包含”和/或“包括”时,其指明存在特征、步骤、操作、器件、组件和/或它们的组合。
26.除非另外具体说明,否则在这些实施例中阐述的部件和步骤的相对布置、数字表达式和数值不限制本发明的范围。同时,应当明白,为了便于描述,附图中所示出的各个部分的尺寸并不是按照实际的比例关系绘制的。对于相关领域普通技术人员已知的技术、方法和设备可能不作详细讨论,但在适当情况下,所述技术、方法和设备应当被视为授权说明书的一部分。在这里示出和讨论的所有示例中,任何具体值应被解释为仅仅是示例性的,而不是作为限制。因此,示例性实施例的其它示例可以具有不同的值。应注意到:相似的标号和字母在下面的附图中表示类似项,因此,一旦某一项在一个附图中被定义,则在随后的附
图中不需要对其进行进一步讨论。
27.在本发明的描述中,需要理解的是,方位词如“前、后、上、下、左、右”、“横向、竖向、垂直、水平”和“顶、底”等所指示的方位或位置关系通常是基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,在未作相反说明的情况下,这些方位词并不指示和暗示所指的装置或元件必须具有特定的方位或者以特定的方位构造和操作,因此不能理解为对本发明保护范围的限制;方位词“内、外”是指相对于各部件本身的轮廓的内外。
28.为了便于描述,在这里可以使用空间相对术语,如“在
……
之上”、“在
……
上方”、“在
……
上表面”、“上面的”等,用来描述如在图中所示的一个器件或特征与其他器件或特征的空间位置关系。应当理解的是,空间相对术语旨在包含除了器件在图中所描述的方位之外的在使用或操作中的不同方位。例如,如果附图中的器件被倒置,则描述为“在其他器件或构造上方”或“在其他器件或构造之上”的器件之后将被定位为“在其他器件或构造下方”或“在其他器件或构造之下”。因而,示例性术语“在
……
上方”可以包括“在
……
上方”和“在
……
下方”两种方位。该器件也可以其他不同方式定位(旋转90度或处于其他方位),并且对这里所使用的空间相对描述作出相应解释。
29.此外,需要说明的是,使用“第一”、“第二”等词语来限定零部件,仅仅是为了便于对相应零部件进行区别,如没有另行声明,上述词语并没有特殊含义,因此不能理解为对本发明保护范围的限制。
30.如图1所示,现有技术中采用潜伏式浇道1’填充模具产品型腔,潜伏式浇道1’与筋板的夹角很小,使得流道中熔胶从进胶口进入模具产品型腔时流速突然减小,从而使得进胶点处的残余应力增加,产品在使用中进浇处容易开裂。
31.如图2
‑
4所示,本实施例的进浇结构包括塑胶产品1和浇道2,塑胶产品1上形成有筋板11,浇道2的进浇端21垂直于筋板11的底部,筋板11与浇道2之间的夹角α大于90
°
。
32.由上述内容可知,熔胶从流道进入模具产品型腔时,本实施例的进浇端21与筋板11侧面的之间的夹角为180
°
,如此,熔胶从进浇端21进胶到模具产品型腔中无须停顿转弯,从而使得熔胶流速保持不变,而现有技术中采用潜伏式浇道1’,熔胶从流道进入模具产品型腔时,熔胶需转弯,这样造成熔胶流速忽然降低,导致的凝固层与熔胶之间的剪切力增加,就需要很高的注塑压力,才能注塑出产品,导致注塑产品的进浇处残余应力很高,容易开裂,本实施例通过在筋板11的底部进浇,且筋板11与进浇端21在同一直线上,保证了熔胶在流动中流速保持不变,从而避免产品进浇处残余应力过高。
33.优选地,本实施例的进浇端21厚度为筋板11底部厚度h的三分之一,进浇端21的长度为1.0~1.5mm。
34.本实施例的进浇结构还包括斜顶3,熔胶从成型机进入模具中,由斜顶3上的流道槽进入模具产品型腔进行填充动作,具体地,浇道2设置在斜顶3上,浇道2与模具注塑产品型腔连通,斜顶3上还形成有主流道4和分流道5,主流道4和分流道5连通,分流道5与浇道2连通以形成熔料行走路径,这样,熔胶进入主流道4后分流至分流道5再经浇道2和进浇端21进入模具注塑产品型腔,以完成填充。
35.优选地,本实施例的主流道4和分流道5的截面均为u型流道,利用弧面阻力小的特性,使得熔胶快速流动,此外,流道槽里的熔胶在成型一模产品后需经历冷却凝固并由模具上结构带着脱离流道槽的过程,以便成型下一模产品,u型流道的槽帮的拔模角为4.5
°
,有
利于凝固后的熔胶脱离流道流道槽。
36.进一步地,本实施例的主流道4的两端形成有溢流槽41,这样,主流道4到分流至分流道5时,熔胶需要转弯,流速下降,部分熔胶冷却,溢流槽41的存在可容纳这些冷却熔胶,避免冷却熔胶进入模具产品型腔中,进而影响产品的质量。
37.本实施例还提供了一种模具包括上述的进浇结构,模具在注塑成型中通过进浇结构减少了在塑胶产品1中的残余应力,从而塑胶产品1容易开裂,此外,将产品的进浇处设置在筋板11的底部,筋板11的底部属于不可视区域,避免产品进浇处产生外观问题。
38.上面结合附图对本发明的实施方式作了详细说明,但是本发明并不限于上述实施方式,在本领域普通技术人员所具备的知识范围内,还可以在不脱离本发明的宗旨的前提下做出各种变化。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1