一种自动贴胶组装压紧装置的制作方法
1.本实用新型涉及钣金胶粘制品技术领域,特别涉及一种自动贴胶组装压紧装置。
背景技术:
2.目前将塑料工件与钣金件粘结的方式,主要是先在塑料工件上贴双面胶和上涂胶水,再人工将布好胶的塑料工件和钣金工件按压贴合,这种方式存在的问题包括:1.人工按压力不均匀,受力不均匀,会造成钣金工件与塑料工件之间缝隙不一致,贴合精度低。2.人工使力有限,容易造成钣金工件与塑料工件之间结合强度差,粘贴效果差。3. 人工在按压工程中,容易出现钣金工件与塑料工件错位的现象。4.人工按压操作,每装配一次就需要使劲压紧,劳动强度大,无法满足长时间工作。
3.有鉴于此,针对待粘贴的钣金工件与塑料工件如何设计一种提高贴合精度、结合强度、避免错位和提升粘贴效率的自动贴胶组装压紧装置是本实用新型研究的课题。
技术实现要素:
4.本实用新型提供一种自动贴胶组装压紧装置,其目的是要解决现有人工压紧钣金工件与塑料工件的粘合方式存在贴合受力不均、结合强度差、容易出现错位现象和压紧效率低的技术问题。
5.为达到上述目的,本实用新型采用的技术方案是:
6.一种自动贴胶组装压紧装置,包括机架,还包括设置在所述机架上的:
7.上模,所述上模的底部设有一用于下压待粘合工件的施压面。
8.下模,其位于所述上模的下方,与所述上模上下对应间隔设置,所述下模的顶部设有一支撑所述工件的支撑面,该支撑面上设有与所述工件下表面形状相适配的定位凸起和让位凹槽,构成所述支撑面与所述工件下表面的相适配。
9.驱动机构,包括可做上下往复运动的驱动端,该驱动端与所述上模传动连接;所述上模经驱动机构驱动,做朝向下模的运动,靠近下模,构成上模的施压面与下模的支撑面配合压紧工件,上模的施压面作用于所述工件的上表面,下模的支撑面作用于所述工件的下表面。
10.上述技术方案中的有关内容解释如下:
11.1.上述方案中,所述压紧装置为开始工作时,上模和下模是有间距的,将待粘合工件安装定位于下模,开始工作时,上模在驱动机构的驱动下,朝向下模运动,直到上模的施压面作用到工件的上表面。压紧一段时间后,上模在驱动机构的驱动下抬升离开工件,取出粘合好的工件,即按压贴合工作完成。
12.2.上述方案中,支撑面上设有与所述工件下表面形状相适配的定位凸起和让位凹槽,工件的下表面具有一些凹槽以及凸筋。待粘合工件安装于下模时,工件的下表面与下模的支撑面贴合,定位凸起作用于工件上对应的凹槽,工件上的凸筋插入下模的让位凹槽,实现工件定位在下模上,防止在压紧过程中工件挪动,造成错位现象,影响贴合精度。
13.3.上述方案中,上模的底部设置施压面,下模的顶部设置支撑面,工作时施压面和支撑面配合压紧或放松工件,通过面与面配合来压紧工件,与人工按压相比,受力面积更大,且工件受力更均匀,被粘合的两个工件部分的间隙一致,提高贴合精度。且利用机械装置代替人工压紧,机械的按压强度可控,可以根据工件种类不同进行调整,按压强度也比人工按压更大,提高结合强度。
14.4.上述方案中,所述上模包括一上压板,该上压板的下表面形成所述施压面。压板可以增大受力面积。
15.5.上述方案中,所述下模包括一下压板,该下压板的上表面形成所述支撑面。压板可以增大受力面积。
16.6.上述方案中,所述机架底部设有一操作台,所述下模固定在该操作台上。工作时,下模固定不动。
17.7.上述方案中,还包括两间隔设置的开关,两所述开关串联,并同时与驱动机构电性连接,构成当两所述开关同时打开时,驱动机构开始工作。一个人同时按下两个开关才开始工作,防止人的手被上模和下模夹到,从而起到人员操作时的防呆处理,可提高操作的安全性能。
18.8.上述方案中,所述机架上还设有相对设置的安全光栅,所述安全光栅与所述驱动机构电性连接。工作时,人的手若伸入安全光栅范围,可以即时停止工作,提高操作的安全性能。
19.9.上述方案中,所述机架为框架结构。
20.10.上述方案中,所述驱动机构包括气缸,该气缸的活塞杆与所述上模连接。所述气缸固定安装在机架的顶部。
21.本实用新型工作原理和优点如下:
22.本实用新型一种自动贴胶组装压紧装置,在使用状态下,上模和下模之间有一定的间距,将待粘合工件安装定位于下模,工件的下表面与下模的支撑面贴合。在工作状态下,上模在驱动机构的驱动下,朝向下模运动,直到上模的施压面作用到工件的上表面。压紧一段时间后,上模在驱动机构的驱动下抬升离开工件,取出粘合好的工件,即按压贴合工作完成。
23.本实用新型利用机械压紧装置代替人工压紧,机械的按压强度可控,可以根据工件种类不同进行调整,提升车间自动化程度,按压强度也比人工按压更大,提高结合强度。
24.本实用新型在下模的支撑面上设置与工件形状相适配的定位凸起和让位凹槽,实现工件定位在下模上,防止在压紧过程中工件挪动,造成错位现象。
25.本实用新型通过面与面配合来压紧工件,与人工按压相比,受力面积更大,且工件受力更均匀,被粘合的两个工件部分的间隙一致,提高贴合精度。
附图说明
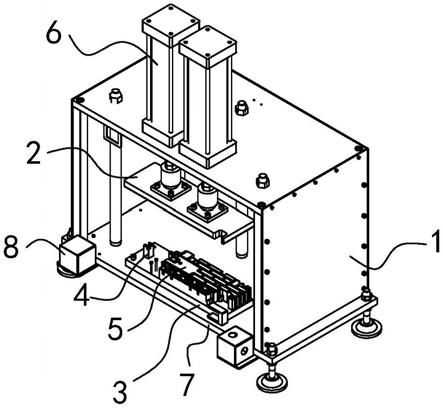
26.附图1为本实用新型实施例上模远离下模时的立体结构示意图;
27.附图2为本实用新型实施例上模远离下模时的主视图;
28.附图3为本实用新型实施例上模靠近下模时的立体结构示意图;
29.附图4为本实用新型实施例上模靠近下模时的主视图;
30.附图5为本实用新型实施例下模的立体结构示意图;
31.附图6为本实用新型实施例下模的俯视图。
32.以上附图中:1、机架;2、上模;3、下模;4、定位凸起;5、让位凹槽;6、驱动机构;7、操作台;8、开关。
具体实施方式
33.下面结合附图及实施例对本实用新型作进一步描述:
34.实施例1: 一种自动贴胶组装压紧装置
35.参见附图1~6所示,包括机架1,还包括设置在所述机架1上的:
36.上模2,所述上模2的底部设有一用于下压待粘合工件的施压面。所述上模2包括一上压板,该上压板的下表面形成所述施压面。
37.下模3,其位于所述上模2的下方,与所述上模2上下对应间隔设置,所述下模3的顶部设有一支撑所述工件的支撑面,所述下模3包括一下压板,该下压板的上表面形成所述支撑面。该支撑面上设有与所述工件下表面形状相适配的定位凸起4和让位凹槽5,构成所述支撑面与所述工件下表面的相适配。
38.驱动机构6,包括可做上下往复运动的驱动端,该驱动端与所述上模2传动连接,包括气缸,固定安装在机架1的顶部,该气缸的活塞杆与所述上模2连接。所述上模2经驱动机构6驱动,做朝向下模3的运动,靠近下模3,构成上模2的施压面与下模3的支撑面配合压紧工件,上模2的施压面作用于所述工件的上表面,下模3的支撑面作用于所述工件的下表面。
39.操作台7,所述下模3固定在该操作台7上。
40.两间隔设置的开关8,两所述开关8串联,并同时与驱动机构电性连接,构成当两所述开关8同时打开时,驱动机构开始工作。
41.安全光栅,相对设置,所述安全光栅与所述驱动机构6电性连接。
42.本实用新型实施例用于将塑料工件与钣金件粘结在一起,塑料工件为智能马桶水箱的盖子,先在塑料工件上贴双面胶和刷涂胶水,再将钣金件粘在塑料工件涂胶的部分,形成一个整体的待粘合工件。压紧装置在使用状态下,上模2和下模3之间有一定的间距,将整体的待粘合工件安装定位于下模3,工件的下表面与下模3的支撑面贴合。打开开关8,在工作状态下,上模2在驱动机构6的驱动下,朝向下模3运动,直到上模2的施压面作用到工件的上表面。压紧一段时间后,上模2在驱动机构6的驱动下抬升离开工件,取出粘合好的工件,即按压贴合工作完成。
43.上述实施例只为说明本实用新型的技术构思及特点,其目的在于让熟悉此项技术的人士能够了解本实用新型的内容并据以实施,并不能以此限制本实用新型的保护范围。凡根据本实用新型精神实质所作的等效变化或修饰,都应涵盖在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1