一种胶条焊接机的制作方法
1.本实用新型涉及胶条焊接技术领域,尤其涉及到一种用于焊接胶条的装置,具体是指一种胶条焊接机。
背景技术:
2.胶条在生产时,通常以挤出方式成型,因此胶条多呈长条状,在使用时根据需要截取相应长度。但是有些应用场合会用到环形的胶条圈,因此需要将长条状的胶条两端进行熔融焊接。目前的胶条焊接设备虽然可以满足焊接成圈的要求,但是在焊接操作的安全性方面存在不足,会出现设备伤手的情况。
技术实现要素:
3.本实用新型针对现有技术的不足,提供一种胶条焊接机,在实现胶条焊接的同时,提高了操作的安全性。
4.本实用新型是通过如下技术方案实现的,提供一种胶条焊接机,包括机架,以及安装在机架上的上焊接模具和下焊接模具,上焊接模具的下表面设有上凹槽,下焊接模具的上表面设有与所述上凹槽相对的下凹槽,上凹槽和下凹槽形成与胶条适配的夹持孔,夹持孔的轴线沿横向延伸;
5.机架上还设有驱动上焊接模具朝向下焊接模具移动的驱动装置,以及串联在所述驱动装置的供电电路中的两电路开关,两所述电路开关之间的距离大于操作者单手最大尺寸。
6.本方案在使用时,将胶条的两端放置在下凹槽中,且胶条的两端接触,然后启动驱动装置,使上凹槽下移,将胶条两端固定在夹持孔中,通过上焊接模具和下焊接模具对胶条待连接处加热焊接,由于两电路开关的设置,使得操作者必须使用双手同时闭合两电路开关,驱动装置才能启动,因此确保了在驱动装置启动时,操作者的双手均位于电路开关处,从而避免了焊接模具伤手。
7.作为优化,两所述电路开关分别安装在机架的左、右两侧。本优化方案的设置,更符合操作习惯,而且方便在操作电路开关时观察焊接处的情况,便于及时中止操作。
8.作为优化,夹持孔的轴线沿左右方向延伸。本优化方案方便放置胶条、闭合电路开关、取下胶条三个步骤动作的衔接,操作者无需转身即可实现三个步骤的完成,更加符合人机工程学。
9.作为优化,机架上罩设有外罩,外罩朝向操作者的侧面安装有显示上焊接模具温度的上加热温控表,以及显示下焊接模具温度的下加热温控表,且上加热温控表位于下加热温控表的上方。本优化方案通过设置上加热温控表和下加热温控表,方便操作者掌握上、下焊接模具的加热温度,确保焊接质量,上加热温控表和下加热温控表的位置关系与上焊接模具、下焊接模具的位置关系相对应,更方便操作者观察和判断。
10.作为优化,所述驱动装置为竖直设置的气缸,气缸的活塞杆下端与上焊接模具固
接,气缸电性连接时间继电器。本优化方案采用气缸作为驱动装置,结构简单,便于控制,通过时间继电器控制焊接时间,到达时间继电器设置的焊接时间后,气缸自动缩回。
11.作为优化,机架上固接有分别位于气缸活塞杆两侧的导向柱,气缸的活塞杆下端固接有与所述导向柱沿竖向滑接的导向座,上焊接模具固接于导向座的底面。本优化方案通过设置导向柱,对导向座进行竖直方向的导向,从而保证上焊接模具沿竖直方向移动,避免偏斜。
12.作为优化,下焊接模具的左、右两侧分别固设有支撑胶条的支撑台。本优化方案通过设置支撑台,在将胶条放置在下凹槽中时,给胶条提供更大范围的支撑,避免胶条滑落。
13.本实用新型的有益效果为:通过在机架两侧分别设置与驱动装置供电电路串联的两电路开关,使得操作者必须同时使用双手分别对两电路开关进行操作,从而确保了在驱动装置启动时,操作者的双手已离开上、下加热模具处,从而保证了使用安全。
附图说明
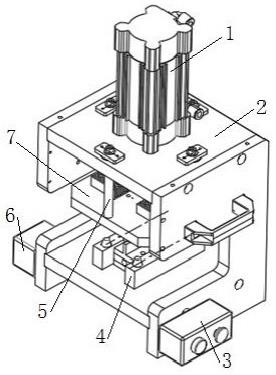
14.图1为本实用新型不带有外罩结构示意图;
15.图2为本实用新型主视图;
16.图3为本实用新型侧视图;
17.图4为本实用新型带有外罩的结构示意图;
18.图中所示:
19.1、驱动装置,2、机架,3、第二按钮开关,4、支撑台,5、导向柱,6、第一按钮开关,7、导向座,8、上焊接模具, 9、下焊接模具,10、加热管,11、上加热温控表,12、下加热温控表,13、时间继电器。
具体实施方式
20.为能清楚说明本方案的技术特点,下面通过具体实施方式,对本方案进行阐述。
21.如图1所示一种胶条焊接机,包括机架2,以及安装在机架上的上焊接模具8、下焊接模具9、驱动装置1和两个电路开关,机架上罩设有外罩,上焊接模具8位于下焊接模具9的正上方,驱动装置位于外罩内部的上焊接模具正上方。
22.上焊接模具的下表面设有上凹槽,下焊接模具的上表面设有与所述上凹槽相对的下凹槽,上凹槽和下凹槽形成与胶条适配的夹持孔,夹持孔的轴线沿左右方向水平延伸,上凹槽和下凹槽均为多个,可同时焊接多根胶条,以提高生产效率。上焊接模具8和下焊接模具9内均设有加热管10,通过上焊接模具8和下焊接模具9将固定在夹持孔内的胶条两端部加热焊接。
23.驱动装置1驱动上焊接模具朝向下焊接模具移动,本实施例的驱动装置为竖直设置的气缸,气缸电性连接的时间继电器13,气缸的缸体与机架固定连接,气缸的活塞杆向下竖直伸出,气缸的活塞杆下端与上焊接模具固定连接。
24.两电路开关分别为第一按钮开关6和第二按钮开关3,第一按钮开关和第二按钮开关串联在气缸的供电电路中,第一按钮开关和第二按钮开关之间的距离大于操作者单手最大尺寸,以避免单手同时按动第一按钮开关和第二按钮开关,为了便于操作,本实施例的两电路开关分别安装在机架的左、右两侧,第一按钮开关6位于机架的左侧,第二按钮开关3位
于机架的右侧,本实施中,在机架的左侧面设置单开关盒,第一按钮开关安装于单开关盒中,机架的右侧面设有双开关盒,第二按钮开关安装在双开关盒中,双开关盒中还安装有急停按钮。
25.外罩朝向操作者的侧面安装有显示上焊接模具温度的上加热温控表11,以及显示下焊接模具温度的下加热温控表12,且上加热温控表位于下加热温控表的上方。为了便于观察,本实施例的时间继电器13也安装在外罩朝向操作者的侧面。
26.机架上固接有分别位于气缸活塞杆两侧的导向柱5,气缸的活塞杆下端固接有与所述导向柱沿竖向滑接的导向座7,上焊接模具固接于导向座的底面,通过导向柱给导向座提供竖直方向的导向,从而避免上焊接模具的移动发生偏斜。为了提高导向效果,本实施在活塞杆外围沿周向均设设有四根导向柱。
27.为了避免胶条放置后滑落,本实施例在下焊接模具的左、右两侧分别固设有支撑胶条的支撑台4,通过支撑台增大对胶条的支撑范围。
28.本实施例的焊接机在使用时的动作流程主要包括两方面:一方面,打开电源后,通过加热管将上焊接模具和下焊接模具加热至焊接所需温度,并给时间继电器设置焊接时间;另一方面,操作人员将需要焊接的胶条两端放置在下焊接模具的下凹槽,并使胶条两端接触,然后操作人员左、右手同时按下设备两侧的按钮开关,启动气缸,气缸带动上焊接模具下移,并与下焊接模具贴合,使胶条的待焊接两端固定在夹持孔中,到达时间继电器设置的焊接时间后,气缸上升,操作人员将焊接好的胶条连同模具取出,焊接完成。
29.当然,上述说明也并不仅限于上述举例,本实用新型未经描述的技术特征可以通过或采用现有技术实现,在此不再赘述;以上实施例及附图仅用于说明本实用新型的技术方案并非是对本实用新型的限制,参照优选的实施方式对本实用新型进行了详细说明,本领域的普通技术人员应当理解,本技术领域的普通技术人员在本实用新型的实质范围内所做出的变化、改型、添加或替换都不脱离本实用新型的宗旨,也应属于本实用新型的权利要求保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1