一种用于航空航天复合材料的成型模具定位装置的制作方法
1.本实用新型涉及成型模具技术领域,具体为一种用于航空航天复合材料的成型模具定位装置。
背景技术:
2.航空航天复合材料是由两种或两种以上异质、异形、异构的材料通过专门成型工艺复合而成的一种应用于航天飞行器的高性能的新材料体系,复合的目的是要改善材料的性能,或使材料能满足某种特殊的物理性能要求,复合材料的制造工艺种类繁多,常见的有:真空袋成型、热压罐成型、模压成型、缠绕成型、拉挤成型、软膜膨胀成型、喷射成型、电子束固化法等,不同的成型方法对模具材料和结构形式有不同的要求,其中喷射成型是在成型模具的外表面喷涂多层高分子材料,喷涂的材料凝固后从成型模具脱模分离即可得到需要的产品毛坯,再经修边、抛光打磨等处理后得到需要的产品。
3.但现有的用于航空航天复合材料的成型模具在使用过程中存在一些缺陷,一方面定位装置固定不动妨碍复合材料产品从成型模具主体脱落,另一方面复合材料产品与成型模具主体贴合紧密不便于分离。
技术实现要素:
4.(一)解决的技术问题
5.针对现有技术的不足,本实用新型提供了一种用于航空航天复合材料的成型模具定位装置,解决了上述背景技术中提出的问题。
6.(二)技术方案
7.为实现以上目的,本实用新型通过以下技术方案予以实现:一种用于航空航天复合材料的成型模具定位装置,包括成型模具主体,所述成型模具主体的上表面开设有第一沉孔,所述第一沉孔的底面开设有第二沉孔,所述第二沉孔的底面开设有模具主体螺纹孔,所述模具主体螺纹孔的内部螺纹连接有底部内外螺纹杆,所述第二沉孔的上方插接有定位套总成,所述定位套总成包括定位套管,所述定位套管的外表面固定连接有支撑环,所述定位套管的上方设置有对边平面,所述定位套管的内部由上到下依次开设有套管螺纹孔、套管过渡通孔和套管底部通孔,所述定位套管靠近支撑环的周边开设有气槽,所述套管底部通孔的内部转动连接有套管升降螺钉,所述套管螺纹孔的下方螺纹连接有升起限位套,所述套管螺纹孔的上方螺纹连接有气管接头,所述支撑环与第一沉孔之间设置有蜡环,所述成型模具主体的上表面设置有复合材料产品。
8.优选的,所述套管升降螺钉为内六角圆柱头螺钉,所述升起限位套的中间开设有通孔,通孔的内径大于内六角对角尺寸长度且小于圆柱头的直径,所述套管升降螺钉的上表面与升起限位套之间设置有间距。
9.优选的,所述底部内外螺纹杆与模具主体螺纹孔的螺纹连接处设置有螺纹胶,所述底部内外螺纹杆的下端与模具主体螺纹孔的底面接触,所述套管升降螺钉与底部内外螺
纹杆螺纹连接。
10.优选的,所述定位套管的外径尺寸与第二沉孔的内径尺寸相同,所述定位套管的下表面与底部内外螺纹杆的上表面之间设置有间距。
11.优选的,所述支撑环的厚度小于第一沉孔的深度,所述蜡环的高度与支撑环的厚度相同。
12.优选的,所述底部内外螺纹杆与升起限位套的上表面均开设有十字槽,所述对边平面的最低处位于复合材料产品的上方。
13.(三)有益效果
14.本实用新型提供了一种用于航空航天复合材料的成型模具定位装置,具备以下有益效果:
15.1、该用于航空航天复合材料的成型模具定位装置,通过底部内外螺纹杆、定位套总成、套管升降螺钉和升起限位套的配合设置,使该用于航空航天复合材料的成型模具定位装置具备了定位装置可转动与升降进而帮助复合材料产品从成型模具主体脱落的效果,定位套总成通过套管升降螺钉与底部内外螺纹杆锁死,拧松套管升降螺钉后可使用板手通过对边平面转动定位套总成,进而使得复合材料产品与定位套总成的外表面不在粘接,继续往上拧出套管升降螺钉会顶起升起限位套,由于升起限位套与定位套总成通过螺纹连接为一体使得定位套总成往上升起,进而定位套总成的支撑环将复合材料产品往上顶起实现从成型模具主体脱落。
16.2、该用于航空航天复合材料的成型模具定位装置,通过定位套总成、气管接头和蜡环的配合设置,使该用于航空航天复合材料的成型模具定位装置具备了可辅助复合材料产品与成型模具主体贴合面分离的效果,将气管接头与高压气体接通,高压气体从定位套总成灌入第二沉孔后经气槽突破蜡环,突破蜡环的高压气体向四周扩散将复合材料产品与成型模具主体贴合面分离。
附图说明
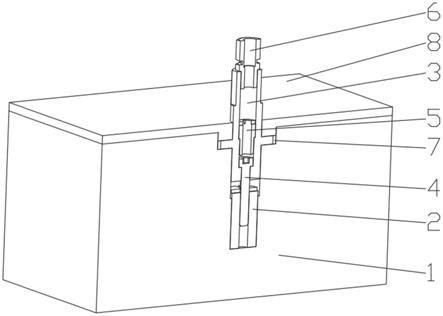
17.图1为本实用新型剖视图的结构示意图;
18.图2为本实用新型外观视图的结构示意图;
19.图3为本实用新型爆炸视图的结构示意图;
20.图4为本实用新型定位套总成的结构示意图。
21.图中:1、成型模具主体;101、第一沉孔;102、第二沉孔;103、模具主体螺纹孔;2、底部内外螺纹杆;3、定位套总成;301、定位套管;302、支撑环;303、对边平面;304、套管螺纹孔;305、套管过渡通孔;306、套管底部通孔;307、气槽;4、套管升降螺钉;5、升起限位套;6、气管接头;7、蜡环;8、复合材料产品。
具体实施方式
22.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。
23.请参阅图1至图4,本实用新型提供一种技术方案:一种用于航空航天复合材料的
成型模具定位装置,包括成型模具主体1,成型模具主体1的上表面开设有第一沉孔101,第一沉孔101的底面开设有第二沉孔102,第二沉孔102的底面开设有模具主体螺纹孔103,模具主体螺纹孔103的内部螺纹连接有底部内外螺纹杆2,底部内外螺纹杆2与模具主体螺纹孔103的螺纹连接处设置有螺纹胶,底部内外螺纹杆2的下端与模具主体螺纹孔103的底面接触,第二沉孔102的上方插接有定位套总成3,定位套总成3包括定位套管301,定位套管301的外径尺寸与第二沉孔102的内径尺寸相同,定位套管301的下表面与底部内外螺纹杆2的上表面之间设置有间距,定位套管301的外表面固定连接有支撑环302,支撑环302的厚度小于第一沉孔101的深度,定位套管301的上方设置有对边平面303,定位套管301的内部由上到下依次开设有套管螺纹孔304、套管过渡通孔305和套管底部通孔306,定位套管301靠近支撑环302的周边开设有气槽307,套管底部通孔306的内部转动连接有套管升降螺钉4,套管升降螺钉4与底部内外螺纹杆2螺纹连接,套管螺纹孔304的下方螺纹连接有升起限位套5,套管升降螺钉4为内六角圆柱头螺钉,升起限位套5的中间开设有通孔,通孔的内径大于内六角对角尺寸长度且小于圆柱头的直径,套管升降螺钉4的上表面与升起限位套5之间设置有间距,定位套总成3通过套管升降螺钉4与底部内外螺纹杆2锁死,拧松套管升降螺钉4后可使用板手通过对边平面303转动定位套总成3,进而使得复合材料产品8与定位套总成3的外表面不在粘接,继续往上拧出套管升降螺钉4会顶起升起限位套5,由于升起限位套5与定位套总成3通过螺纹连接为一体使得定位套总成3往上升起,进而定位套总成3的支撑环302将复合材料产品8往上顶起实现从成型模具主体1脱落,套管螺纹孔304的上方螺纹连接有气管接头6,支撑环302与第一沉孔101之间设置有蜡环7,蜡环7的高度与支撑环302的厚度相同,成型模具主体1的上表面设置有复合材料产品8,底部内外螺纹杆2与升起限位套5的上表面均开设有十字槽,对边平面303的最低处位于复合材料产品8的上方,将气管接头6与高压气体接通,高压气体从定位套总成3灌入第二沉孔102后经气槽307突破蜡环7,突破蜡环7的高压气体向四周扩散将复合材料产品8与成型模具主体1贴合面分离。
24.使用时,该定位装置用于在复合材料产品8上开出定位孔,首先根据复合材料产品8的定位孔位置要求,在成型模具主体1的上方开设第一沉孔101,然后从第一沉孔101的位置依次往下开设第二沉孔102和模具主体螺纹孔103,进一步将底部内外螺纹杆2拧入模具主体螺纹孔103内,在此过程中需要添加螺纹胶并且要求底部内外螺纹杆2拧到模具主体螺纹孔103底部,进一步将定位套总成3插到第二沉孔102内,进一步使用套管升降螺钉4将定位套总成3与底部内外螺纹杆2锁死,此时支撑环302的下表面与第一沉孔101的底面接触,进一步将升起限位套5添加螺纹胶后拧到套管螺纹孔304底部,进一步往第一沉孔101与支撑环302周边的间隙内填充蜡环7,要求蜡环7的上表面与支撑环302的上表面平齐,进一步使用封堵头将定位套总成3的上方堵死,进一步即可在成型模具主体1的上表面喷涂多层高分子材料,待高分子材料凝固后形成外形轮廓与成型模具主体1相同的复合材料产品8,此时复合材料产品8与成型模具主体1之间紧密贴合,同时复合材料产品8与定位套总成3紧密贴合的同时还有部分材料嵌入第一沉孔101内,嵌入的部分是复合材料产品8定位孔的凸台,目的是为了加厚复合材料产品8的定位结构,通过该成型模具定位装置可辅助复合材料产品8从成型模具主体1上脱离,首先将内六角扳手插入定位套总成3孔内并稍微拧松套管升降螺钉4,进一步使用扳手通过对边平面303转动定位套总成3,此过程断开复合材料产品8与定位套总成3的粘接,进一步继续往上拧起套管升降螺钉4,进一步套管升降螺钉4将升
起限位套5往上顶起,此时复合材料产品8也被定位套总成3顶起,在此过程中复合材料产品8嵌入成型模具主体1的部分被慢慢推出,如果在此过程中受到的阻力很大,则取出内六角扳手并在套管螺纹孔304的上方通过螺纹连接气管接头6,进一步将气管接头6与高压气体接通,高压气体从定位套总成3灌入第二沉孔102后经气槽307突破蜡环7,突破蜡环7的高压气体向四周扩散将复合材料产品8与成型模具主体1贴合面分离,进一步取下气管接头6继续使用内六角扳手通过转动套管升降螺钉4将复合材料产品8往上顶起,进而实现通过定位套总成3的支撑环302将复合材料产品8往上顶起实现从成型模具主体1脱落。
25.综上所述,该用于航空航天复合材料的成型模具定位装置,通过底部内外螺纹杆2、定位套总成3、套管升降螺钉4和升起限位套5的配合设置,使该用于航空航天复合材料的成型模具定位装置具备了定位装置可转动与升降进而帮助复合材料产品8从成型模具主体1脱落的效果,定位套总成3通过套管升降螺钉4与底部内外螺纹杆2锁死,拧松套管升降螺钉4后可使用板手通过对边平面303转动定位套总成3,进而使得复合材料产品8与定位套总成3的外表面不在粘接,继续往上拧出套管升降螺钉4会顶起升起限位套5,由于升起限位套5与定位套总成3通过螺纹连接为一体使得定位套总成3往上升起,进而定位套总成3的支撑环302将复合材料产品8往上顶起实现从成型模具主体1脱落,通过定位套总成3、气管接头6和蜡环7的配合设置,使该用于航空航天复合材料的成型模具定位装置具备了可辅助复合材料产品8与成型模具主体1贴合面分离的效果,将气管接头6与高压气体接通,高压气体从定位套总成3灌入第二沉孔102后经气槽307突破蜡环7,突破蜡环7的高压气体向四周扩散将复合材料产品8与成型模具主体1贴合面分离。
26.以上所述,仅为本实用新型较佳的具体实施方式,但本实用新型的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本实用新型揭露的技术范围内,根据本实用新型的技术方案及其实用新型构思加以等同替换或改变,都应涵盖在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1