注塑轮子装配软胶PVC的装置的制作方法
注塑轮子装配软胶pvc的装置
技术领域
1.本实用新型属注塑轮子装配领域,尤其是涉及注塑轮子装配软胶pvc的装置。
背景技术:
2.现有技术中,小型的注轮毂上装配软胶pvc轮胎的过程,一般为固定轮毂后,将轮胎倾斜放置在轮毂上,随后使用拨片逐渐地将轮胎端部卡到轮毂上,完成装配,若由人工完成,由于轮胎自身弹性,操作时有吃力感,工作效率不高;使用现有的自动化设备装配时,同样也具有工作效率不高的问题。
技术实现要素:
3.本实用新型为了克服现有技术的不足,提供一种方便使用且提升效率的注塑轮子装配软胶pvc的装置
4.本实用新型提供的技术方案为:注塑轮子装配软胶pvc的装置,包括装配台、连接在装配台上的提升板、转动连接在提升板上的圆盘、位于圆盘周围的多个滑块、用于连接圆盘与滑块的连杆、通过螺纹连接固定在滑块上的拉伸块、固定在装配台底部用于驱动圆盘上下移动的第一气缸、用于驱动圆盘转动的驱动件、安装在装配台上的内夹持组件;所述装配台表面设有圆形凹槽;所述内夹持组件位于圆形凹槽内;所述内夹持组件位于装配台上表面下方;所述拉伸块伸出装配台表面;所述提升板上设有与滑块一一对应的水平滑槽;所述滑块底部嵌于水平滑槽内;所述第一气缸的活动端固定在提升板底部;所述圆盘底部穿过提升板且设有多个凸条;所述驱动件包括套设在凸条底部的连接板、固定在装配台底部且与连接板转动连接的第二气缸;所述连杆两端分别与圆盘及滑块转动连接。
5.工作时,pvc软胶置于各拉伸块上,通过第二气缸地驱动使圆盘转动,进而通过连杆传动使滑块与拉伸块沿水平滑槽移动,将pvc软胶拉伸,随后将轮毂置于内夹持组件上,使其保持稳定,第一气缸带动拉伸块下移,pvc软胶落在装配台表面,待其余拉伸块脱离后,在自身弹力作用下pvc软胶复原,并卡到轮毂上,完成装配,通过各零部件间的配合,使轮毂与pvc间的装配无需使用拨片即可完成,操作方便;且相比常规使用拨片逐渐将pvc软胶装配到轮毂上的方式,操作时间减少,提升了加工效率。
6.进一步地,所述拉伸块一端插入圆形凹槽内;所述拉伸块上设有长槽;所述长槽用于调节拉伸块插入圆形凹槽的长度;所述圆形凹槽侧面设有与内夹持组件一一对应的侧槽;所述内夹持组件包括固定在圆形凹槽内的底座、设于底座内部的弹簧座、穿插在弹簧座内的第一弹簧以及齿形柱、设于齿形柱一端的内夹持件、分两层设于内夹持件远离圆形凹槽中心一侧的多个托片、转动连接在多个托片之间的多个转环;所述第一弹簧两端分别抵在齿形柱与弹簧座上;所述处于上层的托片落在底座表面;所述处于上层的托片一端可在侧槽内滑动;所述转环和与之相邻的拉伸块表面接触。
7.拉伸块与滑块通过螺丝连接,且螺丝穿插在长槽内,根据不同规格的轮毂与pvc软胶,通过调节螺丝在长槽内的位置,即可调节拉伸块的位置,以适应生产需求;且在准备装
配时,拉伸块向接近圆弧凹槽方向移动过复位,接触内夹持组件并推动其相应移动,避免内夹持件的位置阻碍pvc软胶的安装;移动过程中转环与拉伸块接触,避免托片直接接触拉伸块而使二者在移动时因相互摩擦而产生磨损,提升零件使用寿命;设置了第一弹簧使内夹持件的位置可随轮毂内径变化而变化,满足生产需求。
8.进一步地,所述内夹持件包括推板、设于推板顶部的弧板、穿插在弧板远离圆形凹槽中心一侧的多个吸盘座、安装在吸盘座内的吸盘;所述吸盘一端设有球铰;所述球铰上表面与下表面为平面;所述球铰转动连接在吸盘座内;所述托片设于推板上。
9.pvc软胶被拉伸后,将轮毂置于底座上,第一弹簧带动推板移动,使吸盘与轮毂相贴,吸盘可在同一水平面内绕球铰转动,以便对不同直径的轮毂都具有良好的固定效果;球铰上下表面为平面,与之接触的吸盘座内相应位置也为平面,限制吸盘在竖直方向的移动,避免因轮毂晃动而使pvc软胶无法正确安装到轮毂上。
10.进一步地,所述圆形凹槽中心处固定有第三气缸;所述第三气缸的活动端上固定有多个t形条;所述推板靠近圆形凹槽一侧表面设置有竖直滑槽;所述竖直滑槽内滑动连接有t形滑槽;所述t形滑槽一端设有柔性片;所述弧板内部设有连通槽;所述连通槽上设有连通孔;所述t形条与t形滑槽滑动连接;所述连通槽与吸盘内部连通;所述柔性片插入连通孔内。
11.第三气缸下移时,可使t形条及t形滑槽上移,进而使柔性条与连通孔脱离,使得吸盘内外空气流通,以便完成装配后放松吸盘,方便从底座上取下轮毂;t形条与t型滑槽滑动连接,以适应不同轮毂的加工需求。
12.进一步地,所述底座靠近圆形凹槽的一侧设有限位槽;所述限位槽内滑动连接有连接块;所述连接块上转动连接有卡齿;所述卡齿一端与齿形柱接触;所述连接块上端设有连接柱;所述托片及底座上设有开槽;所述开槽内安装有压杆;所述开槽底部穿插有弹性件;所述压杆一端设有回形槽;所述连接柱穿插于回形槽内;所述弹性件包括穿插于开槽底部的第二弹簧以及设于第二弹簧顶部的顶块;所述压杆一端转动连接在开槽内;所述顶块顶接触压杆中部。
13.准备装配时,拉伸块推动内夹持件向圆形凹槽内侧移动,开始装配时,拉伸块向圆形凹槽外侧移动,由于卡齿的阻碍,第一弹簧无法复位,内夹持件位置不变;pvc软胶拉伸后,将轮毂置于底座上,按压轮毂时压杆转动,进而使连接块带动卡齿下移,卡齿脱离齿形柱,第一弹簧复位,吸盘得以紧贴轮毂进行固定;通过设置卡齿与压杆等结构,使安装轮毂时无需克服第一弹簧的拉力而持续发力,轮毂的安装更方便,操作更省力。
14.综上所述,本实用新型通过将pvc软胶置于各拉伸块上,第二气缸工作使各拉伸块移动,将pvc软胶撑开,随后利用内夹持组件对注塑轮毂进行定位,第一气缸带动提升板下移,拉伸块与pvc软胶脱离,pvc软胶在自身弹性力下复位,并安装到注塑轮毂上,完成装配;与现有技术利用拨片逐渐将pvc软胶安装到轮毂上相比,pvc软胶的安装一步到位,操作过程简单,装配速度极大提升,提高了生产效率。
附图说明
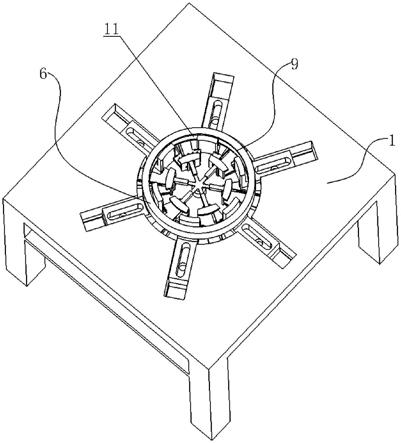
15.图1为本实用新型的结构示意图。
16.图2为本实用新型的剖面结构示意图。
17.图3为本实用新型部分结构的爆炸视图。
18.图4为图3中a部分的局部放大图。
19.图5为图1中装配台的剖面结构示意图。
20.图6为图1中内夹持组件的结构示意图。
21.图7为图1中内夹持组件的内部结构示意图。
22.图8为图1中内夹持组件的剖面结构示意图。
23.图9为图8中吸盘的结构示意图。
24.图10为图1中内夹持组件另一视角的剖面结构示意图。
具体实施方式
25.为了使本技术领域的人员更好的理解本实用新型方案,下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整的描述。
26.如图1-10所示,本实用新型提供的技术方案为:注塑轮子装配软胶pvc的装置,包括装配台1、提升板2、圆盘3、滑块4、连杆5、拉伸块6、第一气缸7、驱动件8、内夹持组件9;所述装配台1表面中心位置设有圆形凹槽11;所述提升板2上设有水平滑槽21;所述圆盘3底部设有多个凸条31;所述驱动件8包括连接板81及第二气缸82;第一气缸7及第二气缸82固定在装配台1底部;第一气缸7的活动端与提升固定连接,用于驱动提升板2上下移动;连接板81套设在凸条31外且与凸条31相互嵌合,第二气缸82转动连接在连接板81外,用于驱动连接板81旋转,以使圆盘3相对提升板2转动;滑块4底部在水平滑槽21内滑动,且提升板2上下移动时滑块4随之移动;连杆5两端分别铰接在滑块4与圆盘3上,使圆盘3转动时滑块4得以沿水平滑槽21移动;拉伸块6及内夹持组件9具有至少六个,呈圆周分布在圆形凹槽11内,且滑块4与内夹持组件9交错设置,避免二者移动时相互干扰;滑块4与拉伸块6一一对应,二者之间通过市面上购得的螺丝连接固定;以圆形凹槽11远离其中心的方向为外侧,使用时,pvc软胶置于多个拉伸块6的外侧,第二气缸82带动拉伸块6向外侧移动,pvc软胶发生弹性形变,其内部空间增大,随后将轮毂置于内夹持组件9上,内夹持组件9位于装配台1上表面下方,以使pvc软胶底部与轮毂上安装轮胎的位置相对;第一气缸7带动提升板2下移,拉伸块6随之下移,pvc软胶留在装配台1表面,直至拉伸块6与其脱离,在自身弹性力作用下轮毂复原,并安装到轮毂上。
27.进一步地,所述内夹持组件9包括底座91、弹簧座92、第一弹簧93、齿形柱94、内夹持件95、托片96、及转环97;所述拉伸块6上设有长槽61;所述圆形凹槽11侧面设有与内夹持组件9一一对应的侧槽12;底座91固定在圆形凹槽11内;弹簧座92设于底座91内部且一端与外界相通;齿形柱94一侧呈齿条状;第一弹簧93两端分别抵在齿形柱94与弹簧座92上;拉伸块6一端插入圆形凹槽11内;连接拉伸块6与滑块4的螺丝穿过长槽61,以便调节拉伸块6插入圆形凹槽11的长度,适应不同规格的轮毂与pvc软胶的装配;内夹持件95外侧与轮毂内表面接触,用于使轮毂在装配时保持稳定,其底部接触圆形凹槽11底面;托片96分上下两层设于内夹持件95外侧,处于上层的托片96一端可在侧槽12内滑动,且其底面落于底座91上;转环97具有多个,分别别位于托片96两侧,且转动连接在两层托片96之间;第二气缸82带动拉伸块6向圆形凹槽11内移动时,转环97和与之相邻的拉伸块6的表面接触,使拉伸块6推动内夹持件95移动,避免内夹持件95干扰pvc软胶的安装,适应不同规格的轮毂与pvc软胶的装
配。
28.进一步地,所述内夹持件95包括推板951、弧板952、吸盘954座953、吸盘954、球铰955;托片96设于推板951上;弧板952设于推板951顶部,用于使吸盘954贴附在轮毂内表面;多个吸盘954座953呈圆周分布固定在弧板952上,球铰955设于吸盘954一端,其上表面与下表面为平面,吸盘954通过球铰955与吸盘954座953转动连接,且只在同一水平面内转动,以使吸盘954贴紧轮毂后,限制其上下晃动,避免其松动,而水平方向的旋转使吸盘954可对不同内径的轮毂都产生有效的固定。
29.进一步地,所述圆形凹槽11中心处固定有第三气缸13;所述第三气缸13的活动端朝上固定有多个t形条14;所述推板951内侧表面设置有竖直滑槽956;所述竖直滑槽956内滑动连接有t形滑槽957;所述t形滑槽957一端设有柔性片958;所述弧板952内部设有连通槽959;所述连通槽959上设有连通孔950;连通槽959与吸盘954内部连通;柔性片958为乳胶材质制成,内部空心,具有良好弹性,t形滑槽957一端与连通孔950正对时,柔性条插入连通孔950内,以密封连通槽959,使吸盘954能正发挥作用;t形条14与t形滑槽957滑动连接,使第三气缸13可带动t形条14上下移动时,柔性条得以与连通孔950错开,吸盘954内外空气流通,方便装配工作完成后取下轮毂。
30.进一步地,所述底座91靠近圆形凹槽11的一侧设有限位槽911;所述限位槽911内滑动连接有连接块912;所述连接块912上转动连接有卡齿913;所述连接块912上端设有连接柱914;所述托片96及底座91上设有开槽98;所述开槽98内安装有压杆99;所述开槽98底部穿插有弹性件90;所述压杆99一端设有回形槽991;所述弹性件90包括穿插于开槽98底部的第二弹簧901以及设于第二弹簧901顶部的顶块902;卡齿913一端与齿形柱94的齿条形面接触,使拉伸块6在拉紧pvc软胶时内夹持件95停留在原处,方便将轮毂放置到底座91上;连接块912可在限位槽911内上下滑动,压杆99一端转动连接在开槽98内,顶块902顶接触压杆99中部,连接柱914穿插于回形槽991内,使安装轮毂到底座91上后,通过按压轮毂使压杆99转动,连接柱914在回形槽991内滑动,挤压连接块912使其下移,卡齿913与齿形柱94脱离,第一弹簧93得以推动齿形柱94复位,使吸盘954紧贴轮毂内表面;待完成装配并取下轮毂后,第二弹簧901推动顶块902上移,压杆99与卡齿913复位。
31.具体使用时,将pvc软胶置于各拉伸块6外侧,第二气缸82驱动连接板81旋转使圆盘3转动,各拉伸块6向外张开使pvc软胶拉伸,卡齿913嵌于齿形柱94的齿条形面上,限制第一弹簧93复位,方便将轮毂置于底座91上,随后按压轮毂使压杆99下移,卡齿913与齿形柱94脱离,第一弹簧93带动内夹持件95复位,吸盘954紧贴轮毂内表面,阻碍第二弹簧901复位,防止轮毂晃动;第一气缸7驱动提升板2下移,水平滑槽21拉动滑块4与拉伸块6下移,pvc软胶落在装配台1表面,直至与拉伸块6脱离,在自身弹力作用下pvc软胶套在轮毂上,完成装配;随后第三气缸13驱动t形条14下移,柔性片958脱离连通孔950,吸盘954内外空气流通,方便取下轮毂;第一气缸7带动拉伸块6商议后,第二气缸82带动拉伸块6向内侧滑动复位,过程中拉伸块6接触转环97并推动推板951移动复位,为下一次装配做好准备。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1