一种给水管挤出成型设备的制作方法
1.本实用新型涉及成型设备领域,具体涉及一种给水管挤出成型设备。
背景技术:
2.挤出成型又称挤压模塑或挤塑成型,主要是指借助螺杆或柱塞的挤压作用,使受热熔化的高分子材料在压力的推动下,强行通过机头模具而成型为具有恒定截面连续型材的一种成型方法。挤压成型过程主要包括加料、熔融塑化、挤压成型、定型和冷却等过程。
3.在制备过程中,制备不同规格的给水管需要使用不同的模具,更换不方便且容易降低制备速率。同时,由于物料熔融需要高温,使得与机头连接的模具存在温度高的情况,更换存在安全隐患。
技术实现要素:
4.本实用新型的目的在于提供一种操作安全且利于提高制备效率的给水管挤出成型设备。
5.本实用新型解决上述问题所采用的技术方案是:
6.一种给水管挤出成型设备,包括成型件和底座,所述成型件竖直滑动设置于底座内,成型件的顶面上开设有模具室和成型室,模具室和成型室之间连通,模具室内转动设置有用于放置模具的转盘,转盘上固定连接有用于分隔模具的隔板,模具室内滑动设置有第一推块,第一推块用于将模具从模具室推至成型室内,成型室内滑动设置有第二推块,第二推块用于将模具从成型室推至模具室内,成型室内滑动设置有压紧件,成型室的侧面上开设有用于挤压机的机头伸入的伸入口,伸入口上设有用于夹住挤压机的机头的夹紧模块。
7.作为上述技术方案的进一步改进,所述夹紧模块包括第一夹块和第二夹块,第一夹块和第二夹块分别位于伸入口的两侧,第一夹块和第二夹块均滑动设置于成型件上,成型件通过第一驱动装置驱动第一夹块和第二夹块相向运动,第一驱动装置的输出轴与第一螺纹杆的一端固定连接,第一螺纹杆的另一端通过连接杆与第二螺纹杆的一端固定连接,第二螺纹杆的另一端转动连接于成型件上,第一夹块以螺纹配合的方式套设于第一螺纹杆上,第二夹块以螺纹配合的方式套设于第二螺纹杆上,第一螺纹杆和第二螺纹杆上的螺纹方向相反。通过第一驱动装置驱动第一螺纹杆和第二螺纹杆同步转动,由于第一螺纹杆和第二螺纹杆上的螺纹方向相反使得第一螺纹杆和第二螺纹杆同步转动时第一夹块和第二夹块相向运动,从而达到夹住机头的目的。
8.作为上述技术方案的进一步改进,所述压紧件上固定连接有若干半球体状的定位件,模具上开设有与定位件相配合的凹槽。通过定位件和凹槽配合,压紧件抵住模具时,在定位件的球面的导向作用下调整模具的位置,达到定位模具位置的目的。
9.作为上述技术方案的进一步改进,所述成型件通过第二驱动装置驱动第一推块直线移动,成型件通过第三驱动装置驱动第二推块直线移动,利于提高使用的便利性,降低工作强度,提高工作效率,成型件通过第四驱动装置驱动压紧件直线移动,使得压紧件能够将
模具夹紧于压紧件和成型件之间,从而实现模具的固定,利于保障制备的正常进行。
10.作为上述技术方案的进一步改进,所述底座通过第五驱动装置实现成型件竖直移动,利于降低成型件竖直调整位置的操作难度,提高使用的便利性。
11.作为上述技术方案的进一步改进,所述底座的底面上安装固定有四个带有刹车结构的万向轮,四个万向轮呈方形排布于底座的底面上,利于设备的移动和运输,使用方便。
12.本实用新型与现有技术相比,具有以下优点和效果:
13.本实用新型通过转盘转动来选择使用的模具,配合第一推块和第二推块推动模具在模具室和成型室之间来回移动以及压紧件对模具的压紧固定作用,从而实现根据制备的规格需求调整使用模具的目的,结构紧凑,避免了人工接触模具进行更换操作,操作方便、安全,且降低了模具更换的难度,利于提高工作效率。同时,通过夹紧模块固定挤出机的机头,利于保障机头和模具之间的连接的稳定性,避免设备出现移位从而影响制备质量和效率。进一步的,通过成型件在底座上竖直移动,使得设备能够与不同挤出机的机头配合使用,提高了设备的适用范围,使用方便且利于降低制备成本。
附图说明
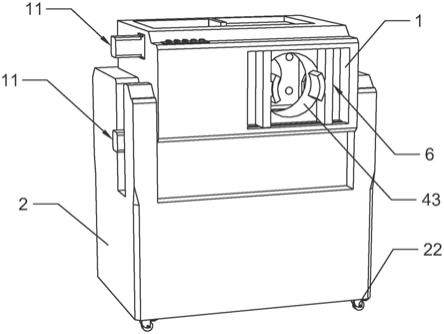
14.图1是本实用新型一种给水管挤出成型设备左斜视的结构示意图。
15.图2是图1中所示成型件顶面的结构示意图。
16.图3是图2中所示模具室内的结构示意图。
17.图4是本实用新型一种给水管挤出成型设备右斜视的结构示意图。
18.图5是图4中所示夹持模块的结构示意图。
19.图6是图5中所示第一夹块和第二夹块的驱动结构的结构示意图。
20.其中,成型件1,第二驱动装置11,第三驱动装置12,第四驱动装置13,底座2,第五驱动装置21,万向轮22,模具室3,转盘31,隔板32,第一推块33,成型室4,第二推块41,压紧件42,伸入口43,定位件44,穿孔45,模具5,夹紧模块6,第一夹块61,第二夹块62,第一驱动装置63,第一螺纹杆64,连接杆65,第二螺纹杆66。
具体实施方式
21.下面结合附图并通过实施例对本实用新型作进一步的详细说明,以下实施例是对本实用新型的解释而本实用新型并不局限于以下实施例。
22.参见图1-图6,本实施例一种给水管挤出成型设备,包括成型件1和底座2,所述成型件1竖直滑动设置于底座2内,成型件1的顶面上开设有模具室3和成型室4,模具室3和成型室4之间连通,模具室3内转动设置有用于放置模具5的转盘31,成型件1通过电机驱动转盘31转动,转盘31上固定连接有用于分隔模具5的隔板32,模具室3内滑动设置有第一推块33,第一推块33用于将模具5从模具室3推至成型室4内,成型室4内滑动设置有第二推块41,第二推块41用于将模具5从成型室4推至模具室3内,成型室4内滑动设置有压紧件42,压紧件42上开设有用于成型的管材穿过的穿孔45,成型室4的侧面上开设有用于挤压机的机头伸入的伸入口43,伸入口43上设有用于夹住挤压机的机头的夹紧模块6,所述夹紧模块6包括第一夹块61和第二夹块62,第一夹块61和第二夹块62分别位于伸入口43的两侧,第一夹块61和第二夹块62均滑动设置于成型件1上,成型件1通过第一驱动装置63驱动第一夹块61
和第二夹块62相向运动,第一驱动装置63的输出轴与第一螺纹杆64的一端固定连接,第一螺纹杆64的另一端通过连接杆65与第二螺纹杆66 的一端固定连接,第二螺纹杆66的另一端转动连接于成型件1上,第一夹块61以螺纹配合的方式套设于第一螺纹杆64上,第二夹块62以螺纹配合的方式套设于第二螺纹杆66上,第一螺纹杆64和第二螺纹杆66上的螺纹方向相反,第一驱动装置63为电机,所述压紧件 42上固定连接有若干半球体状的定位件44,模具5上开设有与定位件44相配合的凹槽,所述成型件1通过第二驱动装置11驱动第一推块33直线移动,第二驱动装置11为螺杆电机,螺杆电机固定连接于成型件1上,第一推块33以螺纹配合的方式套设于螺杆电机的输出轴上,成型件1通过第三驱动装置12驱动第二推块41直线移动,第三驱动装置12为螺杆电机,螺杆电机固定连接于成型件1上,第二推块41以螺纹配合的方式套设于螺杆电机的输出轴上,成型件1通过第四驱动装置13驱动压紧件42直线移动,第四驱动装置13为螺杆电机,螺杆电机固定连接于成型件1上,成型件1以螺纹配合的方式套设于螺杆电机的输出轴上,所述底座2通过第五驱动装置21实现成型件1竖直移动,第五驱动装置21 为若干电动液压杆,电动液压杆的底座2端固定连接于底座2上,电动液压杆的推动端与成型件1的底面固定连接,所述底座2的底面上安装固定有四个带有刹车结构的万向轮22,四个万向轮22呈方形排布于底座2的底面上。
23.综上所述,本实用新型使用方法如下:
24.步骤一:更换模具时,通过第一驱动装置解除第一夹块和第二夹块对挤出机的机头的固定,同时通过第四驱动装置驱动压紧件移动,使得模具解除压紧状态,然后通过第二驱动装置驱动第一推块移动复位,随后通过第三驱动装置驱动第二推块移动,使得模具从成型室进入模具室内的转盘上;
25.步骤二:通过电机驱动转盘转动,使得转盘上的另一个模具移动到第一推块的运动轨迹上,通过第三驱动装置驱动第二推块移动复位,然后通过第二驱动装置驱动第一推块移动,使得另一个模具从模具室进入成型室内,随后通过第四驱动装置驱动压紧件移动,使得压紧件将另一个模具压紧于压紧件和成型件之间;
26.步骤三:将挤出机的机头与另一个模具进行连接,使机头处的熔融后的物料能够进入另一个模具内,随后通过第一驱动装置驱动第一夹块和第二夹块固定挤出机的机头。
27.本说明书中所描述的以上内容仅仅是对本实用新型所作的举例说明。本实用新型所属技术领域的技术人员可以对所描述的具体实施例做各种各样的修改或补充或采用类似的方式替代,只要不偏离本实用新型说明书的内容或者超越本权利要求书所定义的范围,均应属于本实用新型的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1