一种下模可先行脱扣的模具的制作方法
1.本实用新型属于复杂和精密模具制造技术领域,特别是涉及一种下模可先行脱扣的模具。
背景技术:
2.模具是注塑成型中不可缺少的重要工具,注塑成型是将热熔态的塑胶材料高速注入模具内具有所需形状的密闭型腔中,待塑胶材料冷却固化,打开模具将固化的塑胶产品顶出,以获得成型产品的加工方法。由于注塑成型加工方法具有成型费用低、成型周期短、成型过程简单和易于成型形状复杂的塑胶产品等特点,因此在塑胶产品领域应用极为广泛。
3.注塑产品多样且复杂,对于一些内部设计有卡扣的塑料产品,一般模具中通过设计斜顶结构进行脱扣,但斜顶脱扣一般在a板和b板分离后才方便实行,而有些下模的内部卡扣需要在a板和b板分离前先行脱扣,为产品扣位留出变形空间,否则a板和b板分离时容易拉伤产品。
技术实现要素:
4.针对上述技术问题,本实用新型提供一种下模可先行脱扣的模具,用以解决产品内部下模处的卡扣难以实现先行脱扣,而导致a板和b板分离时产品被拉伤的问题。
5.一种下模可先行脱扣的模具,包括上模组件和下模组件,下模组件在模具开模时沿第一方向离开上模组件,上模组件包括a板和上模仁,上模仁内嵌在a板内,下模组件包括b板、下模仁、垫板、脱扣镶件、方铁和限位螺栓,垫板设置在b板和方铁之间且固定在方铁上,垫板可沿第一方向离开b板,下模仁内嵌在b板内,脱扣镶件沿第一方向可滑动地穿插在下模仁和b板内,脱扣镶件包括镶件固定端和镶件脱扣端,镶件固定端与垫板固定连接,镶件脱扣端在注塑时配合上模仁和下模仁形成注塑型腔,限位螺栓的螺杆端固定在b板内,限位螺栓的头部沿第一方向可滑动地设置在方铁内,当限位螺栓的头部滑动至与垫板贴合时,垫板通过限位螺栓带动b板离开a板。
6.可选的,限位螺栓设有四个,分别均匀地分布在b板上。
7.可选的,下模组件还包括浮动弹簧,浮动弹簧设置在b板内且浮动弹簧的一端顶设在垫板上,a板和b板分离前,浮动弹簧处于压缩状态。
8.优选的,浮动弹簧套设在限位螺栓上。
9.优选的,浮动弹簧设有四个,分别均匀地分布在b板上。
10.可选的,垫板的表面开设有镶件孔,镶件孔为盲孔,镶件固定端固定在镶件孔内。
11.优选的,镶件固定端通过固定螺栓可拆卸地固定在镶件孔内。
12.优选的,镶件固定端为圆柱状,固定螺栓设有两个,对称地设置在镶件固定端端面。
13.可选的,下模组件还包括固定在b板表面的尼龙锁模器,尼龙锁模器设置在a板和b
板之间,合模时尼龙锁模器插入a板内。
14.优选的,尼龙锁模器设有多个,分别均匀地设置在b板表面。
15.与现有技术相比,本实用新型提供的一种下模可先行脱扣的模具,通过加设可在a板和b板分离前先行向下运动的垫板,来带动固定在其上的脱扣镶件与产品先行脱离,为产品扣位留出变形空间,防止a板和b板分离时拉坏产品,其整体结构精简,设计巧妙,降低了成本,延长了模具使用寿命,提高了生产效率和产品良率。
附图说明
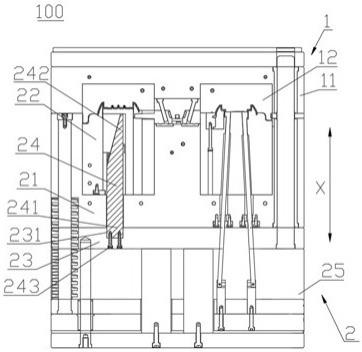
16.图1为本实用新型一实施例的下模可先行脱扣的模具于一视角的结构示意图;
17.图2为本实用新型一实施例的下模可先行脱扣的模具于另一视角的结构示意图。
具体实施方式
18.为使对本实用新型的目的、构造、特征、及其功能有进一步的了解,兹配合实施例详细说明如下。
19.在本实用新型的描述中,需要说明的是,术语“中心”、“上”、“下”、“左”、“右”、“竖直”、“水平”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。
20.请结合参照图1和图2,一种下模可先行脱扣的模具100,包括上模组件1和下模组件2,下模组件1在模具100开模时沿第一方向x离开上模组件2。
21.上模组件1包括a板11和上模仁12,上模仁12内嵌在a板11内。
22.下模组件2包括b板21、下模仁22、垫板23、脱扣镶件24和方铁25,垫板23设置在b板21和方铁25之间且固定在方铁25上,垫板23可沿第一方向x离开b板21,下模仁22内嵌在b板21内,脱扣镶件24沿第一方向x可滑动地穿插在下模仁22和b板21内,脱扣镶件24包括镶件固定端241和镶件脱扣端242,镶件固定端241与垫板23固定连接,镶件脱扣端242在注塑时配合上模仁12和下模仁22形成注塑型腔。脱扣镶件24在抽离后,可以给产品脱扣处留出变形空间。下模组件2还包括限位螺栓26,限位螺栓26的螺杆端固定在b板21内,限位螺栓26的头部沿第一方向x可滑动地设置在方铁25内,当限位螺栓26的头部滑动至与垫板23贴合时,垫板23通过限位螺栓26带动b板21离开a板11,从而使产品脱扣。这样可以限定b板21和垫板23之间的最大分离间距,可保证脱扣后a板11和b板21及时分离,节省开模空间。
23.可选的,限位螺栓26设有四个,分别均匀地分布在b板21上。这样可使a板11和b板21分离时更加稳定。
24.可选的,下模组件2还包括浮动弹簧27,浮动弹簧27设置在b板21内且浮动弹簧27的一端顶设在垫板23上,a板11和b板21分离前,浮动弹簧27处于压缩状态。压缩状态的浮动弹簧27可更好地保证垫板23与b板21先行分离。
25.优选的,浮动弹簧27套设在限位螺栓26上。这样设置可节约布局空间,且可使浮动弹簧27的伸缩更加稳定。
26.优选的,浮动弹簧27设有四个,分别均匀地分布在b板21上。这样可使垫板23和b板21受力更加均衡,分离时更加稳定。
27.可选的,垫板23的表面开设有镶件孔231,镶件孔231为盲孔,镶件固定端241固定在镶件孔231内。这样设置既能稳定的固定脱扣镶件24,又能节省布置空间。
28.优选的,镶件固定端241通过固定螺栓243可拆卸地固定在镶件孔231内。这样设置可方便脱扣镶件的维护。
29.优选的,镶件固定端241为圆柱状,固定螺栓243设有两个,对称地设置在镶件固定端241端面。这样设置可避免脱扣时脱扣镶件24转动。
30.可选的,下模组件2还包括固定在b板21表面的尼龙锁模器28,尼龙锁模器28设置在a板11和b板21之间,合模时尼龙锁模器28插入a板11内。这样设置可以加大a板11和b板21之间的分离阻力,便于更好地控制开模时各板的分离顺序。
31.优选的,尼龙锁模器28设有多个,分别均匀地设置在b板21表面。这样设置可使a板11和b板21之间各处的分离阻力更加均衡,分离过程更加稳定。
32.本实用新型一实施例的脱扣流程如下:
33.当模具100注塑完成后,垫板23和方铁25一起沿第一方向x脱离b板21,此时固定在垫板23上的脱扣镶件24跟随垫板23沿第一方向x脱离产品的扣位处,为产品留出变形空间,当垫板23脱离至与限位螺栓26的头部贴合时,垫板23通过固定在b板上的限位螺栓26带动b板21开始离开a板11,期间产品利用脱扣镶件24留下的变形空间,变形后脱离扣位。
34.本实用新型提供的一种下模可先行脱扣的模具,通过加设可在a板和b板分离前先行向下运动的垫板,来带动固定在其上的脱扣镶件与产品先行脱离,为产品扣位留出变形空间,防止a板和b板分离时拉坏产品,其整体结构精简,设计巧妙,降低了成本,延长了模具使用寿命,提高了生产效率和产品良率。
35.本实用新型已由上述相关实施例加以描述,然而上述实施例仅为实施本实用新型的范例。必需指出的是,已揭露的实施例并未限制本实用新型的范围。相反地,在不脱离本实用新型的精神和范围内所作的更动与润饰,均属本实用新型的专利保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1