一种背光源导光板防装反设备的制作方法
1.本技术涉及背光源生产设备,尤其是涉及一种背光源导光板防装反设备。
背景技术:
2.背光源在生产过程中需要将导光板与灯条安装黏贴,在安装过程中需要对导光板的安装方向进行限定,使导光板的光线射出方向与灯条发散的光线方向相同。
3.为了提高导光板与灯条的安装速度,通常都是使用机械手对导光板与灯条进行黏贴,同时为了防止导光板装反,通常会在导光板上设置防呆结构,并利用振动盘进行筛选,使导光板的位置得到限定,减少导光板在后续安装过程中装反的概率。
4.针对上述中的相关技术,发明人认为导光板上的防呆结构为了不影响导光板的使用,通常设置的提交都较为细小,此时在筛选过程中仍会存在导光板的位置未得到限定的情况,此时在将灯条与导光板黏贴时仍会出现导光板贴反的情况,从而对后续生产过程产生影响。
5.因此需要提出一种新的技术方案来解决上述问题。
技术实现要素:
6.为了在导光板及灯条黏贴时,减少装反的导光板对后续加工工序的影响,本技术提供一种背光源导光板防装反设备。
7.本技术提供的一种背光源导光板防装反设备,采用如下技术方案:
8.一种背光源导光板防装反设备,包括架体、转动连接于架体上端的转盘、周向设置于架体上端的若干治具、上料导光板的上料机构、使导光板与灯条贴合的贴合机构及取下工件的下料机构,所述上料机构、贴合机构及下料机构围绕转盘的转动轴线设置,所述架体连接有驱动转盘转动的旋转驱动件,所述架体上端还设置有检测导光板是否装反的检测机构,所述检测机构位于下料机构上方,所述检测机构包括摄像模块及处理模块,所述摄像模块、处理模块及下料机构电连接,所述摄像模块拍摄导光板的图像信息并传输至处理模块,所述处理模块接收图像信息并与其预存的图像对比是否相同从而控制下料机构是否将导光板及灯条从治具下料。
9.通过采用上述技术方案,利用检测机构对导光板是否装反进检测,装反的导光板及灯条由人工下料,从而减少了装反的导光板流入后续工序的概率,减少对后续工序的影响。
10.可选的:所述上料机构包括吸取导光板的上料吸盘、带动上料吸盘竖向移动的第一上料驱动件及带动上料吸盘水平移动的第二上料驱动件,所述第一上料驱动件设置于架体上端,所述第一上料驱动件连接于第二上料驱动件的驱动端,所述上料吸盘连接于第一上料驱动件的驱动端。
11.通过采用上述技术方案,第一上料驱动件及第二上料驱动件带动上料吸盘机构,从而将导光板移动至灯条上方进行加工。
12.可选的:所述贴合机构包括贴合件及带动滚动件竖向移动的第一贴合驱动件,所述第一贴合驱动件与架体连接,所述贴合件连接于第一贴合驱动件的驱动端,所述贴合件与导光板上端抵接。
13.通过采用上述技术方案,利用竖向移动的贴合件对导光板施加向下的压力,使导光板粘附与灯条上端。
14.可选的:所述贴合机构还包括带动贴合件水平移动的第二贴合驱动件,所述第二贴合驱动件设置于架体上端,所述第一贴合驱动件连接于第二贴合驱动件的驱动端。
15.通过采用上述技术方案,在贴合件对导光板施加向下的压力的同时,贴合件水平移动,此时在贴合件无法与导光板上端保持平行时仍可将导光板粘附于灯条上端。
16.可选的:所述贴合件包括连接于第一贴合驱动件的驱动端的安装件、转动连接于安装件的若干滚轮,所述滚轮的转动轴线呈水平设置其垂直于第二贴合驱动件的驱动方向,所述滚轮与导光板上端连接。
17.通过采用上述技术方案,利用滚轮将其与导光板之间的滑动摩擦转变为滚动摩擦,减少了导光板上端受到的摩擦力,从而使导光板不易受损。
18.可选的:所述滚轮共同套接有柔性带,所述柔性带远离滚轮的侧壁与导光板上端抵接。
19.通过采用上述技术方案,利用柔性带减小了导光板上端受到的压强, 从而在将导光板粘附于灯条表面时,导光板表面不易产生划痕,使导光板的使用不易受到影响。
20.可选的:所述第二贴合驱动件固定连接有贴合板,所述贴合板滑移连接有滑动板,所述第一贴合驱动件的驱动端连接于第一滑动板,所述安装件连接于第一滑动板上端,所述贴合板连接有限制第一滑动板竖向移动距离的调节机构,所述调节机构包括连接于第一滑动板的抵接板及螺纹连接于贴合板的两根调节杆,所述调节杆呈竖直设置且分别位于抵接板的上下两侧,所述调节杆用于与抵接板抵接从而限定抵接板的位置。
21.通过采用上述技术方案,利用调节机构对贴合件下移的高度进行定位,使贴合件下移的高度不会过大,从而控制贴合件对导光板施加的向下的压力,使导光板不易损坏。
22.可选的:所述下料机构包括下料吸盘、带动下料吸盘竖向移动的第一下料驱动件及带动下料吸盘水平移动的第二下料驱动件,所述第二下料驱动件设置于架体上端,所述第一下料驱动件连接于第二下料驱动件的驱动端,所述下料吸盘连接于第一下料驱动件的驱动端,所述第一下料驱动件及第二下料驱动件均与处理模块电连接。
23.通过采用上述技术方案,利用下料吸盘将导光板吸取,之后第一下料驱动件及第二下料驱动件带动下料吸盘移动从而将导光板及灯条下料。
24.可选的:所述治具包括设置于转盘上端的定位块及设置于定位块上端的若干凸块,所述凸块用于与灯条卡接。
25.通过采用上述技术方案,利用凸块对灯条进行定位,使转盘在转动的过程中灯条不易产生相对于治具的移动,使导光板的粘附过程不易受到影响。
附图说明
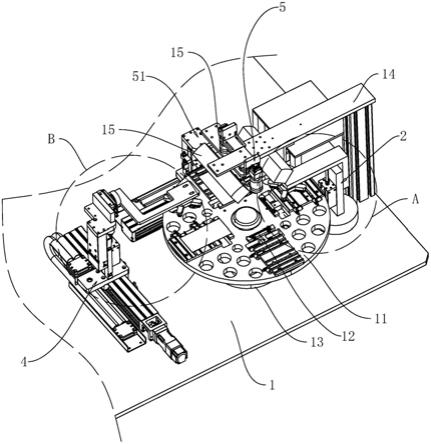
26.图1为本技术实施例的结构示意图;
27.图2为图1的a部放大图;
28.图3为本技术实施例用于展示贴合机构的结构的示意图;
29.图4为图1的b部放大图;
30.图5为本技术实施例用于展示治具结构的示意图。
31.图中,1、架体;11、转盘;12、治具;121、定位块;122、凸块; 13、分割器;14、安装架;15、光源;2、上料机构;21、上料吸盘;22、上料气缸;23、上料旋转气缸;24、连接板;25、上料块;3、贴合机构;31、贴合件;311、安装件;312、滚轮;313、柔性带;32、贴合气缸;33、第一丝杠滑台;34、贴合板;35、第一滑动板;4、下料机构;41、下料吸盘;42、下料气缸;43、第二丝杠滑台;44、下料板;45、第二滑动板;46、下料架;47、下料旋转气缸;5、检测机构;51、摄像模块; 6、调节机构;61、抵接板;62、调节杆;63、延伸板;64、微分头;65、延伸柱。
具体实施方式
32.以下结合附图对本技术作进一步详细说明。
33.本技术公开的一种背光源导光板防装反设备,在将灯条与导光板贴合之后,对导光板的贴合方向进行检测,从而减少装反的导光板流入后续工序的数量,减少后续工序的返工。
34.如图1所示,包括架体1、转动连接于架体1上端的转盘11、周向设置于架体1上端的若干治具12、上料导光板的上料机构2、使导光板与灯条贴合的贴合机构3及取下工件的下料机构4。架体1使用螺栓固定有带动转盘11转动的分割器13,分割器13的驱动端与转盘11下端使用螺栓同轴固定。上料机构2、贴合机构3及下料机构4围绕转盘11的转动轴线设置,且相邻机构之间的夹角为九十度。架体1上端还设置有检测导光板是否装反的检测机构5,检测机构5包括用于拍摄的摄像模块51及控制下料机构4是否进行下料的处理模块,摄像模块51与处理模块电连接,摄像模块51拍摄导光板的图像信息并传输至处理模块,处理模块接收图像信息并与其预存的图像进行对比是否相同,从而控制下料机构4是否将导光板及灯条从治具12下料。在本实施例中摄像模块51为两个相机,架体1上端使用螺栓固定有安装架14,安装架14使用螺栓与两个相机连接,两个相机的摄像头均朝向治具12。安装架14下端还使用螺栓固定有若干光源15,光源15发射的光线朝向治具12,从而使相机的拍摄效果更好。人工将灯条置于治具12上,之后利用上料机构2将导光板置于灯条上方,转盘11转动后贴合机构3将灯条与导光板贴合,接着转盘11带动贴合的导光板及灯条转动,检测机构5对导光板的安装是否准确进行检测,当导光板安装准确时下料机构4将导光板及灯条同时进行下料,当导光板装反时,处理模块控制下料机构4停止工作,不再将装反的导光板下料,转盘11带动装反的导光板移动至人工上料的位置,由人工将装反的导光板及灯条从治具12上取下,使装反的导光板不易流至后续工序,从而减少后续工序的返工。
35.如图2所示,上料机构2包括吸取导光板的若干上料吸盘21、带动上料吸盘21竖向移动的第一上料驱动件及带动上料吸盘21水平移动的第二上料驱动件,在本实施例中,第一上料驱动件为上料气缸22,第二上料驱动件为上料旋转气缸23。上料旋转气缸23的缸体使用螺栓固定于架体1,上料旋转气缸23的活塞杆使用螺栓固定有连接板24,连接板24上端使用螺栓与上料气缸22的缸体连接。上料气缸22的缸体使用螺栓连接有上料块25,上料吸盘21均使用螺栓固定于上料块25的下方,且上料吸盘21均与空压机连接。利用上料吸盘21将导光板进行吸取,之后上料气缸22及上料旋转气缸23带动导光板贴附于灯条上端。
36.如图3所示,贴合机构3包括贴合件31、带动贴合件31竖向移动的第一贴合驱动件及带动贴合件31水平移动的第二贴合驱动件,在本实施例中,第一贴合驱动件为贴合气缸32,第二贴合驱动件为第一丝杠滑台33,第一丝杠滑台33使用螺栓固定于架体1上端,其滑台上使用螺栓固定有贴合板34,贴合气缸32的缸体使用螺栓固定于贴合板34靠近转盘11的侧壁。贴合板34远离转盘11的侧壁竖向滑移有第一滑动板35,贴合气缸32的活塞杆使用螺栓与第一滑动板35连接,并带动第一滑动板35竖向移动。贴合件31包括使用螺栓固定于第一滑动板35的安装件311及转动连接于安装件311的若干滚轮312,贴合件31呈水平设置,滚轮312连接于贴合件31靠近转盘11的一端,滚轮312位于转盘11的上方,且滚轮312的转动轴线呈水平设置并垂直于第一丝杠滑台33的移动方向,若干滚轮312共同套接有柔性带313,柔性带313与导光板上端抵接。在导光板贴附于灯条上方之后,滚轮312下移从而使柔性带313与导光板上端抵接,利用滚轮312对导光板施加向下的压力,使导光板与灯条贴合。
37.如图3所示,为了调节滚轮312下压的距离,贴合板34连接有限制第一滑动板35竖向移动距离的调节机构6,调节机构6包括使用螺栓固定于滑动板侧壁的抵接板61及连接于贴合板34的两根调节杆62。贴合板34侧壁使用螺栓连接有两块延伸板63,两块延伸板63分别位于抵接板61的上下两侧,两根调节杆62穿设于延伸板63且与延伸板63螺纹连接,两根调节杆62相互靠近的一端分别与抵接板61上下两端面抵接,从而对滚轮312的上下移动的距离进行调节,使滚轮312下移的距离不会过大,从而在将导光板与灯条贴合的过程中灯条及导光板不易受到过大的压力而损坏。
38.如图3所示,贴合板34还使用螺栓固定有呈竖直设置的微分头64,第一丝杠滑台33的滑台上端还使用螺栓固定有延伸柱65,微分头64的下端与延伸柱65的上端抵接,此时利用微分头64调节滚轮312最终可下压的高度,进一步减少导光板及灯条受压损坏的情况的发生。
39.如图4所示,下料机构4包括若干下料吸盘41,带动下料吸盘41竖向移动的第一下料驱动件及带动下料吸盘41水平移动的第二下料驱动件,在本实施例中,第一下料驱动件为下料气缸42,第二下料驱动件为第二丝杠滑台43,第二丝杠滑台43使用螺栓固定于架体1上端,其平行于下料的导光板的长度方向,且第二丝杠滑台43垂直于第一丝杠滑台33。第二丝杠滑台43上端使用螺栓固定有下料板44,下料气缸42的缸体使用螺栓固定于下料板44靠近转盘11的侧壁,下料板44远离转盘11的侧壁竖向滑移有第二滑动板45,下料气缸42的缸体与第二滑动板45使用螺栓固定。第二滑动板45上端还连接有下料架46,下料吸盘41均使用螺栓固定于下料架46下端,且第二丝杠滑台43的电机及下料气缸42的电磁阀均与处理模块电连接。第二滑动板45还设置有驱动下料架46转动的下料旋转气缸47,下料旋转气缸47的缸体使用螺栓与第二滑动板45固定,下料旋转气缸47的活塞杆使用螺栓与下料架46固定,利用下料旋转气缸47将下料之后的导光板及灯条旋转至竖直状态,之后利用后续工序的机械手将导光板及灯条移动至下一工序。同时利用下料吸盘41将导光板及灯条吸取并进行下料,同时利用处理机构控制下料机构4在出现导光板装反之后不会将装反的导光板下料,从而减少了后续加工过程中出现次品的概率。
40.如图5所示,为了使灯条在安装于治具12上时,灯条与治具12的连接更加稳固,治具12包括使用螺栓固定于转盘11上的定位块121及一体成型与定位块121上端的若干凸块122。人工在上料时将灯条置于定位块121上端并使凸块122卡接于灯条,使灯条于定位块
121上的连接更加稳固。
41.本实施例的实施原理为:人工将灯条置于治具12上,之后转盘11转动九十度,上料机构2将导光板置于灯条上方,接着转盘11再转动九十度,滚轮312下移与导光板接触并水平移动,使导光板贴附于灯条上端,接着转盘11再转动九十度,在转盘11转动的过程中摄像模块51对贴附于灯条的导光板的图像进行拍摄,并将拍摄的图像信息传输至处理模块,处理模块将接收的图像信息与预存的图像信息进行对比,若两者相同则处理模块控制下料机构4将导管板及灯条下料,若两者不同这则控制下料机构4停止工作,接着转盘11继续转动,由人工将装反的导光板及灯条取下。
42.本具体实施方式的实施例均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1