一种具有备用出风口的3D打印机用高温烟尘排出系统的制作方法
一种具有备用出风口的3d打印机用高温烟尘排出系统
技术领域
1.本实用新型涉及3d打印技术领域,尤其涉及一种具有备用出风口的3d打印机用高温烟尘排出系统。
背景技术:
2.3d打印是快速成型技术中的一种,又称增材制造,它是一种以数字模型文件为基础,运用粉末状金属或塑料等可粘合材料,通过逐层打印的方式来构造物体的技术。3d打印技术可实现产品多样化且制作能力强,目前在许多领域都有所应用。其累积技术的类型也多样,常见的有直接金属激光烧结dmls、选择性激光熔化成型slm、选择性热烧结shs、选择性激光烧结sls等,在该些方法中,都存在一个问题,就是粉末烧结的过程中会打印机机壳内温度升高且产生大量的烟尘,而如果不能将高温烟尘有效的排出,往往会造成一些问题,如:(1)工作台温度太高导致材料不粘台;(2)成型室机壳内部温度过高导致空气粘滞强度大,烟尘难排出;(3)烟尘阻断激光的光路进而影响烧结加工的效率;(4)烟尘附着在成型件表面,影响成型件精度等等。
3.现有技术中常见的通过烟尘收集或排出装置来对产生的烟尘进行处理,常见的是通过简单的进气、抽气口来实现,但是仍然会存在上述问题,因此本实用新型在此基础上进行改进以解决现有技术的不足。
技术实现要素:
4.为解决上述问题,本实用新型提供了一种污水均质调节装置,本实用新型是这样实现的:
5.一种具有备用出风口的3d打印机用高温烟尘排出系统,包括:成型室壳体,所述成型室壳体的左端由上至下依次开设第一进风口、第二进风口、备用出风口以及第三进风口,所示成型室壳体的右端设置开设有烟尘排出口,所述备用出风口常闭。进风机构,设置于所述成型室壳体的左侧,所述进风机构包括分别与所述第一进风口、第二进风口以及第三进风口适配的第一进风装置、第二进风装置、第三进风装置。出风机构,设置于所述成型室壳体的右侧,所述出风机构包括与所述烟尘排出口适配的烟尘排出装置。
6.进一步改进的,所述烟尘排出口的水平位置略高于所述成型室壳体内成型工作台的水平位置。
7.进一步改进的,所述第一进风装置包括进风接口,所述进风接口连接进风管,所述第一进风装置、所述第二进风装置、所述第三进风装置结构相同,其中所述第一进风接口、所述第三进风接口为集风接口,所述第二进风接口为散风接口。
8.进一步改进的,所述第三进风口的水平位置与所述烟尘排出口的水平位置相对应。
9.进一步改进的,所述成型室壳体的左端内壁上可拆卸设置散热板,所述散热板上开设分别与所述第一进风口和所述第二进风口相对应的散热格栅以及散热网孔。
10.进一步改进的,所述散热板与所述成型室壳体之间设置有第一导流格栅、第二导流格栅,所述第一导流格栅的两端分别对应连接所述第一进风口及所述散热格栅,所述第二导流格栅的两端分别对应连接所述第二进风口及所述散热网孔。
11.进一步改进的,所述第三进风口内侧连接第三导流格栅,所述第三导流格栅上卡接有第一过滤网板。
12.进一步改进的,所述烟尘排出口内侧连接有排气格栅,所述排气格栅上卡接有第二过滤网板。
13.进一步改进的,所述进风管上设置有调节阀。
14.本实用新型的有益效果在于:
15.1.通过开设备用出风口,当3d打印机中有任一进风装置或烟尘排出装置发生故障时,可进行启用备用出风口,避免由于该部分的故障造成打印工作停滞,使得3d打印机可以继续运作。
16.2.设置三个如本实用新型所述的进风装置,使得成型室机壳内温度能较快的降低,空气粘滞性减弱,同时烟尘随气流有序的流动至烟尘排出装置附近,并通过抽烟管排出。
17.3.在成型室机壳内设置的散热网板封为散热格栅及散热网孔,并与相应的进气装置对应,其中格栅和网孔的设置不仅有利于散热,同时也与进风特性相关,第一进风装置连接格栅导入直流劲风,第二进风装置连接网孔导入微风。
附图说明
18.为了更清楚地说明本实用新型例或现有技术中的技术方案或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,对于本领域普通技术人员而言,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
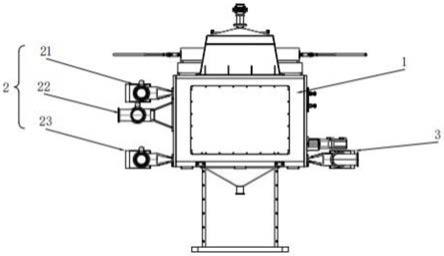
19.图1为本实用新型实施例的整体结构示意图。
20.图2为成型室壳体沿右视方向的一剖面结构示意图。
21.图3为进风机构的整体结构示意图。
22.图4为出风机构的整体结构示意图。
23.图5为散热板的结构示意图。
24.图6为导流格栅及第一过滤网板的结构示意图。
25.图7为排气格栅及第二过滤网板的结构示意图。
26.图8为设置简单进风件时的气流循环示意图。
27.图9为本实用新型实施例运作时的气流循环示意图。
28.其中,1成型室壳体,11第一进风口,12第二进风口,13备用出风口,14第三进风口;2进风机构,21第一进风装置,211第一进风口,212第一进风管,213第一调节阀,22第二进风装置,221第二进风口,222第二进风管,223第二调节阀,23第三进风装置,231第三进风口,232第三进风管,233第三调节阀;3出风机构,31烟尘排出口,32烟尘排出装置;4散热板,41散热格栅,42散热网孔;5第一导流格栅;6第二导流格栅;7第三导流格栅;8第一过滤网板;9排气格栅;10第二过滤网板。
具体实施方式
29.为使本实用新型实施方式的目的、技术方案和优点更加清楚,下面将结合本实用新型实施方式中的附图,对本实用新型实施方式中的技术方案进行清楚、完整地描述,显然,所描述的实施方式是本实用新型一部分实施方式,而不是全部的实施方式。基于本实用新型中的实施方式,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施方式,都属于本实用新型保护的范围。因此,以下对在附图中提供的本实用新型的实施方式的详细描述并非旨在限制要求保护的本实用新型的范围,而是仅仅表示本实用新型的选定实施方式。基于本实用新型中的实施方式,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施方式,都属于本实用新型保护的范围。
30.在本实用新型的描述中,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者更多个该特征。
31.下面结合附图和具体实施例对本实用新型作进一步详述。
32.本实用新型所揭示的是一种具有备用出风口的3d打印机用高温烟尘排出系统,如图1-9所示,为本实用新型的较佳实施例,所述具有备用出风口的3d打印机用高温烟尘排出系统包括:成型室壳体1,进风机构2,出风机构3。
33.所述成型室壳体1的左端的侧壁上由上至下依次开设第一进风口11、第二进风口12、备用出风口13以及第三进风口14,所述备用出风口13处于常闭状态,所述成型室壳体1的右端设置开设有烟尘排出口31。所述进风机构2设置于所述成型室壳体1的左侧,包括分别与所述第一进风口11、第二进风口12以及第三进风口14相对应设置的第一进风装置21、第二进风装置22、第三进风装置23。出风机构3,设置于所述成型室壳体1的右侧,所述出风机构3包括与所述烟尘排出口31适配的烟尘排出装置32。
34.设置备用的出风口,当打印机上的其他进风或出风装置发生故障时,启用备用出风口13,将备用出风管道组装于备用出风口13处,替代故障的进风装置或出风装置,避免影响3d打印机的正常工作。
35.在3d打印技术中,加热材料是必备的环节,例如选择性激光烧结,加工时,需要将粉末预热到稍低于其熔点的温度,然后在刮刀的作用下将粉末铺平;激光束在计算机控制下根据分层截面信息进行有选择地烧结,一层完成后再进行下一层烧结,全部烧结完后去掉多余的粉末,得到烧结好的零件。
36.而在粉末烧结的过程中成型室机壳内温度就会升高,特别的,工作台附近的温度最高,3d打印机运作时,加热面的气流上升;如附图8所示,常见的进风机构大部分是通过单一进风口向成型室壳体内鼓入空气,鼓入的空气温度相对较低,则冷却面的气流下降,容易形成涡旋,且由于鼓入的空气流速一般较快,导致涡旋式的气体流动方式较稳固。而涡旋式的气流方式会带动烟尘在成型室壳体内循环流动,造成烟尘难以被排出。
37.因此,进一步改进的,所述烟尘排出口31的水平位置略高于所述成型室壳体1内成型工作台的水平位置,3d打印工作在成型工作台上完成,优选的,将烟尘排出口设置设置在略高于成型工作台的水平位置,便于对烟尘进行收集,同时其水平位置相对于进风装置为较低位置,较好的配合进气机构进行烟尘排出。
38.进一步改进的,所述第一进风装置21包括进风接口,所述进风接口连接进风管,所
述第一进风装置21、所述第二进风装置22、所述第三进风装置23结构相同,其中所述第一进风接口211、所述第三进风接口231为集风接口,所述第二进风接口221为散风接口。设置扁口状的集风嘴,使风在进入3d打印机的成型室机壳前由较宽的风道进入较窄的风道,调高风速,集中风力;而设置开口较大的散风嘴则是为了,降低风速,对风力进行扩散;二者配合形成一个利于烟尘排出的风面。
39.进一步改进的,所述第三进风口14的水平位置与所述烟尘排出口31的水平位置相对应。
40.通过设置进气机构及出风机构,调节三个进风装置的风力实现循环进气,实现了:1、通过多个进气口进气有利于对成型室机壳内部进行快速降温;2、所述第三进风件设置于靠近工作面,用于对工作面进行有效降温,减少上升气流量;3、所述第二进气件通过散风接口鼓入气体流动速度较小的微风,对部分上升气流进行二次降温,同时扰动形成的涡旋气流。使得成型室机壳内温度降低,空气粘滞性减弱,同时烟尘随气流有序的流动至烟尘排出装置附近,并通过抽烟管排出。
41.进一步改进的,所述成型室壳体1的左端内壁上可拆卸设置散热板4,所述散热板4上开设分别与所述第一进风口11和所述第二进风口12相对应的散热格栅41以及散热网孔42。进一步改进的,所述散热板4与所述成型室壳体1之间设置有第一导流格栅5、第二导流格栅6,所述第一导流格栅5的两端分别对应连接所述第一进风口11及所述散热格栅41,所述第二导流格栅6的两端分别对应连接所述第二进风口12及所述散热网孔42。通过散热网板上开设的格栅及网孔,并对应连接导流格栅,配合进气装置对成型室壳体内进行快速的降温,避免成型室壳体内温度过高从而对造成对3d打印机正常工作的影响,同时避免高温对气体粘滞性的影响,使烟尘更容易排出。
42.由于在高温烟尘排出的的过程中,一些加工中产生的碎屑或颗粒较大的烟尘可能会随着气体的流动而进入到烟尘排出系统的管道内,而管道中又较难清理,因此,本实用新型例进一步改进的,在所述第三进气口14内侧连接第三导流格栅7,所述第三导流格栅7上卡接有第一过滤网板8,所述烟尘排出口内侧连接有排气格栅9,所述排气格栅上卡接有第二过滤网板10,通过设置过滤网板防止碎屑和颗粒大的烟尘进入进风管及抽烟管,避免造成管道堵塞。
43.进一步改进的,所述进风管上设置有调节阀。在第一进风管212、第二进风管222和第三进风管232上分别安装有第一调节阀213、第二调节阀223和第三调节阀233,通过调节阀控制进风大小,特别的,控制第一进风管和第三进风管中鼓入较强劲的风,第二进风管中鼓入微风。
44.以上所述仅为本实用新型的优选实施方式而已,并不用于限制本实用新型,对于本领域的技术人员来说,本实用新型可以有各种更改和变化。凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1