一种塑料粒子分装生产线的制作方法
1.本实用新型涉及一种塑料粒子分装生产线。
背景技术:
2.生产塑料粒子成品的生产设备是将塑料粉末原料和塑料助剂混合加入到挤塑机里,挤出改性塑料线材,再经过粒子切割机切割出改性塑料粒子,然后再经过塑料粒子运输至冷却设备冷却、烘干设备烘干,最后再经过筛选设备筛选,最后再将筛选过的塑料粒子分装。
3.上述的塑料粒子生产过程到分装过程中,各个步骤之间过程中的工序繁多,分体式的加工比较灵活,但是需要人工进行对物料进行投放,耗费工人的精力,需要一个整体的塑料粒子分装生产线,将塑料粒子从生产到分装一条龙,能够节约工人的精力,提高生产效率,这就对整个分装生产线的安装有一定的要求。
技术实现要素:
4.本实用新型的目的在于一种塑料粒子分装生产线,以解决上述背景技术中提出的问题。
5.本实用新型为解决以上技术问题,采用如下技术方案:一种塑料粒子分装生产线,包括机架以及设于机架下方的送料装置、螺杆挤塑装置、粒子切割装置、脱水离心装置、振动筛料装置、称量装置,所述送料装置的下端与螺杆挤塑装置的顶部进料口连接,所述螺杆挤塑装置的出料口与粒子切割装置连接,所述机架上设有水泵,所述水泵设有与粒子切割装置顶部连接的进水管道,所述粒子切割装置的下方设有出水管道,所述出水管道朝上延伸后与脱水离心装置的顶部连接,所述脱水连接装置设有出料管道,所述出料管道与振动筛料装置的顶部连接,所述振动筛料装置设有出料斗,所述出料斗的下方设有称量装置。
6.采用以上技术方案,塑料粉末原料和塑料助剂混合通过送料装置加入螺杆挤塑装置混合加热后,从出料口挤出,经过粒子切割装置切粒,水泵放水使水流从进水管道进入粒子切割装置切内,将粒子水冷,水流的势能并将粒子经过出水管道,进入脱水离心装置脱水后,在进入振动筛料装置内将杂质过滤后进入称量装置,将塑料粒子称重后打包。
7.作为本实用新型的进一步优化,所述送料装置内设有与进料口连通的送料腔,所述螺杆挤塑装置顶部还与设有与送料腔连通排气通道,所述送料腔内设有滤芯。
8.采用以上技术方案,为了避免混合加热过程中产生的废气扩散对环境以及工人产生危害,通过排气通道导流至送料腔内,并经过滤芯吸附过滤。
9.作为本实用新型的进一步优化,所述螺杆挤塑装置包括壳体以及设于壳体内的主转轴,所述主转轴为空心结构,所述主转轴内填充有冷却液。
10.采用以上技术方案,螺杆挤塑装置填充冷却液对混合加热的过程起到一定的冷却作用,避免产生过热现象。
11.作为本实用新型的进一步优化,所述粒子切割装置上设有连接部,所述连接部上
设有与螺杆挤塑装置相适配的连接孔,所述连接部在连接孔的一侧侧壁开设有滑槽,所述滑槽内设有滑动适配的换网器,所述连接部相对滑槽一侧侧壁开设有通孔,还包括穿过通孔用于将换网器推出滑槽的推块。
12.采用以上技术方案,网面在长时间使用过程中会老化、磨损,需要更换,将网面设置于换网器上,通过将设置换网器与连接部可拆卸设置,安装时将换网器通过滑动滑入滑槽内与滑槽卡块连接,需要更换时,推块穿过通孔将换网器反向推出。
13.作为本实用新型的进一步优化,所述机架在送料装置的上方还设有加料仓,所述加料仓设有加料管,所述加料管与送料装置上方连接,所述加料管上设有用于控制加料速度的控制阀。
14.采用以上技术方案,在机架上设置补料仓,可以直接通过控制阀网送料装置内加料,免去人工操作补料,省时省力。
15.本实用新型的有益效果为:塑料粉末原料和塑料助剂混合通过送料装置加入螺杆挤塑装置混合加热后,从出料口挤出,经过粒子切割装置切粒,水泵放水使水流从进水管道进入粒子切割装置切内,将粒子水冷,水流的势能并将粒子经过出水管道,进入脱水离心装置脱水后,在进入振动筛料装置内将杂质过滤后进入称量装置,将塑料粒子称重后打包,将塑料粒子从生产到分装一条龙,能够节约工人的精力,提高生产效率。
附图说明
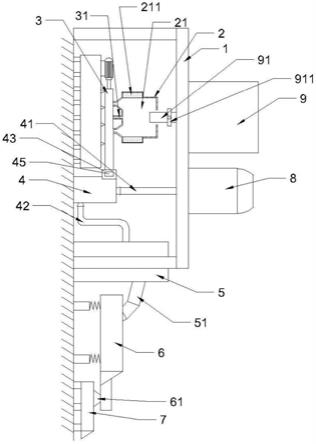
16.图1为本实用新型的结构示意图;
17.图2为本实用新型中螺杆挤塑装置的剖视结构示意图;
18.图3为本实用新型中连接部的机构示意图。
19.图中标号含义:1、机架;2、送料装置;21、送料腔;211、滤芯;3、螺旋挤塑装置;31、排气通道;32、主转轴;4、粒子切割装置;41、进水管道;42、出水管道;43、连接部;431、连接孔;432、通孔;44、换网器;45、推块;5、脱水离心装置;51、出料管道;6、振动筛料装置;61、出料斗;7、称量装置;8、水泵;9、补料仓;91、加料管;911、控制阀。
具体实施方式
20.本具体实施例仅仅是对本实用新型的解释,其并不是对本实用新型的限制,本领域技术人员在阅读完本说明书后可以根据需要对本实施例做出没有创造性贡献的修改,但只要在本实用新型的权利要求范围内都受到专利法的保护。
21.参见附图1-3,本实用新型公开的本实施例进一步设置:一种塑料粒子分装生产线,包括机架1以及设于机架1下方的送料装置2、螺杆挤塑装置、粒子切割装置4、脱水离心装置5、振动筛料装置6、称量装置7;
22.机架1在送料装置2的上方设有加料仓,加料仓设有加料管91,加料管91与送料装置2上方连接,加料管91上设有用于控制加料速度的控制阀911;
23.送料装置2的下端与螺杆挤塑装置的顶部进料口连接,送料装置2内设有与进料口连通的送料腔21,螺杆挤塑装置顶部还与设有与送料腔21连通排气通道31,所述送料腔21内设有滤芯211。
24.螺杆挤塑装置包括壳体以及设于壳体内的主转轴32,主转轴32为空心结构,所述
主转轴32内填充有冷却液,螺杆挤塑装置的出料口与粒子切割装置4通过连接部43连接,粒子切割装置4上设有连接部43,连接部43上设有与螺杆挤塑装置相适配的连接孔431,连接部43在连接孔431的一侧侧壁开设有滑槽,滑槽内设有滑动适配的换网器44,所述连接部43相对滑槽一侧侧壁开设有通孔432,还包括穿过通孔432用于将换网器44推出滑槽的推块45;
25.机架1上设有水泵8,水泵8设有与粒子切割装置4顶部连接的进水管道41,粒子切割装置4的下方设有出水管道42,出水管道42朝上延伸后与脱水离心装置5的连接;
26.脱水连接装置设有出料管道51,出料管道51与振动筛料装置6的顶部连接,振动筛料装置6设有出料斗61,出料斗61的下方设有称量装置7。
27.本实用新型的原理为:在机架1上设置补料仓9,可以直接通过控制阀911网送料装置2内加料,塑料粉末原料和塑料助剂混合通过送料装置2加入螺杆挤塑装置混合加热后,螺杆挤塑装置填充冷却液对混合加热的过程起到一定的冷却作用,避免产生过热现象,为了避免混合加热过程中产生的废气扩散对环境以及工人产生危害,通过排气通道31导流至送料腔21内,并经过滤芯211吸附过滤。塑料粒子成型后从出料口挤出,经过粒子切割装置4切粒,水泵8放水使水流从进水管道41进入粒子切割装置4切内,将粒子水冷,水流的势能将粒子经过出水管道42,进入脱水离心装置5脱水后,在进入振动筛料装置6内将杂质过滤后进入称量装置7,最后将塑料粒子称重后打包,将塑料粒子从生产到分装一条龙,能够节约工人的精力,提高生产效率。
28.以上所述仅是本实用新型的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本实用新型技术原理的前提下,还可以做出若干改进和变型,上述假设的这些改进和变型也应视为本实用新型的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1