一种除尘器滤袋生产用筒状袋体成型装置的制作方法
1.本实用新型属于除尘器滤袋生产设备技术领域,尤其涉及一种除尘器滤袋生产用筒状袋体成型装置。
背景技术:
2.众所周知,成品除尘器滤袋是筒状结构的,其成型是通过对滤布进行折叠、并使滤布的两侧边呈叠加在一起,之后通过热封的方式将叠加的两侧边复合在一起,进而形成使用时为筒状的除尘器滤袋。
3.上述对滤布的叠加工作均为人工进行的,采用该方式存在以下缺陷:
4.1、工作人员的劳动强度大;
5.2、工作效率低;
6.3、由于滤布折叠后的叠加部分是三层结构,在将叠加部分进行热封复合时,存在三层均热封在一起的情况,影响产品质量。
技术实现要素:
7.本实用新型提供了一种除尘器滤袋生产用筒状袋体成型装置,以实现机械化对滤布进行筒状成型,并达到降低劳动强度、提高工作效率和保证产品质量的目的。
8.为解决上述技术问题,本实用新型的技术方案是:一种除尘器滤袋生产用筒状袋体成型装置,包括机架,所述机架的一端设有滤布弧形折弯成型模,位于所述滤布弧形折弯成型模下游的所述机架上设有滤布侧边叠加成筒机构,所述滤布侧边叠加成筒机构向所述滤布弧形折弯成型模方向延伸,所述滤布侧边叠加成筒机构的延伸端上设有滤布侧边导向机构。
9.作为一种改进,所述滤布弧形折弯成型模包括设置于所述机架上的支撑杆,所述支撑杆上固定安装有盘体,所述盘体上设有成型槽,所述成型槽以圆心为基点、并以同样的半径进行弧形延伸。
10.作为进一步的改进,所述盘体上设有多个所述成型槽,多个所述成型槽呈套装关系、并同心设置。
11.作为再进一步的改进,所述滤布侧边叠加成筒机构包括竖向调节安装于所述机架上的叠加成型块,所述叠加成型块上设有两个用于对滤布的两侧边进行分别导送的凹槽,两个所述凹槽水平设置、并上下布置,两所述凹槽的开口端相背设置,且上下布置的两所述凹槽具有重叠部分。
12.作为更进一步的改进,所述叠加成型块的底部设有垫板,所述垫板向所述滤布弧形折弯成型模方向延伸。
13.作为又进一步的改进,所述滤布侧边导向机构包括设置于所述垫板上的l形垫块,所述垫块与所述垫板之间形成用于对其中一所述滤布的侧边进行预导送的导送通道;位于所述垫块上方的所述机架上转动安装有用于对所述滤布的另一侧边进行压送的压送轮。
14.作为又进一步的改进,所述垫块的上表面上设有多条倾斜设置的导向凸棱。
15.采用了上述技术方案后,本实用新型的效果是:
16.由于该除尘器滤袋生产用筒状袋体成型装置包括机架,机架的一端设有滤布弧形折弯成型模,位于滤布弧形折弯成型模下游的机架上设有滤布侧边叠加成筒机构,滤布侧边叠加成筒机构向滤布弧形折弯成型模方向延伸,滤布侧边叠加成筒机构的延伸端上设有滤布侧边导向机构,基于上述结构,该除尘器滤袋生产用筒状袋体成型装置在使用中,通过滤布弧形折弯成型模将平直的滤布折弯弧形,通过滤布侧边导向机构对滤布的两侧边进行导送、并使两侧边相互靠拢,通过滤布侧边叠加成筒机构使得滤布的两侧边呈叠加状态,此时,除尘器滤袋的筒状结构便成型了。
17.综上所述,采用该除尘器滤袋生产用筒状袋体成型装置,实现了对平直滤布的机械化筒状成型工作,不仅大大降低了工作人员的劳动强度,而且大大提高了工作效率;同时,在后续热封复合工作时,仅对滤布两侧边的叠加部分进行复合,有效保证了产品质量。
18.由于滤布弧形折弯成型模包括设置于机架上的支撑杆,支撑杆上固定安装有盘体,盘体上设有成型槽,成型槽以圆心为基点、并以同样的半径进行弧形延伸,从而滤布经过成型槽便可实现弧形折弯工作,结构简单,成型快速。
19.由于盘体上设有多个成型槽,多个成型槽呈套装关系、并同心设置,从而根据需要可对滤布进行不同直径的弧形折弯工作。
20.由于滤布侧边叠加成筒机构包括竖向调节安装于机架上的叠加成型块,叠加成型块上设有两个用于对滤布的两侧边进行分别导送的凹槽,两个凹槽水平设置、并上下布置,两凹槽的开口端相背设置,且上下布置的两凹槽具有重叠部分,从而通过相背设置的两凹槽的引导完成滤布两侧边的叠加,结构简单,叠加成型效果好。
21.由于叠加成型块的底部设有垫板,垫板向滤布弧形折弯成型模方向延伸,从而通过垫板可对输送中的筒状滤布进行支撑,同时为设置滤布侧边导向机构提供了保障。
22.由于滤布侧边导向机构包括设置于垫板上的l形垫块,垫块与垫板之间形成用于对其中一滤布的侧边进行预导送的导送通道;位于垫块上方的机架上转动安装有用于对滤布的另一侧边进行压送的压送轮,从而通过压送轮对滤布的其中一侧边进行辊压式导送,通过导送通道对滤布的另一侧边进行导送,不仅能使两侧边相互靠近,且为滤布的两侧边在滤布侧边叠加成筒机构上快速呈叠加状态奠定了基础。
23.由于垫块的上表面上设有多条倾斜设置的导向凸棱,从而通过导向凸棱能使滤布被压送的侧边向另一侧边方向进行导送,有利于滤布两侧边的叠加。
附图说明
24.下面结合附图和实施例对本实用新型进一步说明。
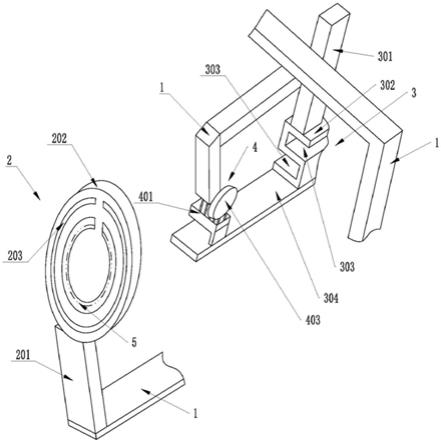
25.图1是本实用新型的结构示意图;
26.图2是图1中的叠加成型块与滤布配合的结构示意图;
27.图3是图1中滤布侧边导向机构结构示意图;
28.其中,1
‑
机架;2
‑
滤布弧形折弯成型模;201
‑
支撑杆;202
‑
盘体;203
‑
成型槽;3
‑
滤布侧边叠加成筒机构;301
‑
连杆;302
‑
叠加成型块;303
‑
凹槽;304
‑
垫板;4
‑
滤布侧边导向机构;401
‑
垫块;402
‑
导送通道;403
‑
压送轮;404
‑
导向凸棱;5
‑
滤布。
具体实施方式
29.下面通过具体实施例对本实用新型作进一步的详细描述。
30.如图1至图3共同所示,一种除尘器滤袋生产用筒状袋体成型装置,包括机架1,该机架1的一端设有滤布弧形折弯成型模2,位于滤布弧形折弯成型模2下游的机架1上设有滤布侧边叠加成筒机构3,该滤布侧边叠加成筒机构3向滤布弧形折弯成型模2方向延伸,该滤布侧边叠加成筒机构3的延伸端上设有滤布侧边导向机构4。
31.该滤布弧形折弯成型模2包括设置于机架1上的支撑杆201,该支撑杆201上固定安装有盘体202,该盘体202上设有成型槽203,该成型槽203以圆心为基点、并以同样的半径进行弧形延伸;在本方案中,该盘体202上设有多个成型槽203,多个成型槽203呈套装关系、并同心设置。
32.该滤布侧边叠加成筒机构3包括竖向调节安装于机架1上连杆301,该连杆301上的叠加成型块302,该叠加成型块302上设有两个用于对滤布5的两侧边进行分别导送的凹槽303,两个凹槽303水平设置、并上下布置,两凹槽303的开口端相背设置,且上下布置的两凹槽303具有重叠部分;该叠加成型块302的底部设有垫板304,该垫板304向滤布弧形折弯成型模2方向延伸。
33.该滤布侧边导向机构4包括设置于垫板304上的l形垫块401,该垫块401与垫板304之间形成用于对其中一滤布5的侧边进行预导送的导送通道402;位于垫块401上方的机架1上,转动安装有用于对滤布5的另一侧边进行压送的压送轮403;该垫块401的上表面上设有多条倾斜设置的导向凸棱404。
34.以上所述实施例仅是对本实用新型的优选实施方式的描述,不作为对本实用新型范围的限定,在不脱离本实用新型设计精神的基础上,对本实用新型技术方案作出的各种变形和改造,均应落入本实用新型的权利要求书确定的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1