一种航空复合材料平板成型工装
1.本实用新型涉及航空复合材料结构成型技术领域,具体为一种航空复合材料平板成型工装。
背景技术:
2.自20世纪70年代后,航空工业中复合材料的使用量正在不断地增加,制造飞机结构的传统材料包括铝、钢和钛。复合材料的主要好处是减轻的重量和较简单的装配,性能优势和减轻飞机结构重量是军用飞机复合材料发展的主要推动力,虽然商用飞机正日渐关注燃油经济性,但是复合材料发展的主要推动力是不断减少生产和维护成本,复合材料也用于替换老旧飞机上的金属部件,根据制造需求衍生发明出航空复合材料平板。
3.目前已有的航空复合材料试板的制造方法为在平板工装上进行铺贴,在铺贴后的试板上铺放匀压板来进行固化成型,人工校准试板放置位置,效率慢,试板若不处于模板顶部中心位置,容易出现受压不均匀,降低了工装加工板材的质量。
4.因此,有必要提供一种航空复合材料平板成型工装解决上述技术问题。
技术实现要素:
5.本实用新型的目的在于提供一种航空复合材料平板成型工装,以解决现有技术试板摆放位置无法准备摆放至模板顶部中心位置的问题。
6.为实现上述目的,本实用新型提供如下技术方案:一种航空复合材料平板成型工装,包括上顶板和下底框,所述上顶板底部的两侧均固定连接有液压杆,两个所述液压杆的底端之间固定连接有固定板,所述固定板的底部固定连接有热压上模板,所述下底框的顶部放置有隔热板,所述下底框内壁的底部固定连接有固定卡座,所述固定卡座的顶部贯穿隔热板且延伸至隔热板的内部,所述固定卡座的内部开设有安装通道,所述下底框内壁的底部且位于安装通道的内部固定连接有电动推杆,所述隔热板的顶部且位于热压上模板的正下方固定连接有热压下模板,所述热压下模板的中心内部嵌设有脱模座,所述脱模座的底部固定卡座且延伸至安装通道的内部,所述电动推杆的输出端与脱模座的底部固定连接,所述隔热板的顶部且位于热压下模板的外部固定连接有安装框,所述安装框内壁的四周均贯穿有两个限位杆,两个所述限位杆的一端之间且位于安装框的内部固定连接有卡板,所述卡板的底部与热压下模板的顶部相接触,所述卡板的一侧与安装框的内表面之间套设有弹簧。
7.优选的,所述固定卡座的外表面与下底框的内表面之间环形卡接有支撑板,所述支撑板的一侧固定连接有第一卡条,所述支撑板的另一侧固定连接有第二卡条,所述脱模座与隔热板相接触,所述脱模座与热压下模板相接触。
8.优选的,所述支撑板的一侧通过第一卡条与下底框的内壁卡接,所述支撑板的另一侧通过第二卡条与固定卡座的外表面卡接,所述隔热板与固定卡座相接触。
9.优选的,所述支撑板的顶部与隔热板的底部相接触。
10.优选的,所述支撑板的底部与下底框内壁的底部相接触。
11.与现有技术相比,本实用新型的有益效果是:
12.(1)该航空复合材料平板成型工装,通过预浸料试板放置在热压下模板的顶部,将预浸料试板卡置在四个卡板之间,四侧的弹簧的弹力可将预浸料试板卡紧,将预浸料试板卡紧至热压下模板顶部的中心位置,启动上顶板底部的液压杆,推动固定板向下移动,从而推动热压上模板向下移动,热压上模板和热压下模板对预浸料试板上下相互挤压,在200℃,压力10bar的条件下,热压上模板和热压下模板对预浸料试板匀压,预浸料试板受压推动四个卡板朝外移动,四个卡板推动限位杆在安装框上滑动,无需人工校准板材放置位置,自动卡紧校准,保证了板材受压均匀,提高了工装加工板材的质量。
13.(2)该航空复合材料平板成型工装,通过热压下模板和脱模座受压,从而使得底部的隔热板和固定卡座受到压力,隔热板将受到的压力分散给十四个支撑板,增强了工装整体的刚性,加工完毕后,可启动安装通道内部的电动推杆,电动推杆的输出轴推动脱模座向上移动,脱模座推动预浸料试板向上移动,使得板材不在卡设在四个卡板之间,将板材从热压下模板的顶部取下,十四个支撑板呈环形围绕在隔热板的底部,进行均匀支撑,支撑板通过第一卡条和第二卡条卡接于下底框、固定卡座,便于进行快速安装,增强了工装整体刚性的同时,节省了工装结构的制造成本。
附图说明
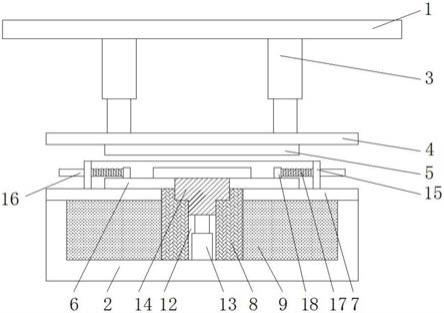
14.图1为本实用新型提供的航空复合材料平板成型工装的一种较佳实施例的结构示意图;
15.图2为图1所示下底框的结构示意图;
16.图3为图1所示安装框的结构示意俯视图。
17.图中:1、上顶板;2、下底框;3、液压杆;4、固定板;5、热压上模板;6、热压下模板;7、隔热板;8、固定卡座;9、支撑板;10、第一卡条;11、第二卡条;12、安装通道;13、电动推杆;14、脱模座;15、安装框;16、限位杆;17、弹簧;18、卡板。
具体实施方式
18.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
19.请参阅图1
‑
3,本实用新型提供的一种实施例:一种航空复合材料平板成型工装,包括上顶板1和下底框2,所述上顶板1底部的两侧均固定连接有液压杆3,两个所述液压杆3的底端之间固定连接有固定板4,所述固定板4的底部固定连接有热压上模板5,所述下底框2的顶部放置有隔热板7,所述下底框2内壁的底部固定连接有固定卡座8,所述固定卡座8的顶部贯穿隔热板7且延伸至隔热板7的内部,所述固定卡座8的内部开设有安装通道12,所述下底框2内壁的底部且位于安装通道12的内部固定连接有电动推杆13,所述隔热板7的顶部且位于热压上模板5的正下方固定连接有热压下模板6,所述热压下模板6的中心内部嵌设有脱模座14,所述脱模座14的底部固定卡座8且延伸至安装通道12的内部,所述电动推杆13
的输出端与脱模座14的底部固定连接,所述隔热板7的顶部且位于热压下模板6的外部固定连接有安装框15,所述安装框15内壁的四周均贯穿有两个限位杆16,两个所述限位杆16的一端之间且位于安装框15的内部固定连接有卡板18,所述卡板18的底部与热压下模板6的顶部相接触,所述卡板18的一侧与安装框15的内表面之间套设有弹簧17,所述热压上模板5、热压下模板6、脱模座14、固定卡座8、隔热板7和固定板4为耐高温高压的导热钢材料结构,耐受200℃高温和10bar压力。
20.所述固定卡座8的外表面与下底框2的内表面之间环形卡接有支撑板9,所述支撑板9的一侧固定连接有第一卡条10,所述支撑板9的另一侧固定连接有第二卡条11,所述脱模座14与隔热板7相接触,所述脱模座14与热压下模板6相接触,所述第一卡条10和第二卡条11呈t型长条结构,下底框2的内壁和固定卡座8的外表面分别开设有与第一卡条10、第二卡条11相适配的卡槽。
21.所述支撑板9的一侧通过第一卡条10与下底框2的内壁卡接,所述支撑板9的另一侧通过第二卡条11与固定卡座8的外表面卡接,所述隔热板7与固定卡座8相接触。
22.所述支撑板9的顶部与隔热板7的底部相接触。
23.所述支撑板9的底部与下底框2内壁的底部相接触。
24.工作原理:使用时,将预浸料试板放置在热压下模板6的顶部,将预浸料试板卡置在四个卡板18之间,四侧的弹簧17的弹力可将预浸料试板卡紧,将预浸料试板卡紧至热压下模板6顶部的中心位置,启动上顶板1底部的液压杆3,推动固定板4向下移动,从而推动热压上模板5向下移动,热压上模板5和热压下模板6对预浸料试板上下相互挤压,在200℃,压力10bar的条件下,热压上模板5和热压下模板6对预浸料试板匀压,预浸料试板受压推动四个卡板18朝外移动,四个卡板18推动限位杆16在安装框15上滑动,热压下模板6和脱模座14受压,从而使得底部的隔热板7和固定卡座8受到压力,隔热板7将受到的压力分散给十四个支撑板19,增强了工装整体的刚性,加工完毕后,可启动安装通道12内部的电动推杆13,电动推杆13的输出轴推动脱模座14向上移动,脱模座14推动预浸料试板向上移动,使得板材不在卡设在四个卡板18之间,将板材从热压下模板6的顶部取下,十四个支撑板9呈环形围绕在隔热板7的底部,进行均匀支撑,支撑板9通过第一卡条10和第二卡条11卡接于下底框2、固定卡座8,便于进行快速安装。
25.对于本领域技术人员而言,显然本实用新型不限于上述示范性实施例的细节,而且在不背离本实用新型的精神或基本特征的情况下,能够以其他的具体形式实现本实用新型。因此,无论从哪一点来看,均应将实施例看作是示范性的,而且是非限制性的,本实用新型的范围由所附权利要求而不是上述说明限定,因此旨在将落在权利要求的等同要件的含义和范围内的所有变化囊括在本实用新型内。不应将权利要求中的任何附图标记视为限制所涉及的权利要求。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1