丁腈手套生产手模座拆解装置的制作方法
1.本实用新型涉及一种丁腈手套生产手模座拆解装置,属于丁腈手套生产设备领域。
背景技术:
2.目前丁腈手套生产线的手模座数量较多,每条生产线约3.5万支,手模座使用周期一般为2-3年,生产线上的手模座随着使用时间逐步出现模座轴承卡死现象,现有技术中通常采用直接更换新的手模座或通过维修方式解决,但是直接更换新的手模座,成本太高;但是现有维修方式是通过用力敲打的方式将模座轴承拆掉,然后仅更换模座轴承即可,但是现有维修方式效率低,工作人员劳动强度大,且在维修敲打过程中待修手模座破损程度高。
技术实现要素:
3.本实用新型要解决的技术问题是:克服现有技术的不足,提出一种丁腈手套生产手模座拆解装置,使模座轴承与待修手模座自动分离,维修效率高,且待修手模座破损率低。
4.本实用新型所述的丁腈手套生产手模座拆解装置,包括液压装置,液压装置固定在主框架上部,液压装置的活塞杆穿过液压平台,液压平台左右两端分别固定在主框架上,液压装置的活塞杆正下方设有液压顶板,液压顶板正下方设有固定基座,且液压顶板与固定基座之间设有数个复位弹簧,复位弹簧内部设有导向杆,导向杆上部穿过液压顶板,导向杆下部穿过固定基座上部与移动块连接。
5.使用时,将待修手模座放入固定基座中,启动液压装置,液压装置的活塞杆向下移动作用到液压顶板上,液压顶板在液压装置作用下向下移动,液压顶板带动导向杆向下移动,导向杆带动移动块向下移动,移动块向下拉待修手模座的模座轴承直到模座轴承与待修手模座分离,然后操作液压装置泄压复位,液压顶板、导向杆和移动块在复位弹簧的作用下复位,完成一次模座轴承的拆解。在模座整个拆解过程中,均为自动作业,使模座轴承与待修手模座自动分离,维修效率高,且待修手模座破损率低。
6.优选的,所述的固定基座包括固定板,固定板底部固定连接数个支撑柱顶部,支撑柱底部固定在操作基台上;且导向杆下部穿过固定板与移动块连接。固定板上设有数个通孔,导向杆穿过固定板上的通孔,使用时,液压装置加压,在液压装置的活塞杆的作用下,液压顶板带动导向杆在固定板的通孔内向下移动,液压装置泄压后,在复位弹簧作用下,导向杆在固定板的通孔内向上移动复位。
7.优选的,所述的导向杆的数量为2,且两个导向杆之间的固定板上设有凹槽,凹槽正对液压顶板,凹槽成圆弧状,凹槽内设有台阶。使用时,待修手模座上部模座轴承的安装座放入凹槽中且轴承安装座底部抵住凹槽内的台阶,待修手模座下部固定件的上表面抵住移动块底部,从而将待修手模座固定限位。
8.优选的,所述的液压顶板上方的导向杆与螺母螺纹连接,螺母可以防止液压顶板
上下移动时从导向杆上脱离。
9.优选的,所述的液压平台上表面对应设置两个限位块,两个限位块分别固定在液压装置下部的两侧,且液压装置顶部两侧也分别设有两个对应的限位块,两个限位块分别固定在主框架上部。限位块的设置起到固定限制液压装置的作用。
10.优选的,所述的液压平台底部与固定基座顶部之间的主框架相对的两侧分别设有限位开关。当启动液压装置,液压装置的活塞杆伸长作用到液压顶板上,液压顶板向下移动,当液压顶板向下移动触碰到限位开关的限位挡片时,限位开关连接控制系统,限位开关将接收到液压顶板触碰到限位开关的限位挡片的信号反馈给控制系统,控制系统控制液压装置泄压,避免出现人工控制液压装置不及时造成的超压现象。限位开关的位置保证待修手模座的模座轴承已被拆除,避免液压装置的活塞杆继续向下移动造成超压,起到限位保护作用,进一步降低待修手模座破损率。
11.本实用新型与现有技术相比所具有的有益效果是:
12.本实用新型结构设计合理,通过设置液压装置的活塞杆向下移动作用在液压顶板上,液压顶板带动导向杆和移动块向下移动,移动块对待修手模座的模座轴承施加向下的作用力,使模座轴承与待修手模座自动分离,在复位弹簧作用下,导向杆和移动块自动复位,提高维修效率,且使待修手模座破损率降低;本实用新型通过设置限位开关避免当模座轴承被拆除后液压装置活塞杆继续向下移动造成超压,起到限位保护作用,进一步降低待修手模座破损率。
附图说明
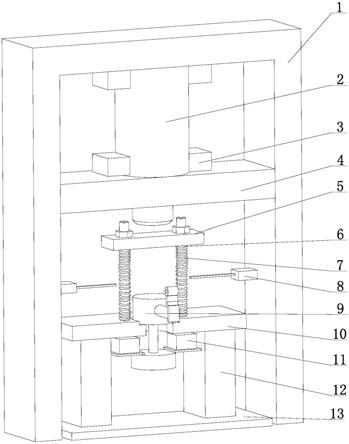
13.图1、丁腈手套生产手模座拆解装置初始状态示意图;
14.图2、丁腈手套生产手模座拆解装置加压拆解示意图。
15.图中:1、主框架;2、液压装置;3、限位块;4、液压平台;5、液压顶板;6、导向杆;7、复位弹簧;8、限位开关;9、手模座;10、固定板;11、移动块;12、支撑柱;13、操作基台。
具体实施方式
16.下面结合附图对本实用新型做进一步描述:
17.如图1和图2,本实用新型所述的丁腈手套生产手模座拆解装置,包括液压装置2,液压装置2固定在主框架1上部,液压装置2的活塞杆穿过液压平台4,液压平台4左右两端分别固定在主框架1上,液压装置2的活塞杆正下方设有液压顶板5,液压顶板5正下方设有固定基座,且液压顶板5与固定基座之间设有数个复位弹簧7,复位弹簧7内部设有导向杆6,导向杆6上部穿过液压顶板5,导向杆6下部穿过固定基座上部与移动块11连接。
18.本实施例中:
19.固定基座包括固定板10,固定板10底部固定连接数个支撑柱12顶部,支撑柱12底部固定在操作基台13上;且导向杆6下部穿过固定板10与移动块11连接。固定板10上设有数个通孔,导向杆6穿过固定板10上的通孔,使用时,液压装置2加压,在液压装置2的活塞杆的作用下,液压顶板5带动导向杆6在固定板10的通孔内向下移动,液压装置2泄压后,在复位弹簧7作用下,导向杆6在固定板10的通孔内向上移动复位。
20.导向杆6的数量为2,且两个导向杆6之间的固定板10上设有凹槽,凹槽正对液压顶
板5,凹槽成圆弧状,凹槽内设有台阶。使用时,待修手模座9上部模座轴承的安装座放入凹槽中且轴承安装座底部抵住凹槽内的台阶,待修手模座9下部固定件的上表面抵住移动块11底部,从而将待修手模座9固定限位。
21.液压顶板5上方的导向杆6与螺母螺纹连接,螺母可以防止液压顶板5上下移动时从导向杆6上脱离。
22.液压平台4上表面对应设置两个限位块3,两个限位块3分别固定在液压装置2下部的两侧,且液压装置2顶部两侧也分别设有两个对应的限位块3,两个限位块3分别固定在主框架1上部。限位块3的设置起到固定限制液压装置2的作用。
23.液压平台4底部与固定基座顶部之间的主框架1相对的两侧分别设有限位开关8。当启动液压装置2,液压装置2的活塞杆伸长作用到液压顶板5上,液压顶板5向下移动,当液压顶板5向下移动触碰到限位开关8的限位挡片时,限位开关8连接控制系统,限位开关8将接收到液压顶板5触碰到限位开关8的限位挡片的信号反馈给控制系统,控制系统控制液压装置2泄压,避免人工控制液压装置2不及时造成超压现象。限位开关8的位置保证待修手模座9的模座轴承已被拆除,避免液压装置2活塞杆继续向下移动造成超压,起到限位保护作用,进一步降低待修手模座9破损率。
24.具体工作过程,将待修手模座9上部模座轴承的安装座放入凹槽中且轴承安装座底部抵住凹槽内的台阶,待修手模座9下部固定件的上表面抵住移动块11底部,从而将待修手模座9固定限位,然后启动液压装置2,液压装置2的活塞杆向下移动作用到液压顶板5上,液压顶板5在液压装置2作用下向下移动,液压顶板5带动导向杆6向下移动,导向杆6带动移动块11向下移动,移动块11向下拉待修手模座9的模座轴承直到模座轴承与待修手模座9分离,当液压顶板5向下移动触碰到限位开关8的限位挡片时,限位开关8连接控制系统,限位开关8将接收到液压顶板5触碰到限位开关8的限位挡片的信号反馈给控制系统,控制系统控制液压装置2泄压,使液压装置2的活塞杆向上移动复位,同时液压顶板5、导向杆6和移动块11在复位弹簧7的作用复位,完成一次模座轴承的拆解。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1