短流道线缆多层挤出头的制作方法
1.本实用新型涉及一种线缆生产设备,尤其涉及一种多层绝缘线缆生产设备中挤出头的改进。
背景技术:
2.多层绝缘线缆是重要的供电载体,多层绝缘线缆在导体的外周设有多层具有不同性能的绝缘包覆层,在现有多层绝缘线缆的生产过程中,通常使用串挤的方式,先用一台挤出机配一个挤出头挤出内层,通过水槽冷却,再进入另一台主机配挤出头挤出外层,此方式需要水槽冷却工序,既增加了生产线长度,操作上也需二次穿线,还需要两套挤出机头,经济性与生产效率都较低;还有一种对挤的方式,两台挤出机分设于一挤出头的两侧同时向挤出头供料,但这种方式两台挤出机分布于挤出头的两侧会使生产线的宽度变得很大,占用很大的生产场地,而且操作人员通行不便,操作困难。
技术实现要素:
3.针对现有技术所存在的上述不足,本实用新型所要解决的技术问题是提供一种短流道线缆多层挤出头,它不仅能满足多层绝缘线缆的生产要求,而且能使线缆生产设备占用场地小,操作方便。
4.为了解决上述技术问题,本实用新型的一种短流道线缆多层挤出头,包括机壳、设置于机壳上的进料通道,在机壳的前端安装有外模调模座,在机壳上设有连接座,在连接座上设有两供料通道,两供料通道的出口端分别与机壳上对应的进料通道通连,一供料通道进口端的轴线向机壳的前端倾斜设置,另一供料通道进口端的轴线向机壳的后端倾斜设置;在所述外模调模座上设有外进料通道,在外模调模座上设有外连接座,在外连接座上设有外供料通道,外供料通道的出口端与外进料通道通连,外供料通道进口端的轴线向外模调模座的前端倾斜设置。
5.在上述结构中,由于在机壳上设有连接座,在连接座上设有两供料通道,两供料通道的出口端分别与机壳上对应的进料通道通连,一供料通道进口端的轴线向机壳的前端倾斜设置,另一供料通道进口端的轴线向机壳的后端倾斜设置,则挤出头通过连接座可以与两挤出机相连,连接座上的两供料通道分别与对应的挤出机出料口通连,通过连接座可以将两台挤出机布置在挤出头的同一侧,两供料通道分别向挤出头前后两端倾斜,保证了两挤出机之间以及挤出机与挤出头之间有足够的安装空间,还可以使挤出机与挤出头距离很近且两挤出机与挤出头的距离基本相等,这样对两不同进料通道中包覆料的输送与挤出质量控制极为有利,从而不仅能满足多层绝缘线缆的生产要求,而且与采用两台挤出机分布于挤出头两侧的对挤的布局方式相比,线缆生产设备占用场地小,操作人员通行与操作均非常方便。
6.又由于在所述外模调模座上设有外进料通道,在外模调模座上设有外连接座,在外连接座上设有外供料通道,外供料通道的出口端与外进料通道通连,则挤出头除了连接
座与两挤出机相连外,还可以通过外连接座与挤出机相连,外连接座可以布置在挤出头的上侧,与第三台挤出机相连,这样可以实现三层绝缘料的包覆,外连接座还可以布置在与连接座相同的一侧,此时挤出头既可以通过连接座与两台挤出机相连,还可以分别通过外连接座和连接座与两台挤出机相连,从而可以在两层绝缘线缆生产时满足不同绝缘料的配置要求。这样,可以更好的适应多层绝缘线缆的生产要求,且线缆生产设备占用场地同样很小,操作人员通行与操作均同样方便。
7.本实用新型的一种优选实施方式,在所述供料通道和外供料通道中均设有供料切换阀芯,在供料切换阀芯上设有供料主通道和旁路通道,供料通道的进口端通过供料主通道与供料通道的出口端相通连,供料通道的进口端可通过旁路通道与连接座外部通连,外供料通道的进口端通过供料主通道与外供料通道的出口端相通连,外供料通道的进口端可通过旁路通道与外连接座外部通连。采用该实施方式,可以借助供料切换阀芯来改变供料的输出路线,在开始正式生产之前,可以通过供料切换阀芯将包覆料从旁路通道输出到连接座或外连接座之外,从而可以检查包覆料的状态,待包覆料状态正常后转动供料切换阀芯将包覆料从供料主通道输送到进料通道或外进料通道进入到正式生产阶段,保证了所生产线缆的良品率,减少了浪费,提高了经济效益与生产效率。
8.本实用新型的另一种优选实施方式,所述两供料通道的进口端的轴线水平设置。采用该实施方式,可以便于连接座与挤出机的对接连接。
9.本实用新型的又一种优选实施方式,所述一供料通道进口端的轴线与机壳轴线的夹角α为40
°
~60
°
,另一供料通道进口端的轴线与机壳的轴线之间的夹角
ß
为40
°
~60
°
。采用该实施方式,可以保证挤出机与挤出头之间以及两挤出机之间能有足够的安装连接空间。
10.本实用新型进一步的优选实施方式,所述外供料通道进口端的轴线向外模调模座的前端倾斜设置,外供料通道进口端的轴线与机壳轴线的夹角γ为40
°
~60
°
。采用该实施方式,可以保证当外连接座与连接座同侧安装时与外连接座相连的挤出机与挤出头之间以及与另一挤出机之间能有足够的安装空间。
11.本实用新型另一进一步的优选实施方式,所述供料切换阀芯的轴线垂直于对应的供料通道的轴线或对应的外供料通道的轴线。采用该实施方式,可以便于供料切换阀芯中供料主通道和旁路通道的设置,使得通过转动供料切换阀芯便可以方便地改变供料的输出路线。
12.本实用新型又一进一步的优选实施方式,所述连接座通过密封垫与所述机壳固连。采用该实施方式,连接座作为一独立的零件,可便于机壳和连接座的加工制造。
13.本实用新型更进一步的优选实施方式,所述外连接座通过密封垫与所述外模调模座固连。采用该实施方式,外连接座作为一独立的零件,可便于外模调模座和外连接座的加工制造。
附图说明
14.下面结合附图和具体实施例对本实用新型短流道线缆多层挤出头作进一步的详细说明。
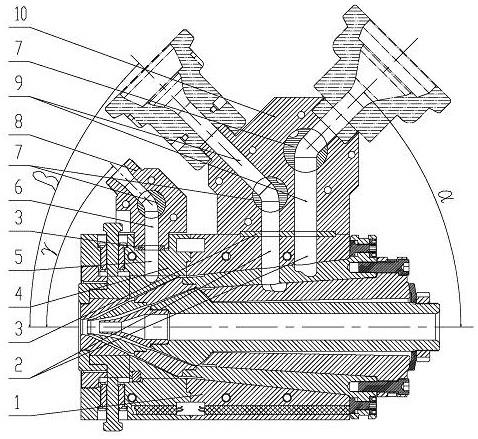
15.图1是本实用新型短流道线缆多层挤出头一种具体实施方式的结构示意图;
16.图2是图1所示结构中供料切换阀芯部位的局部放大视图。
17.图中:1-机壳、2-进料通道、3-密封垫、4-外模调模座、5-外进料通道、6-外供料通道、7-供料切换阀芯、8-外连接座、9-供料通道、10-连接座、11-供料主通道、12-旁路通道。
具体实施方式
18.在图1所示的短流道线缆多层挤出头中,机壳1为一管状构件,在机壳1的前端安装有外模调模座4,用以形成对线缆导体的绝缘包覆层的各模套和分流体安装在机壳1和外模调模座4内,在机壳1上设有进料通道2,进料通道2与机壳1内对应的分流体通连,进料通道2与机壳1的轴线垂直设置。
19.在机壳1的一侧设有连接座10,连接座10通过密封垫3与所述机壳1固连,在连接座10上设有两供料通道9,供料通道9的轴线为曲线,两供料通道9的出口端分别与机壳1上对应的进料通道2通连,两供料通道9的进口端的轴线水平设置,一供料通道2进口端的轴线向机壳1的前端倾斜设置,另一供料通道2进口端的轴线向机壳1的后端倾斜设置,作为优选实施方式,一供料通道9进口端的轴线与机壳1轴线的夹角α为40
°
~60
°
,另一供料通道9进口端的轴线与机壳1的轴线之间的夹角
ß
为40
°
~60
°
;供料通道9的进口端与对应的挤出机出料口通连,挤出机通过法兰与连接座10相连。
20.在外模调模座4上设有外进料通道5,在外模调模座4上设有外连接座8,外连接座8通过密封垫3与外模调模座4固连,在外连接座8上设有外供料通道6,外供料通道6的出口端与外进料通道5通连。作为优选实施方式,外连接座8与连接座10同侧安装,外供料通道6的轴线为曲线,外供料通道6进口端的轴线向外模调模座4的前端倾斜设置,外供料通道6进口端的轴线与机壳1轴线的夹角γ为40
°
~60
°
;外供料通道6的进口端可与对应的挤出机出料口通连,挤出机通过法兰与外连接座8相连。
21.在供料通道9和外供料通道6中均设有供料切换阀芯7,供料切换阀芯7可转动地安装在连接座10或外连接座8上,供料切换阀芯7的轴线垂直于对应的供料通道9的轴线或对应的外供料通道6的轴线,参见图2,在供料切换阀芯7上设有供料主通道11和旁路通道12,供料主通道11横贯供料切换阀芯7,旁路通道12设置于供料切换阀芯7的外周,供料通道9的进口端通过供料主通道11与供料通道9的出口端相通连,转动供料切换阀芯7使旁路通道12与供料通道9的进口端相对可使供料通道9的进口端通过旁路通道12与连接座10外部通连,同样地,外供料通道6的进口端通过供料主通道11与外供料通道6的出口端相通连,转动供料切换阀芯7使旁路通道12与外供料通道6的进口端相对可使外供料通道6的进口端通过旁路通道12与外连接座8外部通连。
22.以上仅列举了本实用新型的一些优选实施方式,但本实用新型并不局限于此,还可以作出许多的改进和变换。如所述外连接座8也可以不是与连接座10同侧安装,而可以是将外模调模座4转过90度使外连接座8位于上方位置,外连接座8与另外的挤出机相连,从而可以实现三层绝缘线缆的生产。如此等等,只要是在本实用新型基本原理基础上所作出的改进与变换,均应视为落入本实用新型的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1