一种取料夹持装置的制作方法
1.本技术涉及生产运输设备技术领域,尤其是涉及一种取料夹持装置。
背景技术:
2.目前,注塑机又名注射成型机或注射机。它是将热塑性塑料或热固性料利用塑料成型模具制成各种形状的塑料制品的主要成型设备。注塑机按照注射装置和锁模装置的排列方式,可分为立式、卧式和立卧复合式。注塑机通常由注射系统、合模系统、液压传动系统、电气控制系统、润滑系统、加热及冷却系统、安全监测系统和取料机械手等组成。
3.现有专利授权公告号:cn103231492b公开了一种注塑机取料机械手,包括机架和型腔,本机械手包括一个支架,支架上具有一个支撑板,支撑板上平行设置有两个支撑柱,两个支撑柱的内端上分别设置有皮带轮一和皮带轮二,皮带轮一和皮带轮二之间连接有一个齿形皮带,齿形皮带的两个侧面上分别设置有能够将型腔内的工件取出的定料机构和能够对型腔进行清洗的清洗机构,支架与齿形皮带之间设置有一个能够带动清洗机构和定料机构上下移动的升降机构,支架与机架之间设置有一个能够带动支架在水平面内摆动的摆动机构。
4.上述中的相关技术方案存在以下缺陷:通过取料机械手进行取料,取料的位置可能会出现一定的偏差,而产品成型后将会与模具内的腔室紧密的贴合,一旦受到位置不准确的力的夹持,可能会造成产品弹飞,弹飞的产品可能会砸在机械手上,有可能造成机械手精度出现偏差甚至损坏。
技术实现要素:
5.为了减小产品弹飞而出的几率,本技术提供一种取料夹持装置。
6.本技术的上述目的是通过以下技术方案得以实现的:
7.一种取料夹持装置,包括一伸缩气缸以及固定于所述伸缩气缸的活塞杆前端的多个气动手指,所述气动手指的夹爪上设置有用于夹持工件的夹持头,所述伸缩气缸和所述气动手指之间设置有防飞挡板。
8.通过采用上述技术方案,当通过该取料夹持装置夹取产品时,伸缩气缸的活塞杆直接伸出,从而将气动手指直接伸至已经注塑成型的产品前,然后通过夹爪控制夹持头将产品夹取住,然后伸缩气缸的活塞杆回缩,从而将产品取下,当夹持头位置不准确时,产品将会直接掉落或者崩飞,崩飞的产品将会直接砸在防飞挡板上再掉落。该方案使得崩飞的产品可被防飞挡板挡下,从而使得产品不会掉出损坏,从而提高产品的良品率。
9.优选的,所述伸缩气缸的活塞杆前端以及所述气动手指远离活塞杆的一端设置有连接座,所述防飞挡板的两端设置有供所述连接座固定的多条连接杆,多条所述连接杆相互平行。
10.通过采用上述技术方案,将气动手指通过连接座固定在连接杆上,而将防飞挡板通过连接杆固定在伸缩气缸活塞杆上的连接座上,从而使得防飞挡板的两端均设置连接
杆,使得连接杆对防飞挡板起到支撑作用,加强防飞挡板的结构强度,更加牢固,同时通过多种固定进行缓冲,将工件砸在防飞挡板上的力进行缓冲,从而减小力的传递,降低损耗。
11.优选的,所述防飞挡板远离所述气动手指的一端设置有加强筋杆,所述防飞挡板靠近所述伸缩气缸一端的所述连接杆固定于所述加强筋杆远离所述防飞挡板的一侧端,所述加强筋杆垂直于所述连接杆。
12.通过采用上述技术方案,在防飞挡板的一端设置加强筋杆,通过加强筋杆对防飞挡板的结构强度进一步加强,同时通过将强筋杆和连接杆形成十字加强,使得防飞挡板和伸缩气缸活塞杆上的连接座连接的更加牢固,更加稳定。
13.优选的,所述连接杆的侧端开设有“t”型滑槽,所述“t”型滑槽内滑移设置有滑块,所述连接座通过螺栓与所述滑块固定。
14.通过采用上述技术方案,滑块在连接杆的“t”型滑槽内滑移,使得连接座通过螺栓和滑块固定时,松动螺栓也可使得连接座相对于连接杆移动,从而达到调节防飞挡板和气动手指的位置关系以及伸缩气缸和防飞挡板的位置关系,使得在安装时可方便调节相互直接的位置关系,从而使得在夹取工件时位置更加准确,提高夹取的成功率。
15.优选的,所述防飞挡板的上下两端向所述气动手指一侧弯折形成防护板。
16.通过采用上述技术方案,在防飞挡板的上下两侧端设置防护板,使得防护板向工件一侧弯折,从而使得整个防飞挡板的防护面积更大的同时,防护位置更加精细,从而减小工件因夹取失败而掉落至地面的几率,减小工件的损坏几率。
17.优选的,所述夹持头的中部设置有防滑夹持纹路。
18.通过采用上述技术方案,在夹持头的中部设置防滑夹持纹路,使得夹持头夹取工件时,工件可被直接夹持在防滑加持纹路之间,通过防滑加持纹路可提高夹持头和工件之间的摩擦力,从而提高夹取的成功率,减小工件被夹取失败的几率。
19.优选的,所述夹持头为橡胶制成。
20.通过采用上述技术方案,将夹持头通过橡胶制成,使得夹持头夹取工件时,夹持头除夹取外不会对工件本身产生磨损划伤等现象,从而保证工件在夹取过程中更加安全,同时橡胶制成的夹持头成本较低。
21.优选的,所述防飞挡板靠近所述加强筋杆的一端水平开设有供所述加强筋杆固定的腰型孔。
22.通过采用上述技术方案,在防飞挡板上水平开设腰型孔,使得加强筋杆可以通过螺栓固定在腰型孔内,此时加强筋杆可在腰型孔的范围内移动固定,从而加大防飞挡板位置调节的范围。
23.优选的,所述伸缩气缸的侧端设置有机械臂。
24.通过采用上述技术方案,在伸缩气缸的侧端设置机械臂,通过机械臂加强整个取料夹持装置的活动范围以及精细度,从而提高夹持头位置的准确性。
25.综上所述,本技术的有益技术效果为:
26.1.伸缩气缸的活塞杆直接伸出,从而将气动手指直接伸至已经注塑成型的产品前,然后通过夹爪控制夹持头将产品夹取住,然后伸缩气缸的活塞杆回缩,从而将产品取下,当夹持头位置不准确时,产品将会直接掉落或者崩飞,崩飞的产品将会直接砸在防飞挡板上再落下,从而使得产品不会掉出损坏,从而提高产品的良品率;
27.2.防飞挡板的一端设置加强筋杆,通过加强筋杆对防飞挡板的结构强度进一步加强,同时通过将强筋杆和连接杆形成十字加强,使得防飞挡板和伸缩气缸活塞杆上的连接座连接的更加牢固,更加稳定;
28.3.滑块在连接杆的“t”型滑槽内滑移,使得连接座通过螺栓和滑块固定时,松动螺栓也可使得连接座相对于连接杆移动,从而达到调节防飞挡板和气动手指的位置关系以及伸缩气缸和防飞挡板的位置关系,使得在安装时可方便调节相互直接的位置关系,从而使得在夹取工件时位置更加准确,提高夹取的成功率。
附图说明
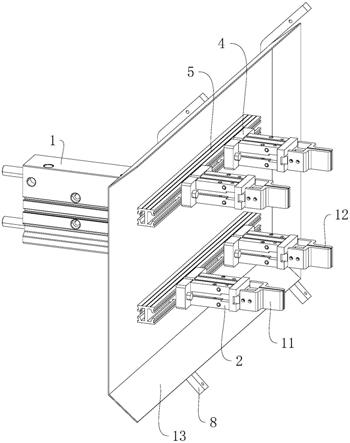
29.图1为取料夹持装置的结构示意图;
30.图2为取料夹持装置另一视角的结构示意图;
31.图3为图2的a处放大图;
32.图4为取料夹持装置第三视角的结构示意图。
33.图中:1、伸缩气缸;2、气动手指;3、连接板;4、连接座;5、连接杆;6、“t”型滑槽;7、滑块;8、加强筋杆;9、防飞挡板;10、腰型孔;11、夹持头;12、防滑夹持纹路;13、防护板。
具体实施方式
34.以下结合附图1
‑
4对本技术作进一步详细说明。
35.参见图1,一种取料夹持装置,包括伸缩气缸1以及多个气动手指2。
36.参见图1和图2,伸缩气缸1的侧端通过螺栓固定有连接板3,伸缩气缸1可通过连接板3上穿入螺栓固定在机械臂的端头,从而实现通过机械臂控制伸缩气缸1移动。
37.参见图1和图3,伸缩气缸1的活塞杆前端通过螺栓固定有连接座4,连接座4垂直于伸缩气缸1的活塞杆,连接座4远离伸缩气缸1一端的上下两侧均设置有一根连接杆5,两根连接杆5呈平行状,连接杆5靠近和远离伸缩气缸1的两侧端开设有“t”型滑槽6,连接杆5在“t”型滑槽6内滑移插入有滑块7,连接座4上穿入的螺栓直接插入“t”型滑槽6并螺纹连接在滑块7上,当拧紧螺栓时,滑块7紧紧的抵接在“t”型滑槽6的侧壁,从而实现连接座4和两根连接杆5的固定。
38.参见图3和图4,两根连接杆5远离连接座4的一端设置有两根加强筋杆8,两根加强筋杆8相互平行且垂直于连接杆5,加强筋杆8远离连接杆5的一端设置有防飞挡板9,防飞挡板9水平开设有腰型孔10,防飞挡板9在腰型孔10内穿入螺栓,该螺栓依次穿过加强筋杆8并穿入连接杆5远离伸缩气缸1一侧端的“t”型滑槽6内然后和滑块7固定,从而使得防飞挡板9、加强筋杆8和连接杆5固定,进而使得伸缩气缸1可控制防飞挡板9的移动。
39.防飞挡板9在远离伸缩气缸1的一端通过螺栓固定有另外两根连接杆5,四根连接杆5结构相同且相互平行。
40.每一个气动手指2远离夹爪的一端通都过螺栓固定有一个连接座4,气动手指2尾部的连接座4通过螺栓固定在防飞挡板9远离伸缩气缸1一侧的连接杆5上,连接方式与伸缩气缸1活塞杆上的连接座4固定方式相同,使得气动手指2可在连接杆5上“t”型滑槽6的长度方向滑移固定。
41.参见图1,气动手指2的夹爪通过螺栓固定有橡胶制成的夹持头11,同一气动手指2
上的两个夹持头11相互靠近的一端设置有防滑夹持纹路12。
42.防飞挡板9的上下两端均向气动手指2一侧弯折形成防护板13。
43.本实施例的实施原理为:
44.当通过该取料夹持装置夹取产品时,控制机械臂将伸缩气缸1移动至注塑模具前,然后伸缩气缸1的活塞杆直接伸出,从而将气动手指2直接伸至已经注塑成型的产品前,然后通过夹爪控制夹持头11将产品夹取住,然后伸缩气缸1的活塞杆回缩,从而将产品取下,再通过机械臂将产品移出,当夹持头11位置不准确时,产品将会直接掉落或者崩飞,崩飞的产品将会直接砸在防飞挡板9上再沿着防护板13滑落。
45.本具体实施方式的实施例均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1