一种焊接操作台的制作方法
1.本实用新型涉及有机材料的焊接领域,尤其涉及一种焊接操作台。
背景技术:
2.当前在有机材料(具体指热塑性聚烯烃,简称tpo)焊接过程中,人工手持热风焊枪灌装机,另一只手手持压辊,站在圆型操作台前;脚踏操作台开关,操作台旋转,对此前放置在操作台的两个工件进行焊接操作;热风熔融筒状工件和片状工件相交根部,同时使用压辊对筒状工件上部高出片状工件的部分材料进行翻压处理,达到筒状工件和片状工件融合焊接在一起的目的。
3.此种焊接操作方式导致劳动强度大,工作环境需要改善,焊接质量不够可靠,生产效率较低。
4.有鉴于此,特提出本实用新型。
技术实现要素:
5.针对上述现有技术中存在的技术问题,本技术的目的在于提供一种焊接操作台。
6.为实现本实用新型的目的,本实用新型提供的一种焊接操作台,包括机架、固接于机架上的焊接花篮。
7.所述机架包括机架本体、限位柱、悬臂梁组件、丝杠,所述限位柱安装在所述机架本体上,所述丝杠安装在所述悬臂梁组件上,所述焊接花篮包括手轮、连杆、加热焊接件、导向柱,所述手轮设置丝杠套,所述手轮与所述丝杠通过丝杠套相连,所述导向柱设置滑套,所述导向柱与所述丝杠通过滑套相连,所述连杆的一端与所述丝杠套连接,另一端与所述加热焊接件连接,所述加热焊接件与所述导向柱连接。
8.进一步地,所述机架本体包括结构框架、操作台面、定位板、转向套,所述定位板、转向套安装在结构框架上,所述操作台面放置需要焊接的工件。
9.进一步地,所述悬臂梁组件包括悬臂结构、丝杠座,所述丝杠座安装在所述悬臂结构上。
10.进一步地,所述悬臂梁组件还包括转向轴,所述转向轴一端安装在所述悬臂结构上,另一端安装在机架本体的转向套上。
11.进一步地,所述转向套内设置有机材质衬套。
12.进一步地,所述丝杠套设置有耳轴,耳轴呈对称布置。
13.进一步地,所述连杆呈对称布置。
14.进一步地,所述加热焊接件呈对称布置。
15.进一步地,所述加热焊接件为片状弧型结构,设置耳轴和销轴套。
16.进一步地,所述导向柱下端为锥型,上端为圆柱型。
17.与现有技术相比,本实用新型具有如下有益效果:
18.(1)采用工装化焊接,降低劳动强度;
19.(2)采用工装化焊接,质量可靠、统一;
20.(3)焊接操作台高度设置合理,便于坐姿操作,改善操作环境。
附图说明
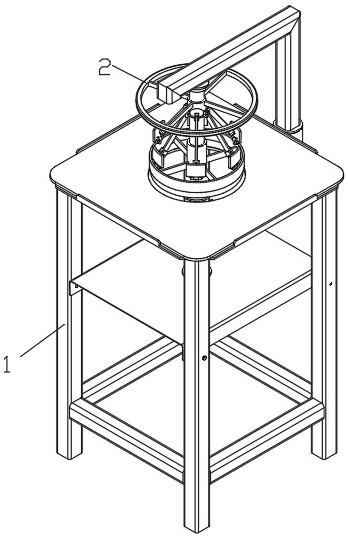
21.图1为本技术焊接操作台的实施例的结构第一示意图;
22.图2为本技术焊接操作台的实施例的结构第二示意图;
23.图3为本技术焊接操作台在放置工件状态下的实施例的结构第一示意图;
24.图4为本技术焊接操作台在放置工件状态下的实施例的结构第二示意图;
25.图5为本技术焊接操作台的实施例的机架结构示意图;
26.图6为本技术焊接操作台的实施例的焊接花篮结构示意图;
27.图中,1
‑
机架,2
‑
焊接花篮,3
‑
片状工件,4
‑
筒状工件,11
‑
机架本体,12
‑
限位柱,13
‑
悬臂梁组件,14
‑
丝杠,111
‑
结构框架,112
‑
操作台面,113
‑
定位板,114
‑
转向套, 131
‑
悬臂结构,132
‑
丝杠座,133
‑
转向轴,21
‑
手轮,211
‑
丝杠套,22
‑
连杆,23
‑
加热焊接件,24
‑
导向柱, 241
‑
滑套。
具体实施方式
28.以下结合附图和具体实施例对本实用新型作进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本实用新型,并不用于限定本实用新型。
29.需要注意的是,这里所使用的术语仅是为了描述具体实施方式,而非意图限制根据本技术的示例性实施方式。如在这里所使用的,除非上下文另外明确指出,否则单数形式也意图包括复数形式,此外,还应当理解的是,当在本说明书中使用属于“包含”和/ 或“包括”时,其指明存在特征、步骤、操作、部件或者模块、组件和/ 或它们的组合。
30.需要说明的是,在不冲突的情况下,本技术中的实施例及实施例中的特征可以相互组合。
31.实施例1
32.如图1、2、3、4、5、6所示,本实施例公开了一种焊接操作台,包括机架1、固接于机架上的焊接花篮2。
33.所述机架1包括机架本体11、限位柱12、悬臂梁组件13、丝杠14,所述限位柱12安装在所述机架本体11上,所述丝杠14安装在所述悬臂梁组件13上,所述焊接花篮2包括手轮21、连杆22、加热焊接件23、导向柱24,所述手轮21设置丝杠套211,所述手轮21与所述丝杠14通过丝杠套211相连,所述导向柱24设置滑套241,滑套241套在丝杠14上起着导向作用,所述导向柱24与所述丝杠14通过滑套241相连,所述连杆22的一端与所述丝杠套211连接,另一端与所述加热焊接件23连接,所述加热焊接件23与所述导向柱24连接。
34.机架本体11起着支撑及安装本体外附件的作用,安装在定位板113上的限位柱12保证筒状工件4的成型高度,可以旋转的悬臂梁组件13便于取放工件,同时悬臂梁组件13用于安装丝杠14和焊接花篮2;焊接花篮2的加热焊接件23通过销轴与导向柱24连接,当手轮21旋转向下运动,滑套241接触到限位柱12,继续转动手轮21,丝杠套211向下运动,通过连杆22带动加热焊接件23向外侧翻转至水平方向,将筒状工件4上部高出片状工件3的部分材料进行翻压处理。
35.进一步地,所述机架本体11包括结构框架111、操作台面112、定位板113、转向套114,所述定位板113、转向套114安装在结构框架111上,所述操作台面112放置需要焊接的工件,所述操作台面112为钢质平板结构,直接放置在结构框架111上,所述定位板113设置长圆安装孔,用于定位板113安装时高度位置的调整。
36.进一步地,所述悬臂梁组件13包括悬臂结构131、丝杠座132,所述丝杠座132安装在所述悬臂结构131上。
37.进一步地,所述悬臂梁组件13还包括转向轴133,所述转向轴133一端安装在所述悬臂结构131上,另一端安装在机架本体11的转向套114上,保证悬臂梁组件13绕转向轴133的轴线旋转,便于工件的取放。
38.进一步地,所述转向套114内设置有机材质衬套,便于转向轴133与转向套114衬套的装配、及转向轴133灵活转动。
39.进一步地,所述丝杠套211设置有耳轴,耳轴呈对称布置。
40.进一步地,所述连杆22呈对称布置。
41.进一步地,所述加热焊接件23呈对称布置。
42.进一步地,所述加热焊接件23为片状弧型结构,对称布置的加热焊接件23的最大外径与导向柱24外径一致,保证全部的加热焊接件23在手轮21带动下顺利进入筒状工件4内,加热焊接件23设置耳轴和销轴套。
43.进一步地,所述导向柱24下端为锥型,上端为圆柱型,下端为锥型的导向柱24便于焊接花篮2伸入至筒状工件4内。
44.本实用新型的工作原理为:
45.通过转动手轮21,带动丝杠套211做有限行程的往复运动,从而通过连杆22带动加热焊接件23做旋转向下运动;当运动至一定位置,滑套241接触到限位柱12时,加热焊接件23通电加热;继续转动手轮21,带动丝杠套211向下运动,通过连杆22带动加热焊接件23向外侧翻转至水平方向,同时将筒状工件4上部高出片状工件3的部分材料进行翻压处理。加热焊接件23保持通电加热,实现对筒状工件4和片状工件3的焊接;回转微动手轮21,加热焊接件23旋转至工件未焊接部位,向下微动手轮21,完成工件未熔焊的翻压边的圆周焊接;加热焊接件23断电,向上转动手轮21高出操作台面112上的已焊接在一起的工件后,转动悬臂梁组件13,取出已熔焊在一起的工件,开始下一个工作循环。
46.以上所述仅是本实用新型的优选实施方式,应当指出的是,对于本技术领域的普通技术人员来说,在不脱离本实用新型原理的前提下,还可以做出若干改进和润饰,这些改进和润饰也应视为本实用新型的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1