一种不使用包封套的带有环形凹槽的轮胎的二次硫化设备的制作方法
1.本实用新型涉及轮胎的制造及其翻新领域,具体的涉及采用二次硫化法工艺生产轮胎和预硫化胎面法工艺翻新轮胎所用到的一种设备。
背景技术:
2.随着汽车运输行业不断的发展,客车、货车等运输车辆的保有量越来越大,作为车辆消耗品的卡客车用轮胎用量不断增加,轮胎的来源主要包括新轮胎及翻新轮胎。目前,在采用二次硫化法工艺生产轮胎和预硫化胎面法工艺翻新轮胎的过程中,都需要采用包封套部件才能完成轮胎的硫化,其工艺的共同特点是:首先将制备好的新胎体(无胎面胶及花纹)或待翻新的旧胎体的外表面(指胎面粘合面)进行打磨加工、施贴缓冲胶,再与预制的胎面胶(其粘合面须打磨、涂胶浆)贴合成型,然后配用包封套并装入硫化罐进行硫化。目前,以上两种产品的生产可采用以下三种硫化方法。
3.1、在待硫化轮胎外表面装上专用外包封套,胎腔内装入硫化内胎,胎侧处的包封套两表面均装上夹板,胎圈处装入垫带、专用硫化轮辋及调节垫圈,接着锁紧轮辋并压实包封套壁。先向胎腔中的内胎充气,由于胎侧面膨胀和夹板的作用,包封套被紧密地夹在其中,起到密封轮胎外表面的作用。然后抽取包封套内的空气,确认真空检测合格后(防止因硫化罐内的气体进入包封套密封腔影响到硫化质量)方可入罐。再通过对硫化罐充气升压和加热升温,将罐内热空气的压力和热量传递给需硫化的缓冲胶,其硫化过程在设定的硫化工艺条件(参数有罐压和轮胎内压及其压差、硫化温度和时间)下完成。
4.2、采用装配内、外双包封套的方法将轮胎的内、外表面全封闭起来,当抽取套内空气时会产生负压,并促使内、外包封套的密封处(外套的裙边压在内套凸缘上)进一步贴紧,起到密封作用。以下与第1种硫化方法相同。
5.3、采用长裙外包封套,其开口可延伸到轮胎胎圈(泛指子午线固定端口,这里特指胎圈内圆面),选配专用的胎圈环形夹具(可调节夹持直径),由小到大调其直径,可把包封套紧紧夹持在胎圈(与轮辋配合面)上,从而起到密封作用。以下与方法1相同。
6.以上三种方法都是轮胎包裹在包封套内并置于硫化罐中来完成硫化的,不同的地方是选择工装夹具不一样,但都是将待硫化轮胎与硫化罐内空气介质隔离(在包封套、内胎和夹具的配合下实现轮胎内外表面全封闭,避免粘合面与介质接触)起来,确保将介质的压力和热量传递给缓冲胶,以达到硫化的目的。不管是新轮胎的二次硫化法工艺还是翻新轮胎的预硫化胎面法工艺,都要采用包封套进行硫化,存在的问题是综合使用成本较高,这是因为:装卸包封套需要配有专用设备及夹具并进行较繁琐的人工操作,且容易意外损坏;包封套及附件长期处于载压热空气介质环境下,会加速氧化缩短使用寿命。
技术实现要素:
7.为了解决现有技术中由于包封套问题带来的缺陷,本实用新型提供了一种不使用包封套的轮胎硫化设备。
8.本实用新型的技术方案如下:
9.一种不使用包封套的带有环形凹槽的轮胎的二次硫化设备,其特征在于用于胎体的两侧边分别向外延伸出凸肩、所述凸肩内部形成对应环形胎面的环形凹槽、且缓冲胶位于所述凹槽底部的轮胎,包括加热加压装置和缓冲胶密封装置,所述缓冲胶密封装置为直接或间接紧贴于所述凹槽的内壁与所述环形胎面之间的缝隙顶部的环形箍紧体、或嵌入所述缝隙内截面为y型的环形唇口密封条、或设置于所述环形胎面侧面与环形凹槽内侧面配合的一个或多个环形唇口,所述加热加压装置包括:硫化罐和/或带加热装置的环形箍紧体。
10.优选的,所述环形箍紧体为一个具有开口或多个相互组合的环状部件,截面为u型,所述开口处、所述多个相互组合的环状部件之间通过联接装置拼合并锁紧,所述环形箍紧体的 u型底部通过联接装置锁紧后构成的内表面曲面与胎面和胎体环形凹槽边缘的外形曲面直接或间接贴紧密封所述缝隙。
11.优选的,所述间接贴紧为通过在环形箍紧体内设有密封胶环并充气使其与胎冠和胎肩接触面贴紧,所述密封胶环至少置于环形箍紧体u型的底面两端在缝隙之上密封所述缝隙,所述环形箍紧体环面上具有充排气口,所述环形箍紧体通过密封胶环和密封胶环内的气体与胎面胎体间接密封贴紧以及密封所述缓冲胶。
12.进一步优选的,环形箍紧体u型的底面两端的所述密封胶环内分别具有独立的密封气室,两侧各有气室充排气口。
13.进一步优选的,环形箍紧体u型的底面两端的所述密封胶环之间沿所述环形箍紧体内表面相互连接,所述充排气口在穿过相互连接的部分处具有密封装置。
14.进一步优选的,所述密封胶环为加热式密封胶环,例如设有加热丝或加热板等方式。
15.优选的,所述间接贴紧为通过在环形箍紧体内设置橡胶气囊并充气使其与胎冠和胎肩的接触面密封贴紧,所述橡胶气囊具有独立密封腔及充排气口。
16.进一步优选的,所述橡胶气囊为加热式气囊,例如设有加热丝或加热板等方式。
17.优选的,所述联接装置具有连接、张紧、打开功能。
18.进一步优选的,所述联接装置为锁紧卡扣。
19.进一步优选的,所述联接装置为销轴。
20.优选的,还包括位于胎体胎圈处的专用胎圈座,其与胎体内腔构成密封结构。
21.进一步优选的,所述专用胎圈座由两个互相嵌套的筒状且包括交错齿形的部件组成,每个部件的一端是与胎体胎圈配合的胎圈座,另一端为齿形结构,旋转并轴向移动其中一部件,可快速解锁并拆分,反之则装合。通过设置在筒体上的充排气口对胎腔充排气
22.本实用新型的技术效果如下:
23.轮胎所用生胶的硫化工艺就是按照胶料特性对要素进行匹配控制,通过合适的压力、温度、时间使缓冲胶达到硫化体系要求。而缓冲胶在硫化中的关键即在于要实现严格的密封。密封后可以通过外部的气压力对缓冲胶提供硫化压力,并防止空气进入缓冲胶。
24.本实用新型不用包封套及相关夹具,使得具有环形凹槽的胎体及环形胎面通过环形箍紧体或唇口密封装置就可以保持需要硫化的缓冲胶的独立密封空间,再向硫化罐内充气升高压力、或者增加装置专用胎圈座向胎腔内充气升高压力作用于胎体,把力传递给需
要硫化的缓冲胶上形成所需的硫化压力。
25.对于环形y状唇口密封条而言,其下端插入缝隙,y型口会随着下方气体的压力变大自动向中间收紧而排气,可以方便的将胎体与胎面缝隙中的空气向外排出。当硫化时上方存在空气压力,y型的上方两翼会被向下压缩,使得密封程度随压力变大而变大,有效的保持缓冲胶的密封状态,胎面侧壁上的环形唇口也具有同样的原理。
26.本实用新型通过以上设计,可以实现采用硫化罐但不使用包封套的硫化方法。根据轮胎的种类以及现有设备情况,结合实现环形箍紧体紧结构的成本和难易程度,可采用以下结构的不同组合来实现环形箍紧体的轮胎硫化方法。
27.1、环形箍紧体
28.采用环形箍紧体作为密封缝隙的基础部件,其作用是在环面箍紧结构的外围形成最外层的支撑结构。当环面箍紧结构对待硫化轮胎施加压力时,承担全部反作用力。环形箍紧体能够通过联接装置例如锁紧卡扣保持连接及张紧状态,在轮胎的硫化过程中提供持续的箍紧力且密封缓冲胶。
29.环形箍紧体的结构是由一个具有开口的环状部件或多个部分环状部件组成,通过联接装置构成内表面曲面与轮胎胎冠和侧翼部位外形曲面贴紧或等距匹配的环状结构。环形箍紧体的环状部件可单独使用或者与内层部件组合使用,通过设置在环状部件两端的联接装置拼合后,对环面箍紧结构的内层部件或者胎冠部位提供箍紧力。
30.2、胎面密封胶环
31.可优选地采用胎面密封胶环作为环面箍紧结构的内层部件之一,胎面密封胶环可以是在胎体靠近胎肩部位的两侧表面分别具有与胎面和环形箍紧体紧密接触的环形密封圈,也可以使两侧的环形密封圈之间通过贴近环形箍紧体的结构体相互连接,构成截面为c型的胎面密封胶环,总之两侧的环形密封圈与中部胎面共同构成一个密封腔,充气后在胎面及花纹沟槽形成均匀的气压力,由胎面胶传递到缓冲胶层提供所需的硫化压力,同时密封胶环实现对缝隙的密封。
32.3、环形橡胶气囊
33.可优选地采用环形橡胶气囊作为环面箍紧结构的内层部件之一,橡胶气囊装配在环形箍紧体与待硫化轮胎之间,充气后外侧与环形箍紧体紧密接触,内侧包覆在胎面和侧翼表面,在环形箍紧体的支撑下向胎面及胎肩施加气压力,以此为缓冲胶层提供所需的硫化压力,同时橡胶气囊也实现对缝隙的密封。
34.作为硫化过程中的辅助部件,安装在待硫化轮胎中部的专用胎圈座充气后在胎体内壁形成支撑力,可提高胎体刚性、有助于外部环面箍紧结构的稳定性。
35.本实用新型在新轮胎采用预硫化胎面及胎体的生产工艺中以及旧轮胎的预硫化翻新工艺中不需要装配包封套等附件,可降低设备投资及定期更换包封套等附件的昂贵费用,减少了包封套的损耗及更换带来的使用成本,同时节省了相关设备及装备的资金投入,降低劳动强度减少人力成本。
附图说明
36.图1为实施例1联接装置处截面示意图;
37.图2为实施例2联接装置处截面示意图;
38.图3为实施例3联接装置处截面示意图;
39.图4为实施例4联接装置处截面示意图;
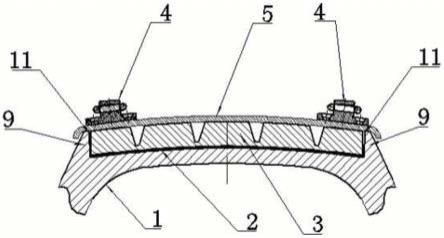
40.图5为实施例5截面示意图;
41.图6为图5中ⅱ处放大图;
42.图7为实施例6截面示意图;
43.图8为图7中ⅲ处放大图;
44.图9为实施例7专用胎圈座示意图;
45.图10为图9中i处放大示意图;
46.图11为实施例8联接装置处截面示意图;
47.图12为实施例9联接装置处截面示意图。
48.1-胎体,2-缓冲胶,3-胎面,4-联接装置,5-环形箍紧体,6-充排气口,7-密封胶环, 8-密封气室,9-凸肩,10-橡胶气囊,11-缝隙,12-y型环形唇口密封条,13-环形唇口,14
‑ꢀ
加热板,18-胎圈座,19-齿形结构,20-胎圈座密封圈。
具体实施方式
49.为了更好的理解本实用新型,下面结合具体实施例对本实用新型进行进一步的解释。
50.实施例1
51.如图1所示,环形胎体1具有对应环形胎面3的环形凹槽,缓冲胶2位于所述凹槽底部,所述凹槽的内壁与所述环形胎面之间的缝隙11通过环形箍紧体5实现密封。
52.所述环形箍紧体5为一个具有开口的环状部件,截面为u型,所述开口处通过联接装置 4例如锁紧卡扣拼合并锁紧,所述环形箍紧体的u型底部通过联接装置4的锁紧构成内表面曲面与轮胎胎冠和胎体侧翼部位的外形曲面直接贴紧的环状结构密封所述缝隙11。
53.在硫化罐中以所需硫化参数通过锁紧后的结构对待硫化轮胎进行硫化制备。
54.实施例2
55.如图2所示,本实施例与实施例1的区别在于所述环形箍紧体5通过密封胶环7与胎冠和侧翼间接密封贴紧,所述密封胶环5置于环形箍紧体u型的底面两端的缝隙之上密封所述缝隙11,所述环形箍紧体环面上具有充排气口6。两端的所述密封胶环5之间沿所述环形箍紧体5内表面相互连接,所述密封胶环充排气口6在穿过相互连接的部分处具有密封装置。
56.实施例3
57.如图3所示,本实施例与实施例2的区别在于密封胶环5内有独立气室8,各有气室充排气口,可以进一步通过充气增强压力和密封效果。
58.实施例4
59.如图4所示,本实施例与实施例2的区别在于将密封胶环替换为橡胶气囊7,所述环形箍紧体5通过橡胶气囊7与胎面和胎体凹槽间接密封贴紧,密封所述缝隙11。
60.实施例5
61.如图5、6所示,本实施例为通过截面为y型的y型环形唇口密封条12置于所述缝隙11处对缓冲胶2实现密封。
62.实施例6
63.如图7、8所示,本实施例为设置于所述凹槽内壁或环形胎面表面的一个或多个向上的环形唇口13置于所述缝隙11处对缓冲胶2实现密封。
64.实施例7
65.如图9、10所示,本实施例为在实施例1-6基础上增加专用胎圈座,所述专用胎圈座由通过齿形结构19互相啮合的两个互相嵌套的筒状部件组成,每部分的一端是与胎体胎圈配合的胎圈座18,另一端为齿形结构19,可通过设置在筒体上的充排气口对胎腔充气。安装在待硫化轮胎中部的专用胎圈座充气后在胎体内壁形成支撑力,可提高胎体刚性、有助于外部环面箍紧结构的稳定性,通过如图9所示的胎圈座密封圈20实现密封。
66.实施例8
67.如图11所示,实施例8与实施例1的区别在于包括加热板14,利用加热板14加热并通过锁紧后结构的压力以所需硫化参数对待硫化轮胎进行硫化制备。
68.实施例9
69.如图12所示,实施例9与实施例1的区别在于包括加热板14,利用加热板14加热并通过锁紧后结构的压力以所需硫化参数对待硫化轮胎进行硫化制备。
70.以上实施例在现有硫化参数条件下,基本可以保持现有的硫化速度,部分甚至可以更快的实现硫化效果。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1