PDCPD制品生产专用的模具的制作方法
pdcpd制品生产专用的模具
技术领域
1.本实用新型具体涉及一种pdcpd制品生产专用的模具。
背景技术:
2.pdcpd材料是一种交联三维网状结构的热固性塑料,具有密度低、低温性能好、绝缘性能好、透波性好、抗冲击性强及耐腐蚀等诸多优点,已被广泛应用到车辆零部件、大型壳体、耐腐制件、军事装备等领域。pdcpd材料成型工艺主要是反应注射成型法(rim法),即两组分dcpd物料通过高压对冲混合,获得高质量的混合料,混合料液注入模具模腔内,进行聚合反应,得到pdcpd材料的制品。
3.目前较多使用的pdcpd模具大多由pu模具,smc模具或注塑模具改进而来。pdcpd材料反应完成后,在开模的瞬间会产生一些可燃气体,如果模温过高的话或者制品尺寸过大的话,开模瞬间可能会造成闪燃十分危险,这是pdcpd独有的一种特性,现在的模具没有考虑到这一点,因此提出一种pdcpd制品生产专用的模具以解决这一问题。
技术实现要素:
4.本实用新型的目的在于针对现有技术的不足,提供一种pdcpd制品生产专用的模具,该pdcpd制品生产专用的模具可以很好地解决上述问题。
5.为达到上述要求,本实用新型采取的技术方案是:提供一种pdcpd制品生产专用的模具,该pdcpd制品生产专用的模具包括第一模具部件和第二模具部件;第一模具部件和第二模具部件的外侧端面均设有模具背板,所述模具背板的外部均设有隔热层;第一模具部件上设有模具槽,第一模具部件内设有气顶装置,所述气顶装置的出气端从所述模具槽的底部端面伸出;第一模具部件和第二模具部件内部均设有温控水管,所述第一模具部件和第二模具部件的一侧均设有一个外支板,所述外支板上均设有入料槽,所述第一模具部件上的所述外支板上设有穿过所述外支板的入料管,所述入料管与所述第一模具部件上的入料槽连通;第一模具部件内设有氦气喷出部件,所述氦气喷出部件与所述第一模具部件上的入料槽连通。
6.该pdcpd制品生产专用的模具具有的优点如下:
7.(1)通过设置隔热层、模具背板及温控水管可以实现对模具的升降温控制。
8.(2)通过在入料槽处设置氦气喷出部件可以开模的时候利用氮气进行吹扫模腔,将闪燃气体吹散稀释,防止闪燃。
附图说明
9.此处所说明的附图用来提供对本技术的进一步理解,构成本技术的一部分,在这些附图中使用相同的参考标号来表示相同或相似的部分,本技术的示意性实施例及其说明用于解释本技术,并不构成对本技术的不当限定。在附图中:
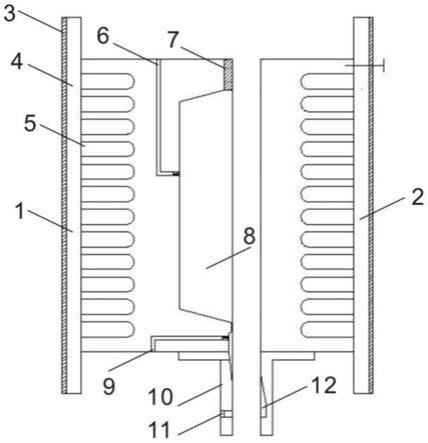
10.图1示意性地示出了根据本技术一个实施例的pdcpd制品生产专用的模具的结构
示意图。
11.图2示意性地示出了根据本技术一个实施例的pdcpd制品生产专用的模具的第一模具部件的结构示意图。
12.图3示意性地示出了根据本技术一个实施例的pdcpd制品生产专用的模具的温控水管处的结构示意图。
13.其中:1、第一模具部件;2、第二模具部件;3、隔热层;4、模具背板;5、温控水管;6、气顶装置;7、排气部;8、模具槽;9、氦气喷出部件;10、外支板;11、入料管;12、入料槽。
具体实施方式
14.为使本技术的目的、技术方案和优点更加清楚,以下结合附图及具体实施例,对本技术作进一步地详细说明。
15.在以下描述中,对“一个实施例”、“实施例”、“一个示例”、“示例”等等的引用表明如此描述的实施例或示例可以包括特定特征、结构、特性、性质、元素或限度,但并非每个实施例或示例都必然包括特定特征、结构、特性、性质、元素或限度。另外,重复使用短语“根据本技术的一个实施例”虽然有可能是指代相同实施例,但并非必然指代相同的实施例。
16.为简单起见,以下描述中省略了本领域技术人员公知的某些技术特征。
17.根据本技术的一个实施例,提供一种pdcpd制品生产专用的模具,如图1
‑
3所示,包括第一模具部件1和第二模具部件2;第一模具部件1和第二模具部件2的外侧端面均设有模具背板4,所述模具背板4的外部均设有隔热层3。
18.根据本技术的一个实施例,该pdcpd制品生产专用的模具的第一模具部件1上设有模具槽8,第一模具部件1内设有气顶装置6,所述气顶装置6的出气端从所述模具槽8的底部端面伸出。
19.根据本技术的一个实施例,该pdcpd制品生产专用的模具的第一模具部件1和第二模具部件2内部均设有温控水管5,所述第一模具部件1和第二模具部件2的一侧均设有一个外支板10,所述外支板10上均设有入料槽12,所述第一模具部件1上的所述外支板10上设有穿过所述外支板10的入料管11,所述入料管11与所述第一模具部件1上的入料槽12连通。当第一模具部件1和第二模具部件2闭合在一起时两个入料槽12彼此连通,此时可以提供入料管11向模具槽8内部进行注料。
20.根据本技术的一个实施例,该pdcpd制品生产专用的模具的第一模具部件1内设有氦气喷出部件9,所述氦气喷出部件9与所述第一模具部件1上的入料槽9连通。
21.根据本技术的一个实施例,该pdcpd制品生产专用的模具的温控水管5为螺旋式循环水管结构。
22.根据本技术的一个实施例,该pdcpd制品生产专用的模具的模具槽8的外边沿处设有排气部7。
23.根据本技术的一个实施例,该pdcpd制品生产专用的模具的排气部7为排气槽。
24.根据本技术的一个实施例,该pdcpd制品生产专用的模具的氦气喷出部件9为包括一个导气管和一个氦气发生装置,所述导气管进进气端与所述氦气发生装置相连,所述导气管的出气端与所述入料槽12相连通。
25.根据本技术的一个实施例,该pdcpd制品生产专用的模具主要解决现有模具的如
下问题:
26.1、过于笨重,因为注塑模具或者smc热压模具需要承受较大的压力,合模力可以达到几十甚至数百吨,这就造成模具也必须造的足够结实。但是对于pdcpd制品的生产来说,生产过程中模内压力并不大,不需要过大的合模力,所以传统的模具形式显得过于笨重。
27.2、pdcpd材料特别适合于制造大型壳体类制品,所以一般模具尺寸偏大。pdcpd模具要求的模温在60~80度,现有的模具都是用压板固定在合模机的模板上,模具和模板之间是金属对金属的大面积接触,缺少隔热装置,导致模具把整个模板的温度都提升了,模具的加热效率也会变低。
28.3、对于smc热压模具或者注塑模具来说,他没有降温的说法,而pdcpd材料与smc不同的是,pdcpd材料发生聚合反应放出热量,所以会给模具进行二次加温,使模具的温度不断上升,这个时候的模具就需要降温,对于双环材料的模具来说,理想的模具应该永远保持80~60度的恒温。所以对于双环模具来说,它的温控上面除了升温,还需要做降温的处理。而且需要尽快的把产生的反应热散掉才能够保证制品的性能良好。pdcpd模具用传统的水路进行加热,目前pdcpd模具中的温控水路大量采用的盘管和直孔排列等方法,并不适合双环材料的反应特点,没法提供更好的温控管理。
29.4、pdcpd材料反应完成后,在开模的瞬间会产生一些可燃气体,如果模温过高的话或者制品尺寸过大的话,开模瞬间可能会造成闪燃(虽危险性低,但场面相当骇人),这是pdcpd独有的一种特性,现在的模具没有考虑到这一点,模具上应该加有氮气(或压缩空气)吹扫装置在模具开模的时候吹扫模腔,将闪燃气体吹散稀释,防止闪燃。
30.5、一般的注塑模具或smc热压模具,成本都比较高,因为本身重量较大,工艺较复杂,所以成本一般都比较高。不利于材料的快速普及推广。
31.根据本技术的一个实施例,该pdcpd制品生产专用的模具具有的优点如下:通过设置隔热层3、模具背板4及温控水管5可以实现对模具的升降温控制。通过在入料槽12处设置氦气喷出部件9可以开模的时候利用氮气进行吹扫模腔,将闪燃气体吹散稀释,防止闪燃。
32.以上所述实施例仅表示本实用新型的几种实施方式,其描述较为具体和详细,但并不能理解为对本实用新型范围的限制。应当指出的是,对于本领域的普通技术人员来说,在不脱离本实用新型构思的前提下,还可以做出若干变形和改进,这些都属于本实用新型保护范围。因此本实用新型的保护范围应该以所述权利要求为准。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1