一种注塑模具的制作方法
1.本技术涉及模具技术领域,尤其是涉及一种注塑模具。
背景技术:
2.目前,注塑模具是一种生产塑胶制品的工具;也是赋予塑胶制品完整结构和精确尺寸的工具。注塑成型是批量生产某些形状复杂部件时用到的一种加工方法。具体指将受热融化的塑料由注塑机高压射入模腔,经冷却固化后,得到成形品。注塑模具由动模和定模两部分组成,动模安装在注射成型机的移动模板上,定模安装在注射成型机的固定模板上。在注射成型时动模与定模闭合构成浇注系统和型腔,开模时动模和定模分离以便取出塑料制品。
3.现有专利公告号:cn111231234a公开了一种注塑模具,包括第一模板、第一滑块、第二滑块、第二模板、顶针和型芯,第一滑块设置用以成型盖板上突出部的台阶、底面、第一斜面、第一平面和第二平面;对应地,型芯上与第一滑块贴合的部分设置有第一凸起,第一凸起具有与第一斜面配合贴合的第二斜面、与第一平面配合贴合的第三平面、与第二平面配合贴合的第四平面,从而在合模时在第一滑块和型芯之间形成半隧道式分型结构,用于成型盖板上的突出部,从而保证分型面的平整以及相交处的锋利度,通过第一滑块相对型芯滑动实现盖板突出部的脱模。
4.上述中的相关技术方案存在以下缺陷:上述注塑模具中,第二模板和顶针板之间留有间隙,使得顶针板和抵持板可顺利向第二模板一侧移动以顶出顶针时,但顶针一端延伸至型芯内,另一端固定在顶针板或者抵持板上,使得顶针暴露在间隙中,此时在运送模具时,可能会有砂石进入间隙,从而对顶针正常的移动造成影响。
技术实现要素:
5.为了减小砂石进入第二模板和顶针板之间的间隙内的几率,本技术提供一种注塑模具。
6.本技术的上述目的是通过以下技术方案得以实现的:
7.一种注塑模具,包括模架,所述模架包括下码模板、支撑在所述下码模板一端的两块方铁、设置在所述方铁远离所述下码模板一端的型芯、滑移设置在所述下码模板和所述型芯之间的顶针板,所述顶针板和所述型芯之间形成滑移腔,所述下码模板和所述型芯在所述滑移腔两端设置有遮挡板。
8.通过采用上述技术方案,当模具在搬运时,通过遮挡板将滑移腔两端的开口处进行遮挡,使得搬运时外部的砂石不会从两端进入滑移腔内,而设置在下码模板和型芯之间的遮挡板也不会对顶针板的滑移造成影响,使得遮挡板在注塑模具正常生产时同样可以直接使用,避免注塑生产时产生的碎屑进入滑移腔,从而影响顶针板的滑移。
9.优选的,所述型芯两侧端设置有收纳板,所述收纳板内开设有供所述遮挡板滑移插接的收纳槽。
10.通过采用上述技术方案,顶针板的滑移是为了使得顶针从型芯中顺利推出,当成型产品无法顺利脱模时,需要检查顶针和顶针板的连接以及顶针是否损坏,此时需要从滑移腔的一端进行观察,该方案中使得遮挡板滑移插接在收纳槽内,使得遮挡滑移腔时,将遮挡板从收纳槽内抽出,当检查时将遮挡板滑移插入收纳槽内,更加方便。
11.优选的,所述遮挡板远离所述型芯一端的上下两侧各开设有一组定位孔,所述收纳板在所述定位孔内穿设有定位销钉,所述方铁两侧端在靠近所述下码模板的一侧开设有对齐于一组所述定位孔并供所述定位销钉穿入的第一定位槽。
12.通过采用上述技术方案,在遮挡板上开设两组定位孔,使得遮挡板向下滑移至遮挡住滑移腔时,将销钉依次穿过一组定位孔和第一定位槽,从而使得遮挡板和方铁固定,从而使得注塑模具在运输时遮挡板不会轻易移动,更加牢固的同时更加方便固定。
13.优选的,所述型芯两侧端在所述收纳板远离所述下码模板的一侧开设有对齐于一组所述定位孔并供所述定位销定穿入的第二定位槽。
14.通过采用上述技术方案,型芯上开设第二定位槽,当遮挡板完全滑移插接进收纳槽内时,遮挡板远离下码模板的一端将会穿至收纳板远离下码模板的一侧,此时将定位销钉依次穿过定位孔和第二定位槽,使得检查顶针板和顶针时,可将遮挡板滑移至收纳板内进行固定,避免遮挡板移动对检查造成干扰。
15.优选的,所述遮挡板在靠近所述型芯的一端设置有抵接于所述方铁两侧端滑移的密封长条。
16.通过采用上述技术方案,当遮挡板在注塑模具一侧滑移时,遮挡板并不会与型芯和方铁完全抵紧,此时还会有灰尘进入滑移腔内,这些灰尘虽然不会直接影响顶针板的移动,但为保证顶针可顺利滑移通常在顶针表面涂有润滑油,顶针表面常年积累下来将会附着大量的灰尘,可能会带进顶针和型芯之间,从而影响成型或者顶针的移动,该方案中通过密封长条进行密封,从而减少灰尘进入的几率。
17.优选的,所述遮挡板靠近所述下码模板的一端设置有抵接于所述收纳板一侧端的的抵紧板,所述抵紧板上设置有握把。
18.通过采用上述技术方案,通过在遮挡板上设置握把,通过握把可使得遮挡板的滑移更加方便。
19.优选的,所述握把转动设置于所述抵紧板靠近所述收纳板的一端,所述收纳板远离所述型芯的一端开设有供所述握把转动嵌入的隐蔽槽。
20.通过采用上述技术方案,将握把转动连接在抵紧板上,使得转动的握把可嵌入隐蔽槽内,从而将握把隐蔽,减小握把对注塑模具生产的影响。
21.优选的,所述握把的转轴上套设有保持所述握把垂直于所述抵紧板的扭簧。
22.通过采用上述技术方案,注塑模具在使用时需要配和注塑机进行,当注塑机为卧式的样式时,需要将注塑模具翻转至呈水平状,此时在重力的作用下握把将会转出,可能会影响注塑模具的正产生产,该方案中在握把的转轴上套设扭簧,通过扭簧使得握把在只承受自身重力的情况下可保持垂直于抵接板的状态,从而降低握把对注塑生产的影响。
23.综上所述,本技术的有益技术效果为:
24.1.当模具在搬运时,通过遮挡板将滑移腔两端的开口处进行遮挡,使得搬运时外部的砂石不会从两端进入滑移腔内,而设置在下码模板和型芯之间的遮挡板也不会对顶针
板的滑移造成影响,使得遮挡板在注塑模具正常生产时同样可以直接使用,避免注塑生产时产生的碎屑进入滑移腔,从而影响顶针板的滑移;
25.2.遮挡板滑移插接在收纳槽内,使得遮挡滑移腔时,将遮挡板从收纳槽内抽出,当检查时将遮挡板滑移插入收纳槽内,更加方便,同时可通过定位销钉在两个位置处分别固定,在方便的同时更加牢固;
26.3.通过密封长条进行密封,从而减少灰尘进入的几率。
附图说明
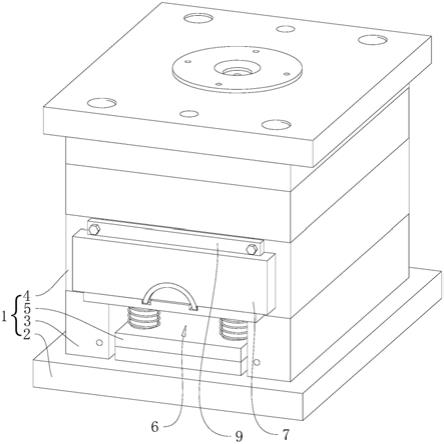
27.图1为注塑模具的结构示意图;
28.图2为注塑模具的局部爆炸图;
29.图3为图2的a处放大图。
30.图中:1、模架;2、下码模板;3、方铁;4、型芯;5、顶针板;6、滑移腔;7、收纳板;8、收纳槽;9、遮挡板;10、抵紧板;11、定位孔;12、第一定位槽;13、定位销钉;14、第二定位槽;15、密封长条;16、握把;17、转动槽;18、扭簧;19、隐蔽槽。
具体实施方式
31.以下结合附图1
‑
3对本技术作进一步详细说明。
32.参见图1,一种注塑模具,包括模架1,模架1包括下码模板2、通过螺栓固定支撑在下码模板2一端的两块方铁3、通过螺栓固定在方铁3远离下码模板2一端的型芯4、滑移连接在下码模板2和型芯4之间的顶针板5,两块方铁3平行设置,顶针板5、两块方铁3和型芯4之间形成滑移腔6。
33.参见图2和图3,滑移腔6两端部的上侧通过螺栓固定有收纳板7,收纳板7在靠近型芯4的一端开设有收纳槽8,收纳槽8两端连通,使得收纳槽8连通的方向垂直于滑移腔6连通的方向。
34.收纳槽8内滑移插接有一块遮挡板9,遮挡板9的长度长于收纳槽8的长度,遮挡板9靠近下码模板2的一端一体设置有一块抵紧板10,遮挡板9上开设有两组定位孔11,方铁3侧端在靠近下码模板2的一侧开设有对齐于一组定位孔11的第一定位槽12,当抵紧板10随着遮挡板9滑移至抵接在下码模板2一端时,遮挡板9将滑移腔6进行遮挡,此时定位孔11内穿入一组定位销钉13,定位销钉13继续插入第一定位槽12内,从而将遮挡板9固定,型芯4侧端在收纳板7远离下码模板2的一侧开设有第二定位槽14,当遮挡板9完全插入收纳槽8内时抵紧板10抵接在收纳板7靠近下码模板2的一侧端, 此时另一组定位孔11对齐于第二定位槽14,定位孔11和第二定位槽14内穿插一组定位销钉13,从而将遮挡板9固定。
35.遮挡板9在靠近型芯4的一端粘接有两条密封长条15,两条密封长条15相互平行且长度方向与遮挡板9滑移方向相同,当遮挡板9滑移至遮挡滑移腔6时,两条密封长条15分别抵紧在方铁3的侧端,从而进行密封。
36.抵紧板10远离下码模板2的一端通过转轴转动连接有一握把16,抵紧板10上开设有供转轴转动插接的转动槽17,握把16的转轴上套设有一扭簧18,扭簧18的一端焊接握把16的转轴上,另一端过盈插接在转动槽17内,扭簧18可使得握把16保持垂直于抵紧板10的状态。
37.收纳板7远离型芯4的一端开设有供握把16转动插接的隐蔽槽19。
38.本实施例的实施原理为:
39.当在运输该注塑模具或者注塑模具在生产时,将穿在一组定位孔11和第二定位槽14内的定位销钉13拔出,然后转动握把16至转出隐蔽槽19,拉动握把16,将遮挡板9拉动至抵紧板10抵接在下码模板2上,此时一组定位孔11和第一定位槽12对齐,然后将定位销钉13穿过一组定位孔11和第一定位槽12内,此时遮挡板9将滑移腔6的两端进行遮挡,松开握把16,握把16在扭簧18的作用下回转至原位,当需要检查顶针板5和顶针时,可将穿在一组定位孔11可第一定位槽12内的定位销钉13拔出,然后将遮挡板9滑移进收纳槽8内,再通过定位销钉13定。
40.本具体实施方式的实施例均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1