模具的制作方法
1.本实用新型涉及注塑技术领域,尤其涉及一种模具。
背景技术:
2.现有模具一般采用流道机构向注塑腔内注入注塑料,以在注塑腔内形成注塑件。注塑件在冷却过程中,位于浇注口或流道本体中的注塑料也会随之凝固,形成的凝固结构会连接在注塑件上,注塑件脱模后由模具顶出时,凝固结构会同注塑件一起顶出。因此,后续需要人工将凝固结构与注塑件分离并将连接处进行打磨,增加人工成本,降低了生产效率。
技术实现要素:
3.基于此,有必要提供一种模具,旨在解决现有注塑过程中需要人工将注塑件与凝固结构分离的技术问题。
4.为了解决上述技术问题,本实用新型采用的技术方案为:
5.一种模具,包括第一模体、第二模体和滑块组件,所述第一模体和所述第二模体围设形成注塑腔,所述第一模体和所述第二模体能够沿第一方向相对移动,以实现开合模,所述滑块组件设于所述第一模体和所述第二模体之间,所述滑块组件内设有流道,所述流道与所述注塑腔连通,所述滑块组件能够相对所述第一模体和所述第二模体滑动,以使所述流道与所述注塑腔分离。
6.在所述模具的一些实施例中,所述流道包括本体和浇注口,所述本体通过所述浇注口与所述注塑腔连通,所述滑块组件包括弯折凸起,所述弯折凸起向所述流道相对所述注塑腔分离方向一侧弯折,以形成所述浇注口。
7.在所述模具的一些实施例中,所述弯折凸起包括第一平面和第二平面,所述浇注口包括与所述注塑腔连通的第一端,所述第一平面与所述第一端位于同一平面,所述滑块组件相对所述第一模体和所述第二模体滑动方向平行于所述平面,所述第二平面与所述第一平面相交,形成位于所述第一端的尖端,所述尖端位于所述平面内。
8.在所述模具的一些实施例中,所述滑块组件还包括导向凸起,所述导向凸起位于所述浇注口并向所述浇注口内凸起。
9.在所述模具的一些实施例中,所述导向凸起包括第三平面和导向面,所述第三平面平行于所述浇注口的延伸方向,所述导向面自所述本体向所述第三平面延伸。
10.在所述模具的一些实施例中,所述滑块组件包括第一滑块和第二滑块,所述第一滑块设于所述第一模体,所述第二滑块设于所述第二模体,所述第一滑块和所述第二滑块围设形成所述流道,所述模具还包括驱动块,所述驱动块能够驱动所述第一滑块相对所述第一模体滑动,进而通过所述第一滑块带动所述第二滑块相对所述第二滑块滑动,以使所述流道与所述注塑腔分离。
11.在所述模具的一些实施例中,所述第一滑块上设有第一导向部,所述第二滑块上
设有第二导向部,在合模时,所述第一导向部和所述第二导向部能够贴合并相对滑动,以使所述第二滑块靠近所述第一滑块,形成所述流道,在开模时,所述第一导向部和所述第二导向部能够贴合并相对滑动,以使所述第二滑块远离所述第一滑块,将所述流道位于所述第一滑块一侧露设于所述第一滑块。
12.在所述模具的一些实施例中,所述滑块组件还包括第一弹性件,所述第一弹性件设于所述第二模体和所述第二滑块之间,在合模时,所述第一弹性件能够被所述第二滑块压缩至所述第二模体上,在开模时,所述第一弹性件能够驱动所述第二滑块,以使所述第二导向部能够与所述第一导向部贴合。
13.在所述模具的一些实施例中,所述滑块组件还包括第一顶出件和第二弹性件,所述第一滑块上设有第一通孔,所述第一通孔贯穿所述第一滑块,所述第一通孔具有与所述流道连通的第二端,所述第一顶出件收容于所述第一通孔,所述第二弹性件收容于所述第一通孔且位于所述第一顶出件和所述第一滑块之间,所述第二弹性件能够将第一顶出件抵设于所述第一模体,以使所述第一顶出件的一端互补于所述第二端,所述模体还包括第一顶出机构,所述第一顶出机构位于所述第一模体,所述第一顶出机构能够在开模后驱动所述第一顶出件压缩所述第二弹性件并由所述第二端伸出。
14.在所述模具的一些实施例中,所述驱动块能够相对所述第一模体滑动,所述驱动块相对所述第一模体的滑动方向与所述第一滑块相对所述第一模体的滑动方向相交。
15.实施本实用新型实施例,将具有如下有益效果:
16.上述方案的模具除了具备极佳的注塑成型效能之外,其还能够避免人工将注塑件与凝固结构分离。具体而言,该模具包括围设形成注塑腔的第一模体和第二模体。第一模体和第二模体能够沿第一方向相对移动,以实现开合模。模具还包括设于第一模体和第二模体之间的滑块组件,滑块组件内设有流道,流道与注塑腔连通,如此使得注塑料能够经流道进入注塑腔,形成注塑件,同时,流道内的注塑料凝固形成连接于注塑件上的凝固结构。进一步地,滑块组件能够相对第一模体和第二模体滑动,以使流道与注塑腔分离。此时,注塑件受第一模体和第二模体限制固定于注塑腔内,而凝固结构受滑块组件的限制固定于流道内,因此当流道与注塑腔分离时,能够保证凝固结构与注塑件分离,并保证分离时注塑件不相对第一模体和第二模体移动,从而避免分离过程中注塑件发生变形。
附图说明
17.为了更清楚地说明本实用新型实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
18.其中:
19.图1为一个实施例中模具的示意图;
20.图2为图1所示模具的俯视图;
21.图3为图2中a-a向剖视图;
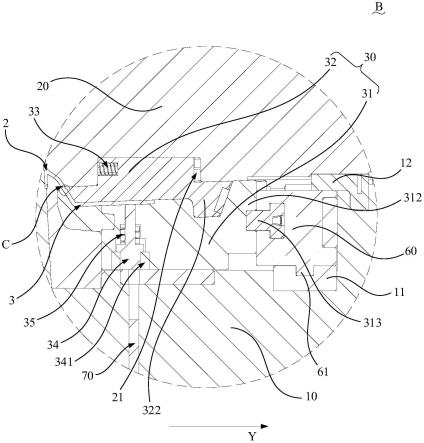
22.图4为图3中b部放大结构示意图;
23.图5为图4中c部放大结构示意图;
24.图6为图1所示模具去掉第二模体后与注塑件和凝固件的位置示意图;
25.图7为图6中d部放大结构示意图;
26.图8为图6中e部放大结构示意图;
27.图9为图1所示模具去掉第二模体后的示意图;
28.图10为图9中f部放大结构示意图;
29.图11为图9中g部放大结构示意图。
具体实施方式
30.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
31.请一并结合图1至图5,现对本实用新型提供的模具进行说明。该模具包括第一模体10、第二模体20和滑块组件30。第一模体10和第二模体20围设形成注塑腔40。第一模体10和第二模体20能够沿第一方向相对移动,以实现开合模。即第一模体10和第二模体20沿第一方向相互靠近,以实现合模。第一模体10和第二模体20沿第一方向相互远离,以实现开模。进一步地,滑块组件30设于第一模体10和第二模体20之间,滑块组件30内设有流道50,流道50与注塑腔40连通,滑块组件30能够相对第一模体10和第二模体20滑动,以使流道50与注塑腔40分离。本实施例中,第一方向平行于图1中箭头x所指方向。第一模体10可为后模,第二模体20可为前模。
32.综上,实施本实用新型实施例,将具有如下有益效果:上述方案的模具除了具备极佳的注塑成型效能之外,其还能够避免人工将注塑件2与凝固结构3分离。具体而言,该模具包括围设形成注塑腔40的第一模体10和第二模体20。第一模体10和第二模体20能够沿第一方向相对移动,以实现开合模。模具还包括设于第一模体10和第二模体20之间的滑块组件30,滑块组件30内设有流道50,流道50与注塑腔40连通,如此使得注塑料能够经流道50进入注塑腔40,形成注塑件2,同时,流道50内的注塑料凝固形成连接于注塑件2上的凝固结构3。进一步地,滑块组件30能够相对第一模体10和第二模体20滑动,以使流道50与注塑腔40分离。此时,注塑件2受第一模体10和第二模体20限制固定于注塑腔40内,而凝固结构3受滑块组件30的限制固定于流道50内,因此当流道50与注塑腔40分离时,能够保证凝固结构3与注塑件2分离,并保证分离时注塑件2不相对第一模体10和第二模体20移动,从而避免分离过程中注塑件2发生变形。
33.在一个实施例中,如图4、图5图9和图10所示,流道50包括本体51和浇注口52。本体51通过浇注口52与注塑腔40连通。即注塑料能够依次经过本体51和浇注口52进入注塑腔40。进一步地,滑块组件30包括弯折凸起311。弯折凸起311向流道50相对注塑腔40分离方向一侧弯折,以形成浇注口52。即弯折凸起311的弯折方向与注塑件2与凝固结构3分离时,滑块组件30的移动方向一致,使得注塑料凝固时能够在弯折凸起311处形成缺口,从而在注塑件2和凝固结构3之间形成薄弱点,方便驱动滑块组件30时,注塑件2和凝固结构3在缺口处形成裂纹,同时,弯折凸起311能够将裂纹扩大直至注塑件2与凝固结构3完全分离。本实施例中,滑块组件30沿图4中箭头y方向移动,以使流道50与注塑腔40分离,因此,弯折凸起311
设于流道50面向箭头y方向一侧。可以理解为在其他实施例中,滑块组件30沿背离图4中箭头y方向移动,以使流道50与注塑腔40分离,此时,弯折凸起311需要设于流道50背向箭头y方向一侧。
34.在一个实施例中,如图5所示,弯折凸起311包括第一平面3111和第二平面3112,浇注口52包括与注塑腔40连通的第一端521。第一平面3111与第一端521位于同一平面。滑块组件30相对第一模体10和第二模体20滑动方向平行于上述同一平面。第二平面3112与第一平面3111相交,形成位于第一端521的尖端3113,尖端3113位于上述同一平面内。如此能够进一步限定缺口的形状,进一步提升注塑件2与凝固结构3之间分离效果,避免产生毛刺。
35.在一个实施例中,请继续参阅图5,滑块组件30还包括导向凸起321。导向凸起321位于浇注口52并向浇注口52内凸起。如此通过导向凸起321的设置能够将注塑料压缩并快速经过浇注口52,以降低弯折凸起311阻碍注塑料对注塑效率的影响。
36.在一个实施例中,请继续参阅图5,导向凸起321包括第三平面3211和导向面3212。第三平面3211平行于浇注口52的延伸方向,即第三平面3211平行于注塑料移动方向。导向凸起321向浇注口52内凸起,能够将注塑料的移动路径的径向尺寸缩小,而第三平面3211能够增加上述移动路径的径向尺寸缩小的长度范围,以对注塑料重新进行整流,避免因为移动路径的径向尺寸缩小产生波动,影响注塑效果。进一步地,导向面3212自本体51向第三平面3211延伸。如此使得注塑件2更平稳的流入上述移动路径的径向尺寸缩小的部分。本实施例中,第三平面3211的一端延伸至第一端521,起到将注塑料导入注塑腔40的作用。进一步地,由于弯折凸起311和导向凸起321相对设置形成浇注口52,如此使得第一端521的尺寸更小,更有利于注塑件2和凝固结构3分离。
37.在一个实施例中,滑块组件30可为一体结构。而本实施例中,滑块组件30可为分体结构。具体地,如图4所示,滑块组件30包括第一滑块31和第二滑块32。第一滑块31设于第一模体10。第二滑块32设于第二模体20。第一滑块31和第二滑块32围设形成流道50。本实施例中,弯折凸起311位于第一滑块31上,导向凸起321位于第二滑块32上。进一步地,模具还包括驱动块60。驱动块60能够驱动第一滑块31相对第一模体10滑动,进而通过第一滑块31带动第二滑块32相对第二滑块32滑动,以使流道50与注塑腔40分离。如此使得在注塑件2和凝固结构3分离初期凝固结构3能够被压缩,以更有利于在注塑件2和凝固结构3之间产生裂纹。
38.在一个实施例中,如图4所示,第一滑块31上设有第一导向部312。第二滑块32上设有第二导向部322。在合模时,第一导向部312和第二导向部322能够贴合并相对滑动,以使第二滑块32靠近第一滑块31,形成流道50。在开模时,第一导向部312和第二导向部322能够贴合并相对滑动,以使第二滑块32远离第一滑块31,将流道50位于第一滑块31一侧露设于第一滑块31。如此通过第一导向部312和第二导向部322配合能够提高第一滑块31与第二滑块32之间配合的稳定性,提高形成的流道50尺寸精度,以提高后续注塑件2与凝固结构3分离效果。本实施例中,第一导向部312和第二导向部322在合模时为插接关系,起到合模定位作用,进一步保证流道50尺寸精度,尤其是浇注口52的尺寸精度。进一步地,第一导向部312和第二导向部322的贴合面均倾斜于第一方向。
39.在一个实施例中,如图4所示,滑块组件30还包括第一弹性件33。第一弹性件33设于第二模体20和第二滑块32之间。在合模时,第一弹性件33能够被第二滑块32压缩至第二
模体20上,以能够产生驱动第二滑块32的驱动力。在开模时,第一弹性件33能够驱动第二滑块32,以使第二导向部322能够与第一导向部312贴合,保证第一滑块31与第二滑块32平稳分离。本实施例中,第二滑块32上设有沉槽,合模时,第二弹性件能够在第二滑块32将其压缩在第二模体20上时收容于沉槽,保证第二滑块32开设有上述沉槽一侧能够与第二模体20贴合,进一步提高流道50精度。同时沉槽的限制能够提高第一弹性件33驱动第二滑块32的弹力方向精度,避免第二滑块32偏离预设滑动路径而锁死。进一步地,如图4、图6和图7所示,第二模体20上设有第一压块21,该第一压块21能够将第二滑块32压合在第二模体20上,提高第二滑块32相对第二模体20滑动的稳定性,第二滑块32上设有位于第一压块21和第二模体20之间的第一滑动部,第一压块21通过第一滑动部将第二滑块32压合在第二模体20上。本实施例中,第一弹性件33为弹簧、弹性橡胶或弹片。
40.在一个实施例中,如图4所示,滑块组件30还包括第一顶出件34和第二弹性件35。第一滑块31上设有第一通孔。第一通孔贯穿第一滑块31。第一通孔具有与流道50连通的第二端。第一顶出件34收容于第一通孔。第二弹性件35收容于第一通孔且位于第一顶出件34和第一滑块31之间,第二弹性件35能够将第一顶出件34抵设于第一模体10,以使第一顶出件34的一端互补于第二端。即第一滑块31、第二滑块32和第一顶出件34围设形成流道50。
41.进一步地,模体还包括第一顶出机构70。第一顶出机构70位于第一模体10。第一顶出机构70能够在开模后驱动第一顶出件34压缩第二弹性件35并由第二端伸出。如此使得第一滑块31和第二滑块32分离后,可通过第一顶出机构70驱动第一顶出件34由第二端伸出以将凝固结构3从流道50内顶出,方便继续进行注塑,提高生产效率。本实施例中,第一通孔远离第二端的一端设有与第一滑块31连接的第一限位件341,第一限位件341用于防止第一顶出件34从第一通孔内脱出并保证第一顶出件34互补第二端的精度。第一顶出机构70能够延时驱动第一顶出件34,即当注塑件2与凝固结构3分离且第一滑块31与第二滑块32分离后驱动第一顶出件34,第一模体10上设有第一通槽,第一顶出机构70收容于第一通槽。当注塑件2与凝固结构3分离后,第一通槽能够与第一通孔相对,即通过第一滑块31相对第一模体10滑动使得第一通槽能够与第一通孔相对。本实施例中,第二弹性件35为弹簧、弹性橡胶或弹片。
42.在一个实施例中,如图4、图6和图9所示,驱动块60能够相对第一模体10滑动,驱动块60相对第一模体10的滑动方向与第一滑块31相对第一模体10的滑动方向相交,如此能够使得滑块组件30和驱动块60之间更紧凑,避免驱动驱离过长增加避让驱动块60的空间。本实施例中,驱动块60相对第一模体10的滑动方向与第一滑块31相对第一模体10的滑动方向垂直。驱动块60与第一滑块31之间通过t型槽和t型块313配合实现驱动块60对第一滑块31的驱动,在提高驱动稳定性的同时,减少了模具整体体积。本实施例中,t型槽位于驱动块60上,t型块313位于第一滑块31上。同时,第一模体10上设有第一导向件11,驱动块60上设有第二导向件61,通过第一导向件11和第二导向件61的配合,已提升驱动件相对第一模体10滑动的稳定性。本实施例中,第一导向件11上设有凹槽部,第二导向件61上设有与凹槽部配合的滑动凸起。进一步地,第一模体10上还设有第二压块12,第二压块12位于驱动块60远离t型槽一侧可与t型块313一同将驱动块60压合在第一导向部312上,保证驱动块60滑动的稳定性,进而提升驱动块60驱动第一滑块31的稳定性。本实施例中,如图6和图9所示,模具还包括驱动单元80,驱动单元80用于驱动驱动块60相对第一模体10滑动。同时,第一模体10上
还设有限位凸起以限制驱动块60滑动范围。
43.在一个实施例中,如图7和图11所示,模具还设有通道314,模具还包括浇注机构90,第一滑块31和第二模体20围设形成通道314,浇注机构90通过通道314与本体51远离浇注口52的一端连通。注塑料凝固后能够在通道314内形成与凝固结构3连为一体的凝固件4。通过设置通道314使得浇注机构90能够远离滑块组件30,避免浇注机构90对开合模以及滑块组件30滑动产生干涉。
44.在一个实施例中,滑块组件30还包括第二顶出件和第三弹性件,第一滑块31上设有第二通孔,第二通孔贯穿第一滑块31,第二通孔具有与通道314连通的第三端3141,第二顶出件收容于第二通孔,第三弹性件收容于第二通孔且位于第二顶出件和第一滑块31之间,第三弹性件能够将第二顶出件抵设于第一模体10,以使第二顶出件的一端互补于第三端3141,即第一滑块31、第二模体20和第二顶出件围设形成通道314。进一步地,模体还包括第二顶出机构,第二顶出机构位于第一模体10,第二顶出机构能够在开模后驱动第二顶出件压缩第三弹性件并由第三端3141伸出。如此使得第二模体20和第一滑块31分离后,可通过第二顶出机构驱动第二顶出件由第三端3141伸出以抵接在凝固件4上,与第一顶出件34一同将凝固结构3和凝固件4顶出,方便继续进行注塑,提高生产效率。本实施例中,第二通孔远离第三端3141的一端设有与第一滑块31连接的第二限位件,第二限位件用于防止第二顶出件从第二通孔内脱出并保证第二顶出件互补第三端3141的精度。第二顶出机构能够延时驱动第二顶出件,即当注塑件2与凝固结构3分离且第一滑块31与第二滑块32分离后驱动第二顶出件,第一模体10上设有第二通槽,第二顶出机构收容于第二通槽。当注塑件2与凝固结构3分离后,第二通槽能够与第二通孔相对,即通过第一滑块31相对第一模体10滑动使得第二通槽能够与第二通孔相对。本实施例中,第三弹性件为弹簧、弹性橡胶或弹片。
45.在一个实施例中,如图7所示,第二模体20上设有凹槽。凹槽自通道314向第二模体20内延伸并沿第二顶出件的移动方向与第三端3141相对设置。如此使得凝固件4上能够形成凸块5,以提高凝固件4强度,防止第二顶出件将凝固件4顶出时因凝固件4强度不够将其破坏,形成的碎片污染模具。同时,第二端形成在凝固结构3强度较高的位置。本实施例中,通道314和流道50之间形成夹角,第二端靠近通道314和流道50交接处出设置,降低了第一顶出件34将凝固结构3破坏的风险,保证凝固结构3和凝固件4顶出后结构完整。
46.在一个实施例中,如图8所示,模具还包括限位开关13和触发件315。限位开关13包括第一触点131和第二触点132。触发件315设于第一滑块31。合模时,触发件315与第一触点131接触,以提示合模完成。流道50与注塑腔40分离时,触发件315随第一滑块31移动与第二触点132接触,以提示分离完成。如此通过第一滑块31移动至不同位置能够自动提示移动是否到位,方便进行下一工序。
47.进一步地,第一触点131和第二触点132上分别设有第一滚轮1311和第二滚轮1321,触发件315上设有用于与第一滚轮1311接触的第一导向面和用于与第二滚轮1321接触的第二导向面。本实施例中,触发件315位于第一滚轮1311和第二滚轮1321之间。第一导向面和第二导向面沿第一滑块31滑动方向位于触发件315两侧。第一导向面与第一滚轮1311接触,从而驱动第一触点131开启。第二导向面与第二滚轮1321接触,从而驱动第二触点132开启。上述设置能够降低触发件315对第一触点131和第二触点132的冲击,从而提高第一触点131和第二触点132的寿命。可以理解为在其他实施例中,第一触点131和第二触点
132还可以激光传感器,通过触发件315对第一触点131和第二触点132发出激光的遮挡实现第一滑块31位置提示。
48.以上所述实施例的各技术特征可以进行任意的组合,为使描述简洁,未对上述实施例中的各个技术特征所有可能的组合都进行描述,然而,只要这些技术特征的组合不存在矛盾,都应当认为是本说明书记载的范围。
49.以上所揭露的仅为本实用新型较佳实施例而已,当然不能以此来限定本实用新型之权利范围,因此依本实用新型权利要求所作的等同变化,仍属本实用新型所涵盖的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1