一种多功能注塑模具的制作方法
1.本实用新型属于注塑模具技术领域,尤其是涉及一种多功能注塑模具。
背景技术:
2.模具,是指工业生产上用以注塑、吹塑、挤出、压铸或锻压成型、冶炼、冲压等方法得到所需产品的各种模子和工具。其中有一种采用注射成型的注塑模具,是先把塑料加入到注射机的加热料筒内,塑料受热熔融,在注射机螺杆或柱塞的推动下,经喷嘴和模具浇注系统进入模具型腔,由于物理及化学作用而硬化定型成为注塑制品,由于热塑性塑料注塑成型的成型周期短、生产效率高,因而被广泛应用于生产中。但是对于一些壁厚变化大或是带有侧凹、侧孔的塑件而言,现有的注塑型模具难以避免的会产生成型缺陷,由于塑件上具有与开模方向不同的内外侧孔或侧凹等结构,容易导致脱模困难,从而影响塑件的注塑精度和表面质量。
技术实现要素:
3.有鉴于此,本实用新型的目的在于提供一种多功能注塑模具,具有加工精度良好、冷却速度快,且能提高注塑后产品质量的特点。
4.为实现上述目的,本实用新型采用以下内容:
5.一种多功能注塑模具,包括定模及动模,所述定模、动模分别安装于注射机的固定模板、移动模板上,并且动模与定模相互压合以形成模具主体;
6.所述定模包括下模座、型芯、三个侧模腔以及侧抽芯机构,所述型芯设置于下模座的中间位置,三个侧模腔与侧抽芯机构均围绕着型芯设置以形成顶部敞口的四方体状,其中,侧抽芯机构可滑动地设置于下模座上;
7.所述下模座的下部设有推出机构,用于在开模过程中将成品推出;
8.所述动模包括上模座、设置于上模座中部的上模腔以及与上模腔相连通的注塑口,当动模与定模相互压合形成模具主体时,所述上模腔与型芯、三个侧模腔、侧抽芯机构配合构成模具主体的成型腔;
9.所述型芯、三个侧模腔、侧抽芯机构、上模腔的内部均布置有冷却水流道。
10.优选的是,所述动模与定模通过合模组件进行相互压合,所述合模组件包括:
11.导套,若干个导套设置于上模座的内部;
12.导柱,若干个导柱竖直装设于下模座上端,所述导柱的数量及位置与导套的数量及位置保持一致,并且导柱与导套完美契合;
13.定位销,所述定位销分别设置于上模座、下模座的侧部且相互靠近,相互靠近的两个定位销上套设一限位件。
14.优选的是,所述侧抽芯机构包括侧型芯以及用于控制侧型芯滑移的推拉件,所述侧型芯活动设置于下模座的上部,并且侧型芯的后部插设有斜导柱,在下模座的侧部开设有与斜导柱相对应的斜凹槽,所述推拉件设置于下模座的侧部且位于斜凹槽的两侧。
15.优选的是,所述推出机构包括底板和推动板,所述底板间隔设置于下模座的下部,并且与下模座之间通过若干个支撑柱相连接,所述推动板设置于底板与下模座之间,并且活动套设于若干个支撑柱上,所述推动板的上端竖直固设有若干个顶针,所述顶针可从下模座上部的型芯上端穿出。
16.优选的是,所述推动板与下模座之间设置有若干个机械弹簧。
17.优选的是,所述冷却水流道的两端分别连通进水口和出水口。
18.与现有技术相比,本实用新型的有益效果是:该多功能注塑模具能够精准、快速地进行注塑模具的合模,提高注塑后产品的质量,同时在进行注塑时方便对成型腔内的产品进行快速冷却,提高注塑模具的成型效率;侧抽芯机构用于使塑件形成带有侧凹或侧孔的结构,在利用推出机构推动成型塑件脱离模具之前,先将侧抽芯机构抽出,然后再推出成型塑件,脱模过程快速简单,从而保证塑件的成型质量,提高了产品的合格率。
附图说明
19.下面结合附图对本实用新型的具体实施方式作进一步详细的说明。
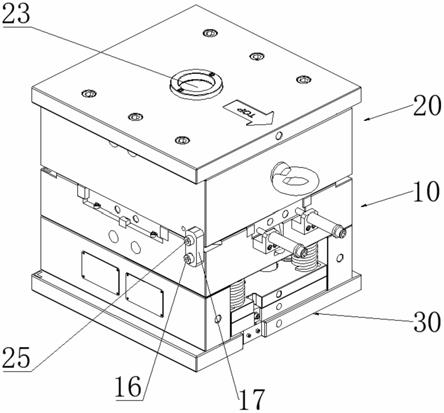
20.图1是本实用新型实施例的一种多功能注塑模具的结构示意图;
21.图2是本实用新型实施例的定模的结构示意图;
22.图3是本实用新型实施例的动模的结构示意图;
23.图4是本实用新型实施例的推出机构的结构示意图;
24.图5是本实用新型实施例的冷却水流道的分布示意图;
25.图中,各附图标记为:
26.10
‑
定模,20
‑
动模,30
‑
推出机构,40
‑
冷却水流道,11
‑
下模座, 12
‑
型芯,13
‑
侧模腔,14
‑
侧抽芯机构,141
‑
侧型芯,142
‑
斜导柱,143
‑ꢀ
斜凹槽,144
‑
推拉件,15
‑
导柱,16、25
‑
定位销,17
‑
限位件,21
‑
上模座,22
‑
上模腔,23
‑
注塑口,24
‑
导套,31
‑
底板,32
‑
推动板,33
‑ꢀ
支撑柱,34
‑
顶针,35
‑
机械弹簧。
具体实施方式
27.为了更清楚地说明本实用新型,下面结合优选实施例对本实用新型做进一步的说明。本领域技术人员应当理解,下面所具体描述的内容是说明性的而非限制性的,不应以此限制本实用新型的保护范围。
28.如图1至图4所示,本实用新型实施例提供一种技术方案:一种多功能注塑模具,包括定模10及动模20,定模、动模分别安装于注射机的固定模板、移动模板上,并且动模与定模相互压合以形成模具主体。
29.关于形成模具主体的定模的结构,定模10包括下模座11、型芯 12、三个侧模腔13以及侧抽芯机构14,型芯12设置于下模座11的中间位置,三个侧模腔13与侧抽芯机构14均围绕着型芯12设置以形成顶部敞口的四方体状,其中,侧抽芯机构14可滑动地设置于下模座11上。
30.具体的,在下模座11的下部设有推出机构30,用于在开模过程中将成品推出。
31.关于形成模具主体的动模的结构,动模20包括上模座21、设置于上模座21中部的上模腔22以及与上模腔22相连通的注塑口23,当动模20与定模10相互压合形成模具主体
时,上模腔22与型芯12、三个侧模腔13、侧抽芯机构14配合构成模具主体的成型腔。
32.为了对合模后上模腔与型芯、三个侧模腔、侧抽芯机构组合构成的成型腔内部的塑件进行有效散热,在型芯12、三个侧模腔13、侧抽芯机构14、上模腔22的内部均布置有冷却水流道40,冷却水流道的两端分别连通进水口和出水口(图中未示出)。
33.本实施方案中,动模20与定模10是通过合模组件进行相互压合的,合模组件包括导套24、导柱15和定位销16、25,若干个导套 24设置于上模座21的内部,若干个导柱15竖直装设于下模座11上端,导柱15的数量及位置与导套24的数量及位置保持一致,并且导柱与导套完美契合,定位销分别设置于上模座、下模座的侧部且相互靠近,相互靠近的两个定位销上套设一限位件17。
34.需要说明的是,本实施例中的导套、导柱的数量均布置为四个,并且导套、导柱分别对应装设于上模座、下模座的四个边角位置。通过导套与导柱的完美契合,确保动模与定模合模时能够准确对准,避免模具主体在注塑过程中发生歪斜现象而影响到塑件质量,而通过往上模座、下模座侧部上相互靠近的两个定位销上套设一限位件,确保动模与定模合模后不会因发生上下滑动而导致脱模的现象。
35.在本实施方案中,侧抽芯机构14包括侧型芯141以及用于控制侧型芯141滑移的推拉件144,侧型芯141活动设置于下模座11的上部,并且侧型芯141的后部插设有斜导柱142,在下模座11的侧部开设有与斜导柱142相对应的斜凹槽143,推拉件144设置于下模座11的侧部且位于斜凹槽143的两侧。
36.具体的,三个侧膜腔13围绕着型芯12呈三面设置,在动模20 与定模10准备合模之前,需推动推拉件144使得侧型芯141向内移动直至斜导柱142与斜凹槽143相贴合,此时侧型芯141与三个侧模腔13便构成一个顶部敞口的四方体状。
37.需要说明的是,本实施例提供的注塑模具是用于加工带有侧凹、侧孔的塑件,而侧凹、侧孔结构的构成是通过侧型芯完成的,脱模过程中,由于塑件上具有与开模方向不同的内外侧孔、侧凹等结构会阻碍塑件直接脱模,需要拉动推拉件使侧型芯向外移动至与塑件分离,然后再将塑件推出。
38.在本实施方案中,推出机构30包括底板31和推动板32,底板 31间隔设置于下模座11的下部,并且与下模座11之间通过若干个支撑柱33相连接,推动板32设置于底板31与下模座11之间,并且活动套设于若干个支撑柱33上,推动板32的上端竖直固设有若干个顶针34,顶针34可从下模座11上部的型芯12上端穿出(下模座以及型芯的内部均对应设置有顶针孔以便于顶针顺利穿出)。
39.进一步地,推动板32与下模座11之间设置有若干个机械弹簧35。确保推动板在完成推出动作后能够复位。
40.本实用新型的工作原理及使用流程:使用时,将定模10和动模 20分别安装于注射机的固定模板和移动模板上,推动定模10上的推拉件144使得侧型芯141与三个侧模腔13构成一个顶部敞口的四方体状,接着动模20和定模10开始进行合模定位,使得导柱15对应插入导套24中,并在相互靠近的两个定位销上套设一限位件17以实现动模20与定模10的定位,此时上模腔22与型芯12、三个侧模腔 13、侧型芯141便共同构成模具主体的成型腔,启动注射机,将受热融化的塑料经注塑口23流入成型腔中,经过型芯12、三个侧模腔13、侧型芯141、上模腔22内部冷却水流道40中的循环水冷却,带走模具主体的热量,塑件加工完成
后,使动模20与定模10脱离,拉动定模10上的推拉件144使得侧型芯与塑件分离,同时向上顶动推动板 32,使推动板32上端的顶针34移动到型芯12的顶端,使得型芯顶端的塑件与型芯分离,最后将塑件取下。
41.显然,本实用新型的上述实施例仅仅是为清楚地说明本实用新型所作的举例,而并非是对本实用新型的实施方式的限定,对于所属领域的普通技术人员来说,在上述说明的基础上还可以做出其它不同形式的变化或变动,这里无法对所有的实施方式予以穷举,凡是属于本实用新型的技术方案所引伸出的显而易见的变化或变动仍处于本实用新型的保护范围之列。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1