一种用于塑木生产的螺杆挤出装置的制作方法
1.本实用新型涉及塑木加工技术领域,具体为一种用于塑木生产的螺杆挤出装置。
背景技术:
2.目前挤出螺杆在一处受到损坏时,需要整体进行更换,浪费资源和成本,同时挤出螺杆的体积较大在运输的过程中占用空间,不便运输;挤出物在进行挤出时,带有热量,且易塌软,不成型,每个人对挤出物物体的大小需求不同,需要用到不同机器进行运作,浪费时间和成本,成型板不具有拆卸和安装的作用,不能对挤出物大小进行调节,因此本领域工作人员提出了一种用于塑木生产的螺杆挤出装置。
技术实现要素:
3.针对现有技术的不足,本实用新型提供了一种用于塑木生产的螺杆挤出装置,解决了挤出螺杆在一处受到损坏时,需要整体进行更换,不能对挤出物大小进行调节,成型板不具有拆卸和安装的作用的问题。
4.为实现以上目的,本实用新型通过以下技术方案予以实现:一种用于塑木生产的螺杆挤出装置,包括工作台,所述工作台的顶部分别固定安装有电机和螺杆套筒,所述螺杆套筒的外部分别设置有加热管和隔热套,所述电机的动力驱动端贯穿螺杆套筒的内部且连接有挤出螺杆机构,所述螺杆套筒的顶部一侧连接有料斗,所述螺杆套筒的出料端固定连接有挤出组件;
5.所述挤出螺杆机构包括第一螺杆组件、第二螺杆组件和第三螺杆组件;
6.所述第一螺杆组件包括设置在螺杆套筒内部的第一绞龙轴,所述第一绞龙轴的一端分别固定安装有第一固定柱和第二固定柱,所述第一固定柱和第二固定柱的内部均开设有第一螺孔,所述第一螺孔的内部设置有螺栓;
7.所述第二螺杆组件包括设置在第一螺杆组件和第三螺杆组件之间的第二绞龙轴,所述第二绞龙轴的两端分别开设有两个相对称的第一卡槽和第二卡槽,所述第一卡槽和第二卡槽的内部均开设有第二螺孔;
8.所述挤出组件包括设置在螺杆套筒外部一侧的成型模具,所述成型模具的外部设置有冷却管,所述成型模具的内部开设有凹槽,所述凹槽的内部设置有成型板。
9.作为本实用新型进一步的技术方案,所述加热管位于螺杆套筒和隔热套之间,所述第一螺杆组件和第三螺杆组件为两个结构相同的构件。
10.作为本实用新型进一步的技术方案,所述第一螺杆组件和第二螺杆组件共同通过螺栓形成固定连接结构,所述螺栓分别与第一螺孔和第二螺孔相适配。
11.作为本实用新型进一步的技术方案,第一固定柱位于第一卡槽的内部,所述第二固定柱位于第二卡槽的内部。
12.作为本实用新型进一步的技术方案,所述凹槽的内部两侧开设有两个相对称的滑槽,所述成型板的外部两侧固定安装有两个相对称的滑块,所述滑槽和滑块为滑动连接结
构。
13.作为本实用新型进一步的技术方案,所述第二固定柱的一端设置有第一螺纹,所述第二卡槽的内部设置有第二螺纹,所述第一螺纹和第二螺纹相适配。
14.有益效果
15.本实用新型提供了一种用于塑木生产的螺杆挤出装置。与现有技术相比具备以下有益效果:
16.1、一种用于塑木生产的螺杆挤出装置,各个螺杆的分段之间使用螺纹和螺栓连接,在使用的过程中便于安装和拆卸,同时不容易脱开,也不会造成机器的损坏,经济实用,适用于多种机型,结构简单,经济适用,当螺杆一处受到损坏时,无需整体进行更换,只需更换损坏的一端即可,节约资源与成本,同时在运输的过程中可以进行拆卸便于运输,不占用空间。
17.2、一种用于塑木生产的螺杆挤出装置,原料从料斗投入,在螺杆套筒中被加热管融化后经挤出螺杆作用从挤出组件处挤出,挤出组件上设置冷却管,可以对条状物进行冷却,当挤出后物进行挤出时,冷却管可以使带有热量的挤出物进行冷却,挤出的物体成型,不易塌软,同时,成型板可拆卸连接的方便进行更换,通过更换成型板可实现挤出物大小的调节,插接的装配方式,装配简便。
附图说明
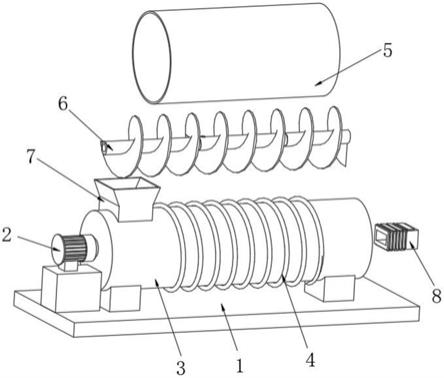
18.图1为一种用于塑木生产的螺杆挤出装置的结构示意图;
19.图2为一种用于塑木生产的螺杆挤出装置的结构爆炸图;
20.图3为一种用于塑木生产的螺杆挤出装置的挤出螺杆机构示意图;
21.图4为图3中a-a的剖视图;
22.图5为一种用于塑木生产的螺杆挤出装置的第一螺杆组件示意图;
23.图6为一种用于塑木生产的螺杆挤出装置的第一螺杆组件爆炸图;
24.图7为一种用于塑木生产的螺杆挤出装置的第二螺杆组件示意图;
25.图8为一种用于塑木生产的螺杆挤出装置的挤出组件示意图;
26.图9为一种用于塑木生产的螺杆挤出装置的挤出组件爆炸图。
27.图中:1、工作台;2、电机;3、螺杆套筒;4、加热管;5、隔热套;6、挤出螺杆机构;7、料斗;8、挤出组件;61、第一螺杆组件;62、第二螺杆组件;63、第三螺杆组件;611、第一绞龙轴;612、第一固定柱;613、第二固定柱;614、第一螺孔;615、第一螺纹;616、螺栓;621、第二绞龙轴;622、第一卡槽;623、第二卡槽;624、第二螺孔;625、第二螺纹;81、成型模具;82、冷却管;83、凹槽;84、成型板;85、滑槽;86、滑块。
具体实施方式
28.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
29.请参阅图1-2,本实用新型提供一种用于塑木生产的螺杆挤出装置技术方案:一种
用于塑木生产的螺杆挤出装置,包括工作台1,工作台1的顶部分别固定安装有电机2和螺杆套筒3,螺杆套筒3的外部分别设置有加热管4和隔热套5,加热管4位于螺杆套筒3和隔热套5之间,电机2的动力驱动端贯穿螺杆套筒3的内部且连接有挤出螺杆机构6,螺杆套筒3的顶部一侧连接有料斗7,螺杆套筒3的出料端固定连接有挤出组件8;
30.请参阅图3-4,挤出螺杆机构6包括第一螺杆组件61、第二螺杆组件62和第三螺杆组件63,第一螺杆组件61和第三螺杆组件63为两个结构相同的构件;
31.请参阅图5-6,第一螺杆组件61包括设置在螺杆套筒3内部的第一绞龙轴611,第一绞龙轴611的一端分别固定安装有第一固定柱612和第二固定柱613,第一固定柱612和第二固定柱613的内部均开设有第一螺孔614,第二固定柱613的一端设置有第一螺纹615,第一螺孔614的内部设置有螺栓616,第一螺杆组件61和第二螺杆组件62共同通过螺栓616形成固定连接结构;
32.请参阅图7,第二螺杆组件62包括设置在第一螺杆组件61和第三螺杆组件63之间的第二绞龙轴621,第二绞龙轴621的两端分别开设有两个相对称的第一卡槽622和第二卡槽623,第二固定柱613位于第二卡槽623的内部,第一固定柱612位于第一卡槽622的内部,第一卡槽622和第二卡槽623的内部均开设有第二螺孔624,螺栓616分别与第一螺孔614和第二螺孔624相适配,第二卡槽623的内部设置有第二螺纹625,第一螺纹615和第二螺纹625相适配;
33.请参阅图8-9,挤出组件8包括设置在螺杆套筒3外部一侧的成型模具81,成型模具81的外部设置有冷却管82,成型模具81的内部开设有凹槽83,凹槽83的内部设置有成型板84,凹槽83的内部两侧开设有两个相对称的滑槽85,成型板84的外部两侧固定安装有两个相对称的滑块86,滑槽85和滑块86为滑动连接结构;
34.当第一螺纹615和第二螺纹625相适配时,第一螺孔614和第二螺孔624位于同一平面,第二螺杆组件62位于第一螺杆组件61和第三螺杆组件63之间,第一螺杆组件61和第三螺杆组件63拼接结构相同,冷却管82可以对具有热量的挤出物进行冷却,使挤出的物体成型,不易塌软,成型板84可以利用滑槽85和滑块86进行安装和拆卸便于进行更换。
35.本实用新型的工作原理:在使用时,各个螺杆的分段之间使用螺纹和螺栓616连接,便于安装和拆卸,当螺杆一处受到损坏时,无需整体进行更换,只需更换损坏的一端即可,第一绞龙轴611的第一固定柱612和第二固定柱613分别位于第二绞龙轴621的第一卡槽622和第二卡槽623的内部,再将第一螺纹615和第二螺纹625相适配,此时第一螺孔614和第二螺孔624位于同一平面,为防止螺杆之间进行脱落,使用螺栓616分别与第一螺孔614和第二螺孔624相适配,即可固定成功,整个过程简单且不易脱落,在螺杆套筒3中被加热管4融化后,经过电机2带动挤出螺杆机构6旋转的作用从挤出组件8处挤出,挤出组件8的外部设置冷却管82,当挤出后物进行挤出时,冷却管82可以对具有热量的挤出物进行冷却,使挤出的物体成型,不易塌软,同时,成型板84可拆卸连接的方便进行更换,通过更换成型板84可实现挤出物大小的调节,只需利用滑槽85和滑块86进行插接的方式即可。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1