一种压延机的制作方法
1.本技术涉及人造革生产的技术领域,尤其是涉及一种压延机。
背景技术:
2.人造革是一种外观、手感似皮革并可代替其使用的塑料制品。通常以织物为底基,涂覆合成树脂及各种塑料添加制成。主要有pvc人造革、pu人造革和pu合成革三类,人造革被广泛应用在包装、水处理、化学处理、化学传感器等多个领域。
3.相关技术中,可参考授权公告号为cn210651548u的中国实用新型专利,其公开了一种能调节人造革厚度的压延机构,包括工作台,工作台的上端左右两侧均固定连接有竖直设置的支撑板,工作台的上方设有两个压延辊,其中一个压延辊固定套接有第一转轴,且第一转轴的左右两端均通过第一滚动轴承分别与两个支撑板相向的两个侧壁转动连接,另一个压延辊通过第二滚动轴承转动套接有第二转轴,且第二转轴的左右两端均固定连接有固定机构并通过固定机构分别固定连接有第三转轴。该实用新型能够快速调节压延辊的辊距,便于生产出不同厚度的人造革,同时可以对压延后的人造革进行切割,利于进行后道工序,便于人们使用。
4.针对上述中的相关技术,发明人认为存在有以下缺陷:两个压延辊对物料进行挤压压延得到人造革,而压延后的人造革的两侧边会存在不规则的边沿,因此一般会设置对布料两侧边进行切割的切割刀,而切割下来的废边随着散落在机架两侧,从而造成了资源的浪费。
技术实现要素:
5.为了降低了资源的浪费,本技术提供了一种压延机。
6.本技术提供的一种压延机,采用如下的技术方案:
7.一种压延机,包括机架、转动设置在机架上的压延辊,所述机架上设置有切掉废边的切割刀,所述机架上设置有对废边进行收集的收集装置,所述收集装置包括;
8.收集杆,所述收集杆转动设置在机架上且用于收集废边;
9.转动机构,所述转动机构设置在机架上且与收集杆连接。
10.通过采用上述技术方案,物料进入压延辊压延成人造革,转动机构启动带动收集杆转动,切割刀切掉废边,收集杆转动来收集废边,以此来对废边进行收集,然后将废边取下进行回收,以此来降低了资源的浪费。
11.可选的,所述转动机构包括;
12.第一带轮,所述第一带轮设置在压延辊上;
13.第二带轮,所述第二带轮设置在收集杆上且通过皮带与第一带轮连接;
14.转动电机,所述转动电机设置在机架上且与压延辊连接。
15.通过采用上述技术方案,转动电机启动带动带动压延辊转动,压延辊转动带动第一带轮转动,第一带轮转动通过皮带带动第二带轮和收集杆转动,以此来实现转动电机启
动带动压延辊和收集杆同时转动,因此提高了压延辊对物料进行压延和收集杆收集废边时的同步性。
16.可选的,所述收集杆上套设有用于收集废边的纸筒,所述收集杆上设置有对纸筒进行定位的定位装置。
17.废边卷绕到收卷杆上,因此在取下废边时比较麻烦;
18.通过采用上述技术方案,废边卷绕到纸筒上,需要取下纸筒时,解锁定位装置,然后即能取下纸筒;更换新的纸筒,锁定定位装置,以此来对纸筒进行更换,从而提高了取下废边时的便利性。
19.可选的,所述定位装置包括;
20.定位盘,所述定位盘设置在收集杆上且纸筒抵触在定位盘上进行定位;
21.定位块,所述定位块设置在收集杆上且与纸筒插接配合。
22.通过采用上述技术方案,拉动纸筒远离定位盘,使得纸筒与收集杆脱离,以此来取下纸筒,然后将新的纸筒套设到收集杆上,使得定位块与纸筒插接配合,推动纸筒抵触到定位盘上进行定位,以此来实现纸筒的更换。
23.可选的,所述机架上设置有调节切割刀位置的调节装置,所述调节装置包括;
24.滑移座,所述滑移座滑移设置在机架上;
25.滑座,所述滑座滑移设置在滑移座上且切割刀设置在滑座上;
26.第一调节组件,所述第一调节组件设置在滑移座上且与滑座连接;
27.第二调节组件,所述第二调节组件设置在机架上且与滑移座连接。
28.通过采用上述技术方案,第二调节组件带动滑移座和切割刀远离压延辊,然后第一调节组件带动滑座和切割刀移动,调节完成后,第二调节组件带动切割刀抵触到压延辊上,以此来实现调节切割刀位置,从而可以实现对不同尺寸的人造革的侧边进行切割,提高了切割刀对人造革进行切割的适应范围,同时调节前使得切割刀远离压延辊,降低了调节切割刀时对压延辊造成的损伤。
29.可选的,所述第一调节组件包括;
30.调节螺杆,所述调节螺杆转动设置在滑移座上且与滑座螺纹连接;
31.调节盘,所述调节盘设置在调节螺杆上。
32.通过采用上述技术方案,转动调节盘转动带动调节螺杆转动,调节螺杆转动带动滑座和切割刀移动,以此来调节盘转动带动切割刀移动。
33.可选的,所述第二调节组件包括;
34.转动螺杆,所述转动螺杆转动设置在机架上且与滑移座连接;
35.转动盘,所述转动盘设置在转动螺杆上。
36.通过采用上述技术方案,转动转动盘转动带动转动螺杆转动,转动螺杆转动带动滑移座移动,滑移座移动带动切割刀靠近或远离压延辊,以此来实现转动转动盘带动切割刀靠近或远离压延辊。
37.可选的,所述滑移座上设置有用于显示尺寸的标尺,所述滑座上设置有指向标尺的指针。
38.通过采用上述技术方案,指针和标尺配合,从而显示切割刀移动时显示的尺寸,提高了调节切割刀时的便利性,也提高了调节切割刀时尺寸的精确性。
39.综上所述,本技术包括以下至少一种有益技术效果:
40.1.通过收集杆转动来收集废边,以此来对废边进行收集,然后将废边取下进行回收,以此来降低了资源的浪费;
41.2.通过废边卷绕到纸筒上,需要取下纸筒时,拉动纸筒即能取下纸筒;更换新的纸筒,使得纸筒套设到收集杆上,以此来对纸筒进行更换,从而提高了取下废边时的便利性;
42.3.通过第二调节组件带动切割刀远离压延辊,然后第一调节组件切割刀移动,调节完成后,第二调节组件带动切割刀抵触到压延辊上,以此来实现调节切割刀位置,从而可以实现对不同尺寸的人造革的侧边进行切割,提高了切割刀对人造革进行切割的适应范围,同时调节前使得切割刀远离压延辊,降低了调节切割刀时对压延辊造成的损伤。
附图说明
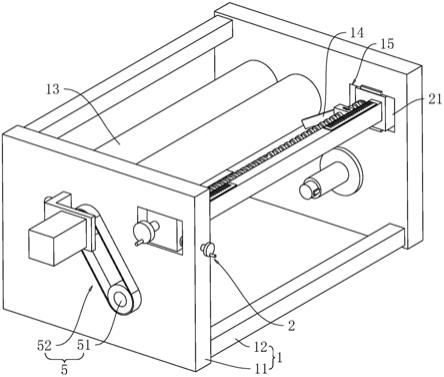
43.图1是本技术的立体结构示意图;
44.图2是本技术中调节装置的结构示意图;
45.图3是图2中a部的放大示意图;
46.图4是本技术中收集装置和定位装置的结构示意图。
47.附图标记:1、机架;11、立板;12、连接杆;13、压延辊;14、切割刀;15、滑移孔;16、标尺;17、指针;18、纸筒;19、定位槽;2、调节装置;21、滑移座;22、滑座;23、固定柱;24、限位块;25、滑移槽;26、滑移块;3、第一调节组件;31、调节螺杆;32、调节盘;33、第一转杆;4、第二调节组件;41、转动螺杆;42、转动盘;43、第二转杆;5、收集装置;51、收集杆;52、转动机构;53、第一带轮;54、第二带轮;55、转动电机;56、皮带;6、定位装置;61、定位盘;62、定位块。
具体实施方式
48.以下结合附图对1
‑
4对本技术作进一步详细说明。
49.本技术实施例公开一种压延机。
50.参照图1,压延机包括机架1,机架1包括立板11和连接杆12,立板11水平间隔设置有两个,连接杆12两端固定安装在两个立板11相对一侧的侧壁上,且连接杆12呈水平状态。
51.参照图1,两个立板11相对一侧的侧壁上铰接有水平的压延辊13,且压延辊13水平间隔设置有两个并用于对物料进行压延。立板11上安装有抵触在其中一个压延辊13上的切割刀14,切割刀14用于切割压延后的人造革的废边,立板11上设置有对废边进行收集的收集装置5。
52.参照图1和图2,切割刀14沿压延辊13轴线方向间隔设置有两个,立板11上设置有调节两个切割刀14位置的调节装置2,调节装置2包括滑移座21、滑座22、第一调节组件3和第二调节组件4;立板11相对一侧的侧壁上且位于与切割刀14接触的压延辊13一侧开设有滑移孔15。
53.参照图1和图2,滑移座21设置有两个且水平滑移安装在两个滑移孔15上,同时滑移座21滑移方向与压延辊13轴线垂直;两个滑移座21相对一侧的侧壁上固定安装有水平的固定柱23,且两个滑移座21上下两表面上均固定安装有抵触在两个立板11相对一侧的侧壁上的限位块24。
54.参照图2和图3,固定柱23靠近压延辊13一侧的侧壁上开设有水平的滑移槽25,滑座22设置有两个且均抵触在固定柱23靠近压延辊13一侧的侧壁上,同时滑座22上固定安装有滑移安装在滑移槽25上的滑移块26,因此滑座22通过滑移块26滑移安装在固定柱23上,且滑座22滑移方向与压延辊13轴线平行。
55.参照图1和图2,两个切割刀14分别固定安装在两个滑座22靠近压延辊13一侧的侧壁上,且切割刀14远离滑座22一端倾斜向下抵触在压延辊13上。第一调节组件3设置在两个滑移座21上且与两个滑座22连接,第一调节组件3包括调节螺杆31、调节盘32。
56.参照图1和图2,调节螺杆31水平铰接在两个滑移座21相对一侧的侧壁上,且调节螺杆31位于固定柱23靠近压延辊13一侧,调节螺杆31和压延辊13轴线平行,同时调节螺杆31上开设有两段螺旋线相反的螺纹段,且两段螺纹段分别与两个滑座22螺纹连接;同时调节螺杆31的一端穿出滑移座21外,调节盘32同轴固定安装在调节螺杆31穿出滑移座21外的一端上;调节盘32上偏心固定安装有第一转杆33。
57.参照图1和图2,第二调节组件4设置在其中一个立板11上且与滑移座21连接,第二调节组件4包括转动螺杆41、转动盘42,转动螺杆41水平铰接在滑移孔15上,且转动螺杆41轴线与调节螺杆31轴线垂直,同时转动螺杆41与滑移座21螺纹连接,且转动螺杆41的一端穿出立板11外。
58.参照图1和图2,转动盘42同轴固定安装在转动螺杆41穿出立板11外的一端上,转动盘42上偏心固定安装有第二转杆43。固定柱23上表面上固定安装有标尺16,且标尺16长度方向与调节螺杆31轴线平行,同时标尺16沿调节螺杆31轴线间隔设置有两个,且两个标尺16与两个滑座22一一对应设置;两个滑座22上表面上均固定安装有指向标尺16的指针17。
59.参照图1和图4,收集装置5包括收集杆51和转动机构52,收集杆51设置有两个且铰接在立板11相对一侧的侧壁上,且收集杆51位于压延辊13和切割刀14下方,同时收集杆51和压延辊13轴线平行;两个收集杆51上均套设有用于收集废边的纸筒18,收集杆51上设置有对纸筒18进行定位的定位装置6。
60.参照图1和图4,定位装置6包括定位盘61和定位块62,定位盘61同轴固定安装在收集杆51上,且两个定位盘61位于两个立板11之间,同时纸筒18靠近立板11的一端抵触在定位盘61上;定位块62固定安装在收集杆51外侧壁上,且定位块62位于定位盘61远离立板11一侧,纸筒18内侧壁上开设有与定位块62插接配合的定位槽19。
61.参照图1和图4,转动机构52设置在立板11上且与收集杆51连接,转动机构52包括第一带轮53、第二带轮54和转动电机55,第一带轮53设置有两个,且两个第一带轮53固定安装在压延辊13穿出立板11外的一端上。
62.参照图1和图4,两个收集杆51相背的一端分别穿出两个立板11相背的两侧壁外,第二带轮54设置有两个,且两个第二带轮54同轴固定安装在两个收集杆51穿出立板11外的一端上;同时两个第一带轮53和两个第二带轮54均通过皮带56连接在一起;转动电机55固定安装立板11侧壁上,且转动电机55输出轴与压延辊13穿出立板11外的一端连接。
63.本技术实施例的工作原理为:
64.物料进入两个压延辊13压延成人造革,切割刀14对人造革的废边进行切割,废边收卷到纸筒18上,转动电机55启动带动第一带轮53和压延辊13转动,第一带轮53通过皮带
56带动第二带轮54转动,第二带轮54转动带动收集杆51和纸筒18转动,因此压延辊13和纸筒18同时转动,以此来实现对物料压延和收卷废边,从而实现对废边的回收利用,以此来降低了资源的浪费。
65.纸筒18需要更换时,转动电机55停止运行,使用工具剪断废边,将废边卷绕到新的纸筒18,然后将纸筒18套设到收集杆51上,使得定位块62与定位槽19插接配合,推动纸筒18与定位盘61抵触,以此来实现更换纸筒18,从而提高了取下废边时的便利性。
66.转动第二转杆43带动转动盘42转动,转动盘42转动带动转动螺杆41转动,转动螺杆41转动带动滑移座21和切割刀14远离压延辊13,然后转动第一转杆33带动调节盘32转动,调节盘32转动带动调节螺杆31转动,调节螺杆31转动带动滑座22和切割刀14移动,以此来实现调节两个切割刀14的位置,调节完成后,转动第二转杆43带动切割刀14抵触到压延辊13上,从而可以实现对不同尺寸的人造革的进行切割,提高了切割刀14对人造革进行切割的适应范围。
67.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1