沥青卷材覆膜控厚装置的制作方法
1.本实用新型涉及卷材覆膜技术领域,特别涉及沥青卷材覆膜控厚装置。
背景技术:
2.改性沥青防水卷材生产过程中胎体通过预浸池预浸后,再通过涂油池,在涂油池涂盖改性沥青,然后通过控厚对辊一次控制产品厚度,再经两个覆膜辊上下两面复合隔离材料和挤压控厚,冷却成型,最后收卷包装。
3.沥青在180-190℃下,通过sbs,基础油,以及其它橡胶材料进行改性,以改变沥青的温度敏感性,沥青与基础油在高温下其中的小分子成份会气化,由于改性沥青的粘度较大,小分子气化后会以气泡的形式存在于改性沥青中,在改性沥青成型覆膜后,包裹在改性沥青中的气泡会因温度下降,在大气压力的作用下卷材表面出现细小的坑洼,从而影响卷材厚度和外观质量,同时一次控厚对辊定厚平均厚度误差在0.10mm以上,无法降本增效,故提出沥青卷材覆膜控厚装置技改。
技术实现要素:
4.本实用新型要解决的技术问题是克服现有技术的缺陷,提供沥青卷材覆膜控厚装置。
5.为了解决上述技术问题,本实用新型提供了如下的技术方案:
6.本实用新型沥青卷材覆膜控厚装置,包括主机机架,所述主机机架内部设有下压辊,所述下压辊上方设有上压辊,所述上压辊两侧对称固定连接有第二转轴,所述第二转轴顶部转动连接有连接杆,所述连接杆顶部固定连接有滑块,所述滑块与主机机架滑动连接,所述滑块上方设有上下控厚调整驱动,所述上下控厚调整驱动输出端固定连接有滚珠丝杆,所述滚珠丝杆与滑块连接,所述滚珠丝杆表面固定连接有限位块,所述滑块内部固定连接有连接块,所述连接块顶部固定连接有内螺纹套,所述内螺纹套与滚珠丝杆螺纹连接。
7.作为本实用新型的一种优选方案,所述下压辊两侧对称固定连接有第一转轴,所述第一转轴与主机机架转动连接,其中一个所述第一转轴远离下压辊的一端固定连接有第一从动链轮,所述主机机架一侧设有第一电机,所述第一电机输出端连接有第一蜗轮蜗杆减速机,所述第一蜗轮蜗杆减速机输出端固定连接有第一主动链轮,所述第一主动链轮与第一从动链轮通过链条连接。
8.作为本实用新型的一种优选方案,其中一个所述第二转轴远离上压辊的一端固定连接有第二从动链轮,所述第一电机上方设有第二电机,所述第二电机输出端连接有第二蜗轮蜗杆减速机,所述第二蜗轮蜗杆减速机输出端固定连接有第二主动链轮,所述第二主动链轮与第二从动链轮通过链条连接。
9.作为本实用新型的一种优选方案,所述上压辊与下压辊内均部设有内腔,所述上压辊与下压辊远离第二从动链轮的一侧均设有旋转接头。
10.作为本实用新型的一种优选方案,所述下压辊下方设有下展膜辊,所述上压辊上
方设有上展膜辊。
11.作为本实用新型的一种优选方案,其中一个所述滑块19表面设有电位尺23。
12.本实用新型所达到的有益效果是:本实用新型结构紧凑,实用性强,通过设置的上下控厚调整驱动滚珠丝杆、限位块、内螺纹套、连接块和滑块,可以实现上压辊与下压辊之间的间距调节,防止因间距过大影响覆膜效果;通过设置的内腔和旋转接头,可以在覆膜时进行降温;通过设置的上展膜辊和下展膜辊,可以在覆膜过程中保证膜的平整。
附图说明
13.附图用来提供对本实用新型的进一步理解,并且构成说明书的一部分,与本实用新型的实施例一起用于解释本实用新型,并不构成对本实用新型的限制。在附图中:
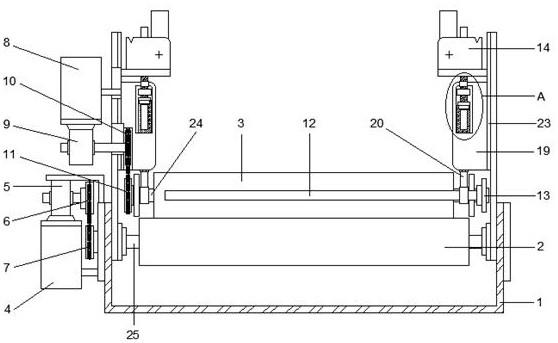
14.图1是本实用新型的正视结构示意图;
15.图2是本实用新型的侧视结构示意图;
16.图3是本实用新型的a处放大示意图。
17.图中:1、主机机架;2、下压辊;3、上压辊;4、第一电机;5、第一蜗轮蜗杆减速机;6、第一主动链轮;7、第一从动链轮;8、第二电机;9、第二蜗轮蜗杆减速机;10、第二主动链轮;11、第二从动链轮;12、内腔;13、旋转接头;14、上下控厚调整驱动;15、滚珠丝杆;16、限位块;17、内螺纹套;18、连接块;19、滑块;20、连接杆;21、上展膜辊;22、下展膜辊;23、电位尺;24、第二转轴;25、第一转轴。
具体实施方式
18.以下结合附图对本实用新型的优选实施例进行说明,应当理解,此处所描述的优选实施例仅用于说明和解释本实用新型,并不用于限定本实用新型。
实施例
19.如图1-3所示,本实用新型提供沥青卷材覆膜控厚装置,包括主机机架1,主机机架1内部设有下压辊2,下压辊2上方设有上压辊3,上压辊3两侧对称固定连接有第二转轴24,第二转轴24顶部转动连接有连接杆20,连接杆20顶部固定连接有滑块19,滑块19与主机机架1滑动连接,滑块19上方设有上下控厚调整驱动14,上下控厚调整驱动14输出端固定连接有滚珠丝杆15,滚珠丝杆15与滑块19转动连接,滚珠丝杆15表面固定连接有限位块16,滑块19内部固定连接有连接块18,连接块18顶部固定连接有内螺纹套17,内螺纹套17与滚珠丝杆15螺纹连接,主机机架1两侧带滑道,能够通过精密丝杠调整覆膜控厚装置与冷却水床间距,上下覆膜对辊压辊,辊子中心距偏差150mm,上下辊筒为通轴厚壁材质,辊面要求镀铬0.05mm,当需要对上压辊3与下压辊2之间的距离进行调节时,启动上下控厚调整驱动14,上下控厚调整驱动14带动滚珠丝杆15转动,滚珠丝杠进行调制处理hrc50-55,滚珠丝杆15通过内螺纹套17带动连接块18移动,从而带动上压辊3移动,实现下压辊2与上压辊3之间的间距调节,上压辊3控厚能够实现两侧单独上下调整,通过调整间隙,达到精准控厚目的。
20.进一步的,下压辊2两侧对称固定连接有第一转轴25,第一转轴25与主机机架1转动连接,其中一个第一转轴25远离下压辊2的一端固定连接有第一从动链轮7,主机机架1一侧设有第一电机4,第一电机4输出端连接有第一蜗轮蜗杆减速机5,第一蜗轮蜗杆减速机5
输出端固定连接有第一主动链轮6,第一主动链轮6与第一从动链轮7通过链条连接,第一蜗轮蜗杆减速机5为二级减速机,带变频控制速度可调与生产线同步,工作时,启动第一电机4,第一电机4通过第一蜗轮蜗杆减速机5减速后,带动第一主动链轮6转动,第一主动链轮6通过链条带动第一从动链轮7转动,第一从动链轮7通过第一转轴25带动下压辊2转动。
21.进一步的,其中一个第二转轴24远离上压辊3的一端固定连接有第二从动链轮11,第一电机4上方设有第二电机8,第二电机8输出端连接有第二蜗轮蜗杆减速机9,第二蜗轮蜗杆减速机9输出端固定连接有第二主动链轮10,第二主动链轮10与第二从动链轮11通过链条连接,第二蜗轮蜗杆减速机9为二级减速机,带变频控制速度可调与生产线同步,工作时,启动第二电机8,第二电机8通过第二蜗轮蜗杆减速机9减速后,带动第二主动链轮10转动,第二主动链轮10通过链条带动第二从动链轮11转动,第二从动链轮11通过第二转轴24带动上压辊3转动。
22.进一步的,上压辊3与下压辊2内部均设有内腔12,上压辊3与下压辊2远离第二从动链轮11的一侧均设有旋转接头13,辊筒配用旋转接头13,通冷却水进行卷材降温。
23.进一步的,下压辊2下方设有下展膜辊22,上压辊3上方设有上展膜辊21,增加涨瓦式展膜辊,通过展膜后进行挤压覆膜控厚,通过上展膜辊21与下展膜辊22配合使用,可以在覆膜过程中保证膜的平整。
24.进一步的,其中一个滑块19表面设有电位尺23,上压辊3控厚间距调整增加测厚位移传感器,通过电位尺23向传感器传达指令,将控厚数据显示至操作屏,方便人员操作。
25.具体的,上压辊3控厚间距通过增肌百分表,方便岗位人员校正零位和随时观察数据,设有垂直安装带有主驱动的上压辊3和下压辊2,两辊通过旋转接头13接入冷却水对卷材进行降温,底膜和面膜通过上展膜辊21与下展膜辊22对底面膜展平,上压辊3通过第二蜗轮蜗杆减速机9,两侧可以单独上下调整辊子间隙,上下调整机构为重载直线轴承,配用主轴表面镀硬铬,同时第一蜗轮蜗杆减速机5与第二蜗轮蜗杆减速机9,均可通过变频控制速度可调与生产线同步,达到精准控厚,由于卷材在经过对辊时,厚度超过要求控厚不时,在进入面膜覆膜压辊时进行精确控厚,多余的改性料会被挤出,并留在对辊前面,同时因为存在一个挤压的过程,改性料中气泡会因为压力作用析出,破碎,从而解决了卷材中气泡问题,本专利沥青卷材覆膜控厚装置对卷材上表面进行挤压,消除卷材中的气泡,保证产品外观与质量,两次控厚过程,也保证产品厚度精确和稳定。
26.最后应说明的是:以上所述仅为本实用新型的优选实施例而已,并不用于限制本实用新型,尽管参照前述实施例对本实用新型进行了详细的说明,对于本领域的技术人员来说,其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换。凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1