一种二次注塑成型模具结构的制作方法
1.本技术涉及模具技术领域,尤其是涉及一种二次注塑成型模具结构。
背景技术:
2.分体式成型模具主要是由定模和动模所组成,两者可拆分,可闭合。通过将产品放置在动模的型腔中,定模、动模闭合后,通过向模具内浇灌浇胶液,使胶液在产品表面凝固成型,获得所需要的尺寸和形状的产品。
3.普通的成型模具通常通过位于型腔正中间的注塑口,将胶液灌注到型腔内。
4.针对上述中的相关技术,发明人认为当所需成型的产品结构较为复杂需要成型含许多较为细小筋条时,胶液填充慢型腔的时间会变长,在型腔内的胶液易冷却,影响成型后产品的质量。
技术实现要素:
5.为了缩短胶液填充慢型腔的时间,本技术提供一种二次注塑成型模具结构。
6.本技术提供的一种二次注塑成型模具结构采用如下的技术方案:
7.一种二次注塑成型模具结构,包括定模、动模,所述定模内设有注塑流道,所述定模、动模贴合形成型腔,所述定模背离动模的表面设有用于与注塑流道连通的进液口,所述注塑流道包括主流道、与主流道连通的支流道,所述主流道与进液口连通,所述支流道设有多个,多个所述支流道均与型腔连通。
8.通过采用上述技术方案,通过设置多个支流道,本模具结构能够将胶液从型腔的各个位置通过支流道灌注到型腔内,使灌胶速度大大提高,缩短了胶液将型腔填满的时间,使胶液不易在灌注时在型腔中冷却,满足了需要成型含许多较为细小筋条的产品的注塑需要。
9.可选的,所述定模朝向动模的表面可拆装设有模板一,所述动模朝向定模的表面可拆装设有模板二,所述模板一设有模槽一,所述模板二上设有模槽二,所述型腔由模槽一、模槽二组合形成,所述模板一上贯穿设有与支流道连通的连通孔。
10.通过采用上述技术方案,模板一、模板二可拆装设置,便于人员更换模板一、模板二以对不同的工件进行加工。
11.可选的,所述模槽二的底壁设有供待成型产品嵌入的限位面。
12.通过采用上述技术方案,限位面的设置,便于产品的稳定放置。
13.可选的,所述支流道端部内壁设有分流件,所述分流件内设有分流通道,所述分流通道与支流道连通,所述分流件位于连通孔内,所述分流件的侧壁与连通孔的内壁具有间距,所述分流通道的出液端贯通至分流件的侧壁,所述分流通道的出液端朝向连通孔的内壁,所述分流通道靠近连通孔的出液端。
14.通过采用上述技术方案,由于本模具结构所分体成型的工件由塑料制成,注塑胶液的压力较大,若是热熔的胶液直接朝向放置在模槽二中工件进行浇注时,易导致工件表
面被冲击出凹坑与孔洞,导致产品质量不佳,通过设置分流通道将胶液分成流动方向倾斜于连通孔轴线的多股支流,并使分流后的胶液与连通孔的孔壁进行碰撞缓冲,对胶液的冲击力进行进一步减小,最后从连通孔流出,有效减小胶液的动能,使胶液能平缓进入型腔,不易造成损伤,从而保持产品的质量。
15.可选的,所述分流件可拆卸连接在支流道的内壁上。
16.通过采用上述技术方案,分流件可拆卸设置,当分流件内的分流通道堵塞后,人员可通过拆除分流件对分流通道进行疏通清理,较为方便。
17.可选的,所述模板一的侧壁固设有气缸,所述定模内滑动设有顶板,所述顶板设有顶针,所述模槽一的底壁设有供顶针穿过的穿孔,所述气缸的活塞杆与顶板连接。
18.通过采用上述技术方案,气缸以及顶板的设置,可将成型完毕的工件从模槽一中顶出,避免其粘附在模槽一中对人员的拿取工件造成不便。
19.可选的,所述气缸于模板一的两侧对称设有两个,两个所述气缸的活塞杆分别与顶板的两侧壁固定连接。
20.通过采用上述技术方案,两个气缸的对称设置,以使顶板的两侧均匀受力,便于平稳推动顶板运动。
21.可选的,所述模槽一的底部设有气孔,所述气孔用于与外部供气管连通。
22.通过采用上述技术方案,气孔的设置,可对制冰盒的表面进行供风,快速对成型后的制冰盒进行冷却,便于人员拿取。
23.综上所述,本技术包括以下至少一种有益技术效果:
24.通过设置多个直流道,使缩短胶液填充慢型腔的时间,使成型后的产品质量更佳;
25.通过设置分流件,使胶液进入型腔后不易对冰盒的部分盒体造成冲击损伤;
26.通过设置气缸,便于成型后的工件能够顺利脱模。
附图说明
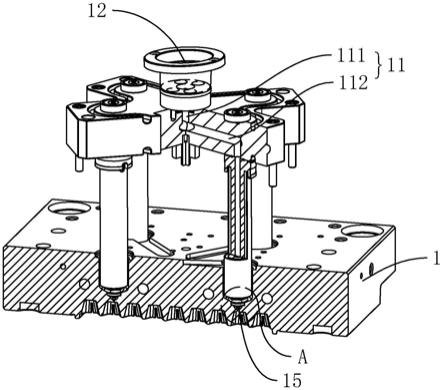
27.图1是本技术实施例的立体结构呕吐。
28.图2是本技术实施例的动模的结构示意图。
29.图3是本技术实施例的定模的结构示意图。
30.图4是本技术实施例的定模的局部结构图,主要用于展示注塑流道的结构。
31.图5是图4的b处放大图。
32.图6是图3的a处放大图。
33.图7是本技术实施例的顶板、顶针的结构示意图。
34.附图标记说明:1、定模;11、注塑流道;111、主流道;112、支流道;12、进液口;13、模板一;131、模槽一;14、连通孔;15、分流件;151、分流通道;152、出液端口;16、气缸;17、顶板;171、顶针;18、穿孔;19、气孔;2、动模;21、模板二;211、模槽二;22、限位面。
具体实施方式
35.以下结合附图1
‑
7对本技术作进一步详细说明。
36.本技术实施例公开一种二次注塑成型模具结构。参照图1,一种二次注塑成型模具结构,包括定模1、动模2,定模1内设有注塑流道11,定模1、动模2贴合形成型腔,定模1背离
动模2的表面设有用于与注塑流道11连通的进液口12,注塑流道11的远离进液口的端部与型腔连通。
37.参照图2和图3,定模1朝向动模2的表面设有模板一13,模板一13通过螺栓与定模1固定连接,动模2朝向定模1的表面设有模板二21,模板二21通过螺栓与动模2固定连接,模板一13设有模槽一131,模板二21上设有模槽二211,模槽一131、模槽二211分别位于模板一13、模板二21相对的表面。当模板一13与模板二21贴合时,模槽一131、模槽二211组合形成型腔。模槽二211的底壁设有供待成型产品嵌入的限位面22。本实施例中的模具结构专用于成型冰箱的制冰盒,限位面22的形状与制冰盒的顶面的形状相适配,以便对制冰盒的部分盒体能够准确稳定地放置在模槽二211中。
38.参照图4和图5,注塑流道11包括主流道111、与主流道111连通的支流道112,主流道111与进液口12连通,支流道112位于主流道111的下方,支流道112设有四个,四个支流道112沿型腔的周向间隔分布,多个支流道112均与型腔连通。模板一13上贯穿设有与支流道112连通的连通孔14,连通孔14贯通至模槽一131的底壁。
39.连通孔14开设有出液端口152,出液端口152位于模槽一13的底壁上,出液端口152呈扩口状,支流道112端部内壁设有分流件15,分流件15位于连通孔14内,分流件15的底端呈锥形。
40.分流件15内设有分流通道151,分流通道151与支流道112连通,分流件15位于连通孔14内,分流通道151的出液端贯通至分流件15的侧壁,分流通道151的出液端远离连通孔14的轴线倾斜向外设置,分流件15的侧壁与连通孔14的内壁具有间距以供分流通道151与出液端口152连通,分流通道151的出液端朝向连通孔14的内壁,分流通道151与分流件15的周向均匀分布有三条。
41.由于模槽二211中放置有制冰盒的部分盒体,又由于制冰盒的部分盒体由塑料制成,若是热熔的胶液直接朝向制冰盒的部分盒体浇筑,会产生较大的冲击力,加上热量的影响,易导致制冰盒的部分盒体被冲击出凹坑,导致甚至孔洞,导致产品质量不佳,通过设置分流通道151将胶液分成流动方向倾斜于连通孔14轴线的多股支流,并使分流后的胶液与连通孔14的孔壁进行冲击,对胶液的冲击力进行进一步减小,最后从扩口状的出液端口152流出,有效减小胶液的动能,使胶液进入型腔后,不易对冰盒的部分盒体造成冲击损伤。
42.分流件15的端部螺纹连接在支流道112的内壁上,分流件15可拆卸设置,当分流件15内的分流通道151堵塞后,人员可通过拆除分流件15对分流通道151进行疏通清理,较为方便。
43.参照图6和图7,模板一13的侧壁设有气缸16,气缸16通过螺栓与模板一13固定连接,定模1内滑动设有顶板17,顶板17的滑动方向沿气缸16的活塞轴轴向,顶板17位于模板一13背离模槽一131的一侧,顶板17朝向模板一13的表面设有顶针171,顶针171设有多根,模板一13的贯穿设有供顶针171穿过的穿孔18,穿孔18的轴向与气缸16活塞杆的轴线平行,穿孔18的端部位于模槽的底壁,气缸16的活塞杆与顶板17固定连接,气缸16于模板一13的两侧对称设有两个,两个气缸16的活塞杆分别与顶板17的两侧壁固定连接。两个气缸16的活塞杆同步运动,以使顶板17的两侧均匀受力,便于顺利推动顶板17运动。
44.气缸16以及顶板17的设置,可将成型完毕的工件从模槽一131中顶出,避免工件粘附在模槽一131中对人员的拿取工件,造成不便。模槽一131的底部设有气孔19,气孔19的另
一端用于与外部供气管道连通,以便在顶针171将制冰盒顶离模槽一131后,对制冰盒的表面进行供风冷却,对成型后的制冰盒进行快速降温,便于人员拿取。
45.本技术实施例一种二次注塑成型模具结构的实施原理为:通过设置多个支流道112,本模具结构能够将胶液从型腔的各个位置通过支流道112灌注到型腔内,使灌胶速度大大提高,缩短了胶液将型腔填满的时间,使胶液不易在灌注时在型腔中冷却,满足了需要成型含许多较为细小筋条的产品的注塑需要。
46.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1