用于解决热缩管挤出堵孔的模具的制作方法
1.本实用新型涉及挤出模具技术领域,具体为用于解决热缩管挤出堵孔的模具。
背景技术:
2.热缩管是一种特制的聚烯烃材质热收缩套管,分为内外两层,外层为柔软的交联聚烯烃材料制成,内层为低熔点、防水密封和高粘接性的热熔胶制成,热缩管具有遇热收缩的功能,被广泛使用在生活的各个领域中。热缩管主要通过挤出模具加工而成,在进行热缩管的加工中,当挤出模具在暂停对热缩管进行挤出时,处于挤出模具挤出口部的塑胶因与外界环境接触而降温固化,使得挤出模具的挤出孔被固化的塑胶堵住,使挤出模具难以正常恢复热缩管的生产工作,鉴于此,我们提出用于解决热缩管挤出堵孔的模具。
技术实现要素:
3.本实用新型的目的在于提供用于解决热缩管挤出堵孔的模具,以解决上述背景技术中提出的问题。
4.为实现上述目的,本实用新型提供如下技术方案:
5.用于解决热缩管挤出堵孔的模具,包括挤出模具主体,所述挤出模具主体的前端开设有挤出孔,所述挤出孔内设置有内芯,所述挤出模具主体上安装有疏通装置,所述疏通装置包括固定在所述挤出模具主体外围处的定位结构和安装在所述定位结构上的拨料结构,所述定位结构包括通过螺栓固定在所述挤出模具主体上的若干固定套和套设在所述固定套外围处的若干导杆,所述拨料结构包括与所述导杆滑动连接的套板、固定在所述套板前侧的套柱以及套设在所述套柱中的推杆,所述推杆的后端一体成型有端板,所述端板的后端面上嵌设并通过螺栓固定有若干嵌块,所述嵌块的后端面上一体成型有若干插针,所述插针的位置和所述挤出孔的位置相对应。
6.优选的,所述固定套的外围处一体成型有若干凸套,所述导杆伸入到所述凸套内并通过螺栓与所述凸套固定连接,所述凸套在所述固定套上呈环形等间距排布。
7.优选的,所述套板的中部位置处开设有避空口,所述套板的外围边缘处一体成型有若干呈空心圆柱体形状的导套,所述导套的位置和所述导杆的位置相对应,所述导杆与所述导套滑动连接。
8.优选的,所述套柱呈空心的圆柱体结构,所述套柱与所述套板的前端面之间紧密焊接有若干支撑板,当所述套板套设在所述导杆的外围处时,所述套柱与所述挤出孔呈同轴状态。
9.优选的,所述推杆从所述套柱中穿过并与所述套柱滑动连接,所述推杆的前端紧密焊接有握把。
10.优选的,所述插针的末端呈尖锐状,所述插针末端的外围处一体成型有倒刺。
11.与现有技术相比,本实用新型的有益效果是:
12.该用于解决热缩管挤出堵孔的模具,通过设置在挤出模具主体上的疏通装置,使
得挤出模具主体中的塑胶在挤出孔处凝固而难以取出时,通过将拨料结构安装到定位结构上并推动推杆使得推杆端部的插针插入到挤出孔内凝固的塑胶内,此时可通过对推杆进行转动和拨动即可使挤出孔口部凝固的塑胶在插针的带动下与挤出孔的孔壁脱离,从而使塑胶能够被正常挤出,达到疏通挤出孔的目的,使热缩管能够正常生产。
附图说明
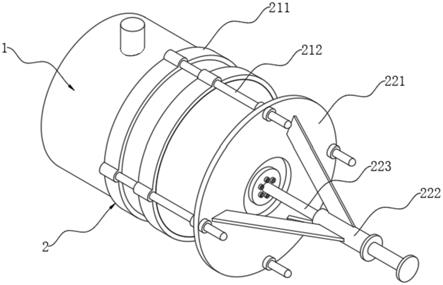
13.图1为本实用新型的整体结构示意图;
14.图2为本实用新型中挤出模具主体的结构示意图;
15.图3为本实用新型中疏通装置的结构示意图;
16.图4为本实用新型中定位结构的结构示意图;
17.图5为本实用新型中拨料结构的爆炸图;
18.图6为本实用新型中推杆的结构示意图。
19.图中各个称号的意义为:
20.1、挤出模具主体;11、挤出孔;12、内芯;2、疏通装置;21、定位结构;211、固定套;2111、凸套;212、导杆;22、拨料结构;221、套板;2211、避空口;2212、导套; 222、套柱;2221、支撑板;223、推杆;2231、端板;2232、嵌块;2233、插针;2234、握把。
具体实施方式
21.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
22.在本实用新型的描述中,需要理解的是,术语“中心”、“纵向”、“横向”、“长度”、“宽度”、“厚度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”、“顺时针”、“逆时针”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的设备或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。
23.此外,术语“若干”的含义是两个或两个以上,除非另有明确具体的限定。
24.请参阅图1-图6,本实用新型提供一种技术方案:
25.用于解决热缩管挤出堵孔的模具,包括挤出模具主体1,挤出模具主体1的前端开设有挤出孔11,挤出孔11内设置有内芯12,内芯12与挤出孔11之间形成有空隙,使得塑胶从挤出孔11的孔口挤出时形成管状结构,达到生产热缩管的目的。挤出模具主体1上安装有疏通装置2,疏通装置2包括固定在挤出模具主体1外围处的定位结构21和安装在定位结构21上的拨料结构22。
26.本实施例中,定位结构21包括通过螺栓固定在挤出模具主体1上的若干固定套211 和套设在固定套211外围处的若干导杆212,固定套211的外围处一体成型有若干凸套 2111,导杆212伸入到凸套2111内并通过螺栓与凸套2111固定连接,凸套2111在固定套211上呈环形等间距排布,使导杆212呈环形等间距状排布在挤出模具主体1的外侧。
27.具体的,拨料结构22包括与导杆212滑动连接的套板221、固定在套板221前侧的套
柱222以及套设在套柱222中的推杆223,推杆223的后端一体成型有端板2231,端板2231 的后端面上嵌设并通过螺栓固定有若干嵌块2232,嵌块2232的后端面上一体成型有若干插针2233,插针2233的位置和挤出孔11的位置相对应,拨料结构22能够从定位结构21 上分离。
28.进一步的,套板221的中部位置处开设有避空口2211,避空口2211的位置和挤出孔 11的位置相对应,防止套板221将挤出孔11遮盖。套板221的外围边缘处一体成型有若干呈空心圆柱体形状的导套2212,导套2212的位置和导杆212的位置相对应,导杆212 与导套2212滑动连接,通过将导套2212分别与若干导杆212对齐后将导杆212插入到导套2212内即可达到安装套板221的目的,使得套板221被若干导杆212定位在挤出模具主体1的前侧。
29.此外,套柱222呈空心的圆柱体结构,套柱222与套板221的前端面之间紧密焊接有若干支撑板2221,当套板221套设在导杆212的外围处时,套柱222与挤出孔11呈同轴状态,使得套设在套柱222内的推杆223能够与挤出孔11呈同轴状态。
30.值得注意的是,推杆223从套柱222中穿过并与套柱222滑动连接,推杆223的前端紧密焊接有握把2234,工作人员可通过握住握把2234对推杆223进行拨动,使得推杆223 能够沿导套2212进行运动,当推杆223朝向挤出模具主体1运动时,推杆223能够带动端板2231贴合在挤出模具主体1的前端面上,此时插针2233插入到挤出孔11口部的塑胶内,当插针2233插入到挤出孔11口部的塑胶内时,通过转动推杆223即可使插针2233 对挤出孔11口部凝固的塑胶进行拨动,使得塑胶与挤出孔11的孔壁逐渐分离,进而使挤出模具主体1能够将塑胶正常从挤出孔11处挤出,此时挤出孔11呈疏通状态。
31.值得说明的是,插针2233的末端呈尖锐状,插针2233末端的外围处一体成型有倒刺,使得插针2233插入到挤出孔11口部的塑胶内时,插针2233在倒刺的作用下会始终插入到塑胶内,防止插针2233从塑胶中脱出。
32.本实施例的用于解决热缩管挤出堵孔的模具在堵孔时,首先将导套2212分别与若干导杆212对齐后将导杆212插入到导套2212内即可达到安装套板221的目的,使得套板 221被若干导杆212定位在挤出模具主体1的前侧,然后工作人员握住握把2234对推杆 223进行拨动,使推杆223沿导套2212朝向挤出模具主体1运动,直至推杆223带动端板 2231贴合在挤出模具主体1的前端面时停止推动推杆223,此时插针2233插入到挤出孔 11口部的塑胶内,最后当插针2233插入到挤出孔11口部的塑胶内时,通过转动推杆223 即可使插针2233对挤出孔11口部凝固的塑胶进行拨动,使得塑胶与挤出孔11的孔壁逐渐分离,进而使挤出模具主体1能够将塑胶正常从挤出孔11处挤出。
33.以上显示和描述了本实用新型的基本原理、主要特征和本实用新型的优点。本行业的技术人员应该了解,本实用新型不受上述实施例的限制,上述实施例和说明书中描述的仅为本实用新型的优选例,并不用来限制本实用新型,在不脱离本实用新型精神和范围的前提下,本实用新型还会有各种变化和改进,这些变化和改进都落入要求保护的本实用新型范围内。本实用新型要求保护范围由所附的权利要求书及其等效物界定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1