一种用于氢瓶盖件的定型装置的制作方法
1.本实用新型涉及汽车盖件制造的技术领域,具体涉及一种用于氢瓶盖件的定型装置。
背景技术:
2.新能源汽车是指采用非常规的车用燃料作为动力来源,综合车辆的动力控制和驱动方面的先进技术,形成的技术原理先进、具有新技术、新结构的汽车。其中新能源汽车中常用氢气作为燃料,一般将氢气燃料储存在储氢瓶内供新能源汽车使用,储氢瓶的上方设有覆盖件,覆盖件既是外观装饰性的零件,又是封闭薄壳状的受力零件,对储氢瓶起到保护作用。
3.随着汽车行业的发展以及材料加工技术的提高,现在的汽车的顶盖的覆盖件摒弃了原来的以金属板件,采用的新型的复合材料作为覆盖件的制作材料,利用模具挤压成型,加工方法简单且高效。
4.但是,对于复合材料制成的覆盖件,材料在高温进行软化后利用模具挤压成型,成型后的覆盖件在冷却过程中易于发生变形,覆盖件的尺寸产生误差,无法满足覆盖件的标准要求,导致覆盖件的报废,增大了生产的成本。
技术实现要素:
5.针对现有技术存在的不足,本实用新型的目的在于提供一种用于氢瓶盖件的定型装置,具有提升装置的定型效果优点,且避免氢瓶盖件在冷却过程中发生变形。
6.为实现上述目的,本实用新型提供了如下技术方案:
7.一种用于氢瓶盖件的定型装置,包括底座,所述底座的上表面中部安装有若干竖直设置的定位柱,所述底座的上表面四周分别设置有支撑块,所述支撑块的顶部开设有第一销孔,相邻所述支撑块之间安装有定型件,所述定型件包括有第一弧形块和第二弧形块,所述第一弧形块的弧形面与所述第二弧形块的弧形面之间相对设置,所述第一弧形块位于相邻所述第一销孔之间的直线上,所述底座的上表面外围分布有若干均匀分布的快速压头,所述快速压头位于所述支撑块的外围。
8.通过采用上述技术方案,在底座的上表面中部安装有若干竖直设置的定位柱,使得氢瓶盖件更易于安装至定型装置上,无需工作人员对氢瓶的位置进行多次校对,提高定型装置上件的工作效率。通过在底座的上表面四周分别设置有支撑块,使得氢瓶盖件稳定的放置于定型装置上,并通过第一销孔与氢瓶盖件相对应以及插入销条对氢气盖件限位,保障氢瓶盖件的盖面弧度,避免在冷却过程中氢瓶盖件的变形。通过第一弧形块的弧形面与第二弧形块的弧形面之间相对设置,使得第一弧形块和第二弧形块两者配合对氢瓶盖件的各侧边进行限位,避免氢瓶盖件的膨胀或收缩,以及通过底座的上表面外围分布有若干均匀分布的快速压头,提升装置的定型效果以及稳定性,避免氢瓶盖件在冷却过程中发生变形。
9.本实用新型进一步设置为:所述底座的上表面四周分别设置有竖直设置的定位块,所述定位块和所述支撑块两者均位于所述底座的对角线上,所述定位块的顶部开设有第二销孔。
10.通过采用上述技术方案,定位块和支撑块两者均位于所述底座的对角线上,使得第一销孔和第二销孔配合对氢瓶盖件的任一边角进行双重定位,进一步提高定型装置的定型效果。
11.本实用新型进一步设置为:所述支撑块的高度大于所述定位块的高度。
12.通过采用上述技术方案,便于支撑块对氢瓶盖件起到支撑作用。
13.本实用新型进一步设置为:相邻所述第一销孔之间的所述第一弧形块至少设有两组或两组以上。
14.通过采用上述技术方案,相邻第一销孔之间的第一弧形块至少设有两组或两组以上,提升第一弧形块和第二弧形块两者配合对氢瓶盖件的侧边定型效果。
15.本实用新型进一步设置为:若干所述第一弧形块所在直线与所述第二弧形块之间在所述支撑块高度的直线距离等于氢瓶盖件的盖沿宽度。
16.通过采用上述技术方案,当氢瓶盖件放置于支撑块上时,若干第一弧形块所在直线与第二弧形块之间在支撑块高度的直线距离等于氢瓶盖件的盖沿宽度,便于第一弧形块和第二弧形块两者配合对氢瓶盖件的盖沿进行定型,保障氢瓶盖件的准确性。
17.本实用新型进一步设置为:所述底座的下端面安装有支撑骨架,所述支撑骨架的四周安装有行走轮。
18.通过采用上述技术方案,便于工作人员移动定型装置,提高工作的效率。
19.综上所述,本实用新型具有以下有益效果:
20.1.通过在底座的上表面中部安装有若干竖直设置的定位柱,使得氢瓶盖件更易于安装至定型装置上,无需工作人员对氢瓶的位置进行多次校对,提高定型装置上件的工作效率。通过在底座的上表面四周分别设置有支撑块,使得氢瓶盖件稳定的放置于定型装置上,并通过第一销孔与氢瓶盖件相对应以及插入销条对氢气盖件限位,保障氢瓶盖件的盖面弧度,避免在冷却过程中氢瓶盖件的变形;
21.2.通过在第一弧形块的弧形面与第二弧形块的弧形面之间相对设置,使得第一弧形块和第二弧形块两者配合对氢瓶盖件的各侧边进行限位,避免氢瓶盖件的膨胀或收缩,以及通过底座的上表面外围分布有若干均匀分布的快速压头,提升装置的定型效果以及稳定性,避免氢瓶盖件在冷却过程中发生变形。
附图说明
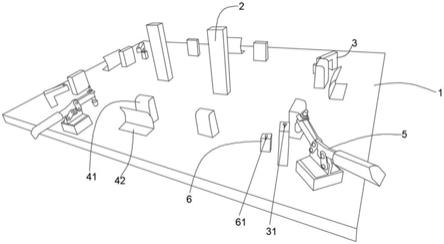
22.图1为本实施例的局部示意图。
23.附图标记:1、底座;2、定位柱;3、支撑块;31、第一销孔;41、第一弧形块;42、第二弧形块;5、快速压头;6、定位块;61、第二销孔。
具体实施方式
24.以下结合附图及实施例,对本实用新型作进一步详细说明。
25.如图1所示,本实用新型公开的一种用于氢瓶盖件的定型装置,包括底座1,底座1
的下端面固定连接有起到支撑作用的支撑骨架,支撑骨架的四周分别固定连接有行走轮。
26.底座1的上表面中部固定连接有若干竖直设置的定位柱2,底座1的上表面四周分别固定连接有形状为l字形的支撑块3,支撑块3的顶部末端贯穿有第一销孔31,相邻支撑块3之间安装有定型件,定型件包括有第二弧形块42以及两组第一弧形块41,第一弧形块41的弧形面与第二弧形块42的弧形面之间相对设置,两组第一弧形块41均位于相邻第一销孔31之间相连的直线上,底座1的上表面外围分布有若干均匀分布的快速压头5,快速压头5位于支撑块3的外围。
27.底座1的上表面四周分别设置有竖直设置的定位块6,定位块6的高度小于支撑块3的高度,定位块6和支撑块3两者均位于底座1的对角线上,定位块6的顶部开设有第二销孔61。
28.若干第一弧形块41所在直线与第二弧形块42之间在支撑块3高度的直线距离等于氢瓶盖件的盖沿宽度。
29.本实施例的工况及原理如下:
30.当需要对氢瓶盖件进行冷却定型时,先将氢瓶盖件的内侧顶部与两组定位柱2之间相对应,使得工作人员快速确定氢瓶盖件的位置,提高工作效率,然后将氢瓶盖件放置在支撑块3上,使得氢瓶盖件四周的开孔与第一销孔31之间一一对应,然后通过插入销柱对氢瓶盖件进行限位,当氢瓶盖件放置于支撑块3上时,若干第一弧形块41所在直线与第二弧形块42之间在支撑块3高度的直线距离等于氢瓶盖件的盖沿宽度,便于第一弧形块41和第二弧形块42两者配合对氢瓶盖件的盖沿进行定型,保障氢瓶盖件的准确性。
31.然后对第二销孔61进行插销定位,使得第一销孔31和第二销孔61配合对氢瓶盖件的任一边角进行双重定位,进一步提高定型装置的定型效果。
32.本具体实施方式的实施例均为本实用新型的较佳实施例,并非依此限制本实用新型的保护范围,故:凡依本实用新型的结构、形状、原理所做的等效变化,均应涵盖于本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1