一种可开合模的T形长桁成型装置的制作方法
一种可开合模的t形长桁成型装置
技术领域
1.本实用新型涉及成型模具技术领域,尤其涉及一种可开合模的t形长桁成型装置。
背景技术:
2.在t形长桁成型模工装设计生产领域,经常会设计成两件芯模进行合模的形式。而芯模分块合模定位设计方面,传统使用铜块或四氟乙烯导轨的方式容易卡滞,滑动不畅,操作不方便,多次使用后磨损较大,合模定位精度下降,在重复使用多次以后就难以达到t形长桁成型模合模定位精度要求,需要重新制作更换定位机构。
技术实现要素:
3.本实用新型要解决的技术问题是克服现有技术的不足,提供一种简单实用、合模定位能力强、重复使用不会损失精度和减少制造成本的可开合模的t形长桁成型装置。
4.为解决上述技术问题,本实用新型提出的技术方案为:
5.一种可开合模的t形长桁成型装置,包括成型组件,所述成型组件包括用于成型t形长桁的芯模,芯模由分型面处分为可拼合的两片;成型组件还包括高温合金制成的导轨以及两个芯模底座,两片芯模分别连接在两个芯模底座上,至少一个芯模底座与沿垂直于分型面布置的导轨滑动配合,两个所述芯模底座分别托持两片芯模,并沿导轨的布置方向进行相对移动实现合模或分模。
6.作为上述技术方案的进一步改进:
7.与导轨滑动配合的芯模底座的底部设置有滚珠滑块,所述滚珠滑块与导轨适配并能沿导轨滑动。
8.所述导轨设有多条,且多条导轨沿成型组件的长度方向间隔布置。
9.可开合模的t形长桁成型装置还包括开合模组件,所述开合模组件包括驱动件、传力件和连接件,所述传力件的输入端连接驱动件,输出端连接连接件,连接件的末端连接与导轨滑动配合的芯模底座,驱动件经过传力件驱动连接件带动芯模底座移动并开模或合模。
10.所述驱动件包括有回转输出轴,回转输出轴与导轨的布置方向相垂直,传力件为一螺旋升降器,螺旋升降器的输入端连接驱动件的回转输出轴,输出端与导轨的布置方向平行,且通过连接件与芯模底座连接。
11.所述驱动件还包括与回转输出轴连接的手轮。
12.可开合模的t形长桁成型装置还包括底架组件,所述底架组件上设有面板,导轨连接于面板上,一个芯模底座连接于面板上,另一个芯模底座与导轨滑动配合。
13.所述底架组件的底部设有滚轮,底架组件通过所述滚轮托载成型组件移动。
14.所述底架组件上设有多个吊耳,各吊耳对称分布于底架组件的两侧。
15.所述底架组件的上部为框架,框架四角处设有限位块,所述面板嵌合于限位块围设的区域中。
16.与现有技术相比,本实用新型的优点在于:
17.本实用新型的可开合模的t形长桁成型装置,两片芯模分别连接在两个芯模底座上,并且至少一个芯模底座与高温合金制成的导轨滑动配合,两个芯模底座分别托持两片芯模,并沿导轨的布置方向进行相对移动实现合模或分模。这种设置方式采用高温合金导轨代替了传统的铜质或四氟乙烯导轨,耐磨性更强,并且有效避免了传统材质的卡滞问题,使开合模的滑动操作更加顺畅。芯模底座连接于芯模和导轨之间,一方面为芯模提供了承托结构,另一方面与导轨连接,保证强度的同时避免结构变形。
附图说明
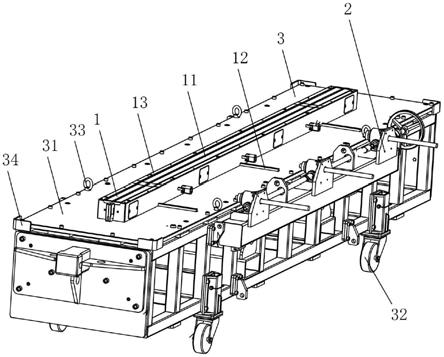
18.图1是本实用新型的可开合模的t形长桁成型装置的结构示意图;
19.图2是本实用新型的可开合模的t形长桁成型装置的分解结构图;
20.图3是本实用新型的可开合模的t形长桁成型装置中芯模与滚珠滑块处的分解结构图。
21.图例说明:1、成型组件;11、芯模;12、导轨;13、芯模底座;131、滚珠滑块;2、开合模组件;21、驱动件;22、传力件;23、连接件;3、底架组件;31、面板;32、滚轮;33、吊耳;34、限位块。
具体实施方式
22.为了便于理解本实用新型,下文将结合说明书附图和较佳的实施例对本实用新型做更全面、细致地描述,但本实用新型的保护范围并不限于以下具体实施例。
23.实施例:
24.如图1和图2所示,本实施例的可开合模的t形长桁成型装置,包括成型组件1,成型组件1包括用于成型t形长桁的芯模11,芯模11由分型面处分为可拼合的两片;成型组件1还包括高温合金制成的导轨12以及两个芯模底座13,两片芯模11分别连接在两个芯模底座13上,至少一个芯模底座13与沿垂直于分型面布置的导轨12滑动配合,两个芯模底座13分别托持两片芯模11,并沿导轨12的布置方向进行相对移动实现合模或分模。这种设置方式采用高温合金导轨12代替了传统的铜质或四氟乙烯轨,耐磨性更强,并且有效避免了传统材质的卡滞问题,使开合模的滑动操作更加顺畅。芯模底座13连接于芯模11和导轨12之间,一方面为芯模11提供了承托结构,另一方面与导轨12连接,保证强度的同时避免结构变形。
25.本实施例中,如图3所示,与导轨12滑动配合的芯模底座13的底部设置有滚珠滑块131,滚珠滑块131与导轨12适配并能沿导轨12滑动,从而利用滚珠滑块131托载其上部的芯模底座13,带动芯模11往复移动实现开合模操作。
26.本实施例中,导轨12设有多条,且多条导轨12沿成型组件1的长度方向间隔布置,多条导轨12不仅能够使芯模底座13移动过程中更加稳定,同时其还能保证芯模底座13移动过程中不发生偏转,保证定位合模精度。此外,多条导轨12一同与芯模底座13接触,平均受力更小,磨损程度更低,从而延长了使用寿命。
27.本实施例中,可开合模的t形长桁成型装置还包括开合模组件2,开合模组件2包括驱动件21、传力件22和连接件23,传力件22的输入端连接驱动件21,输出端连接连接件23,连接件23的末端连接与导轨12滑动配合的芯模底座13,驱动件21经过传力件22驱动连接件
23带动芯模底座13移动,促使两片芯模11相互靠近直至合模或相互远离实现开模。本实施例中,开合模组件2通过一支架固定于底架组件3上,方便装置整体移动。
28.本实施例中,驱动件21包括有回转输出轴,回转输出轴与导轨12的布置方向相垂直,传力件22为一螺旋升降器,螺旋升降器的输入端连接驱动件21的回转输出轴,输出端与导轨12的布置方向平行,且通过连接件23与芯模底座13连接。这种设置方式中,螺旋升降器能够将绕芯模11长度方向的回转驱动转换为沿导轨12方向的直线驱动,使回转输出轴可以沿芯模11长度方向布置,减少装置整体的横向占用空间,实现装置整体的小型化。
29.本实施例中,驱动件21还包括与回转输出轴连接的手轮,工作人员通过操控手轮便能够驱使回转输出轴回转,传力件22将输入端的回转转换为输出端的直线移动,驱使连接件23带动芯模底座13直线移动,实现开合模操作。其他实施方式中,也可以采用其他回转驱动方式。
30.本实施例中,可开合模的t形长桁成型装置还包括底架组件3,底架组件3为框架结构,结构简单,制造方便。底架组件3上设有面板31,面板31为成型组件1提供了安装和工作平面,导轨12连接于面板31上,一个芯模底座13连接于面板31上,另一个芯模底座13与导轨12滑动配合,面板31为固化成型平台,能够满足固化工况下气密性要求,成型组件1的工作过程可以在面板31上实现。本实施例中,仅设置一侧芯模底座13可动,方便开合模的控制。
31.本实施例中,底架组件3的底部设有滚轮32,底架组件3通过滚轮32托载成型组件1移动,方便短距离的运输,同时方便装置整体在各个所需工位之间移动。
32.本实施例中,底架组件3上设有多个吊耳33,吊耳33既包括耳环状结构,也包括吊装座状结构,各吊耳33对称分布于底架组件3的两侧,保证装置吊运过程中的受力均衡性。
33.本实施例中,底架组件3的上部为框架,框架四角处设有限位块34,所述面板31嵌合于限位块34围设的区域中。
34.以上所述仅是本实用新型的优选实施方式,本实用新型的保护范围并不仅局限于上述实施例。对于本领域的技术人员来说,在不脱离本实用新型的技术构思前提下所得到的改进和变换也应视为本实用新型的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1