一种用于生产PVC基复合材料的挤出机的制作方法
一种用于生产pvc基复合材料的挤出机
技术领域
1.本实用新型涉及pvc基复合材料生产技术领域,具体为一种用于生产pvc基复合材料的挤出机。
背景技术:
2.聚氯乙烯是氯乙烯单体在过氧化物、偶氮化合物等引发剂或在光、热作用下按自由基聚合反应机理聚合而成的聚合物。氯乙烯均聚物和氯乙烯共聚物统称之为氯乙烯树脂,而为了增强pcv的性能,会使用多种材料进行复合混合进行生产,在材料混合后会将混合后的混合物放进挤出机中进行挤出生产,在挤出时,由于材料原因,需要将挤出的形状作为矩形,然后将矩形板进行快速冷却定型,在一般生产时,需要将挤出的基材放入模具中定型,但将基材从挤出机转运到模具中需要转运时间,在转运过程中柔软的基材可能受到影响而产生形变。
技术实现要素:
3.为解决上述背景技术中提出的问题,本实用新型的目的在于提供一种用于生产pvc基复合材料的挤出机,具备在复合基材挤出后快速定型的优点,解决了在一般生产时,需要将挤出的基材放入模具中定型,但将基材从挤出机转运到模具中需要转运时间,在转运过程中柔软的基材可能受到影响而产生形变的问题。
4.本实用新型提供如下技术方案:一种用于生产pvc基复合材料的挤出机,包括底板,所述底板的顶部固定连接有挤出机体和快速定型机构;
5.所述快速定型机构包括位于挤出机体左侧的输送机,所述输送机传送带的外壁固定连接有定型模具,所述定型模具的进料口与挤出机体的出料口贴合,所述定型模具的表面设置有冷却机构,所述冷却机构包括套设在定型模具表面的导热套,所述导热套的内壁与定型模具固定连接,所述导热套为中空设置,所述导热套的内部填充有冷却水,所述导热套的内壁固定连接有散热鳍片,所述散热鳍片的前侧、后侧和底部均延伸至导热套的外部,所述导热套的外部套设有支架,所述支架的底部固定连接有微型制冷机,所述微型制冷机的出气口连通有输气管,所述输气管远离微型制冷机出气口的一端穿过导热套并与远离微型制冷机的进气口连通,所述支架的内壁固定连接有套设在散热鳍片表面的吹风管,所述吹风管的出气口朝向散热鳍片设置,所述支架的两侧均固定连接有风机,所述风机的出风口与吹风管连通。
6.所述定型模具的形状为矩形,所述定型模具的出料口铰接有箱门,所述箱门与定型模具通过插销活动连接。
7.所述底板的顶部设置有支撑机构,所述支撑机构包括位于输送机底部的支撑板,所述支撑板的底部与底板固定连接,所述支撑板的两侧均转动连接有滚轮,所述滚轮的数量为若干个,且若干个滚轮呈纵向排列在支撑板的两侧,所述支架的底部固定连接有套设在微型制冷机表面的防护套,所述滚轮与防护套滚动连接。
8.所述挤出机体的左侧设置有切断机构,所述切断机构包括固定连接在挤出机体左侧顶端的气缸,所述气缸的输出端固定连接有连接板,所述连接板的底部固定连接有位于挤出机体出料口和定型模具进料口之间的切料方套,所述挤出机体出料口、定型模具进料口和切料方套的通料口形状均为矩形,所述切料方套的两侧分别与挤出机体出料口和定型模具进料口滑动连接。
9.所述底板的顶部固定连接有空气压缩机,所述切料方套的前侧和后侧均开设有喷气口,所述喷气口的出气端为朝向定型模具方向的斜形设置,所述空气压缩机的出气口连通有输气软管,所述输气软管远离空气压缩机的一端与喷气口连通。
10.所述底板的顶部固定连接有位于切料方套底部的回收桶,所述回收桶正面的底部开设有开口。
11.本实用新型的有益效果如下:
12.1、本实用新型通过在挤出机的出料口处设置快速定型机构,在挤出机出料时直接把物料输进定型模具中,利用冷却机构对定型模具中的物料进行快速冷却,在输料完毕后通过输送机对定型模具进行转运,这样可以免去转运的间隔,直接将物料输进模具中成型,从而解决了在一般生产时,需要将挤出的基材放入模具中定型,但将基材从挤出机转运到模具中需要转运时间,在转运过程中柔软的基材可能受到影响而产生形变的问题,具备在复合基材挤出后快速定型的优点。
13.2、本实用新型通过设置插销将箱门与定型模具固定住,不仅固定箱门方便,而且在取出定型后的板材时也便于从定型模具中取出。本实用新型通过设置支撑机构,在定型模具底部设置多个滚轮进行支撑输送,滚轮的形状更有利于输送机带动定型模具移动,这样可以起到防坠和平稳移动的效果,有利于将定型模具的进料口与挤出机的出料口对齐贴合。
14.3、本实用新型通过设置切断机构,在物料输进定型模具后,通过利用切料方套将多余的物料切掉,可以让物料的切口端更加整齐,避免在输送机带动定型模具移动时由于物料没切断而撕扯形成端平不整齐。本实用新型通过设置喷气口,通过空气压缩机对喷气口进行吹气,可以把处于切料方套内的多余物料吹出,避免杂料进入定型模具中。本实用新型通过设置回收桶,杂料通过回收桶收集可以防止掉落在地面上后污染工作环境。
附图说明
15.图1为本实用新型结构示意图;
16.图2为本实用新型快速定型机构的右视示意图;
17.图3为本实用新型箱门的左视示意图;
18.图4为本实用新型切断机构的正面示意图;
19.图5为本实用新型切断机构的左视示意图;
20.图6为本实用新型切料方套的俯视剖视示意图。
具体实施方式
21.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例。
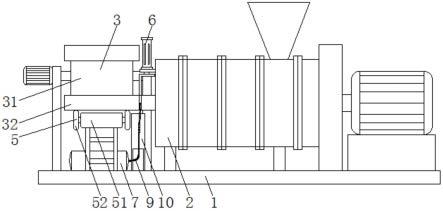
22.如图1至图6所示,一种用于生产pvc基复合材料的挤出机包括底板1,底板1的顶部固定连接有挤出机体2和快速定型机构3;
23.快速定型机构3包括位于挤出机体2左侧的输送机31,输送机31传送带的外壁固定连接有定型模具32,定型模具32的进料口与挤出机体2的出料口贴合,定型模具32的表面设置有冷却机构33,冷却机构33包括套设在定型模具32表面的导热套331,导热套331的内壁与定型模具32固定连接,导热套331为中空设置,导热套331的内部填充有冷却水,导热套331的内壁固定连接有散热鳍片332,散热鳍片332的前侧、后侧和底部均延伸至导热套331的外部,导热套331的外部套设有支架333,支架333的底部固定连接有微型制冷机334,微型制冷机334的出气口连通有输气管335,输气管335远离微型制冷机334出气口的一端穿过导热套331并与远离微型制冷机334的进气口连通,支架333的内壁固定连接有套设在散热鳍片332表面的吹风管336,吹风管336的出气口朝向散热鳍片332设置,支架333的两侧均固定连接有风机337,风机337的出风口与吹风管336连通。
24.参考图3,定型模具32的形状为矩形,定型模具32的出料口铰接有箱门4,箱门4与定型模具32通过插销活动连接。
25.本实施例通过设置插销将箱门4与定型模具32固定住,不仅固定箱门4方便,而且在取出定型后的板材时也便于从定型模具32中取出。
26.参考图1,底板1的顶部设置有支撑机构5,支撑机构5包括位于输送机31底部的支撑板51,支撑板51的底部与底板1固定连接,支撑板51的两侧均转动连接有滚轮52,滚轮52的数量为若干个,且若干个滚轮52呈纵向排列在支撑板51的两侧,支架333的底部固定连接有套设在微型制冷机334表面的防护套53,滚轮52与防护套53滚动连接。
27.本实施例通过设置支撑机构5,在定型模具32底部设置多个滚轮52进行支撑输送,滚轮52的形状更有利于输送机31带动定型模具32移动,这样可以起到防坠和平稳移动的效果,有利于将定型模具32的进料口与挤出机的出料口对齐贴合。
28.参考图1、图4、图5和图6,挤出机体2的左侧设置有切断机构6,切断机构6包括固定连接在挤出机体2左侧顶端的气缸61,气缸61的输出端固定连接有连接板62,连接板62的底部固定连接有位于挤出机体2出料口和定型模具32进料口之间的切料方套63,挤出机体2出料口、定型模具32进料口和切料方套63的通料口形状均为矩形,切料方套63的两侧分别与挤出机体2出料口和定型模具32进料口滑动连接。
29.本实施例通过设置切断机构6,在物料输进定型模具32后,通过利用切料方套63将多余的物料切掉,可以让物料的切口端更加整齐,避免在输送机31带动定型模具32移动时由于物料没切断而撕扯形成端平不整齐。
30.参考图1、图4、图5和图6,底板1的顶部固定连接有空气压缩机7,切料方套63的前侧和后侧均开设有喷气口8,喷气口8的出气端为朝向定型模具32方向的斜形设置,空气压缩机7的出气口连通有输气软管9,输气软管9远离空气压缩机7的一端与喷气口8连通。
31.本实施例通过设置喷气口8,通过空气压缩机7对喷气口8进行吹气,可以把处于切料方套63内的多余物料吹出,避免杂料进入定型模具32中。
32.参考图1,底板1的顶部固定连接有位于切料方套63底部的回收桶10,回收桶10正面的底部开设有开口。
33.本实施例通过设置回收桶10,杂料通过回收桶10收集可以防止掉落在地面上后污
染工作环境。
34.挤出机体2挤出物料后,物料通过挤出机体2的出料口、切料方套63和定型模具32的进料口进入定型模具32中,利用定型模具32的冷却机构33对物料进行冷却定型,在冷却时,通过导热套331对定型模具32的四周进行导热,将热量通过散热鳍片332快速散发,同时利用导热套331中的冷却水对热量进行降温,在降温后时通过微型制冷机334对输气管335输送冷气,当冷却水温度较高时,通过输气管335内的冷气对冷却水降温,同时利用风机337向吹风管336内吹气,吹风管336将风从出气口吹向散热鳍片332,通过输气管335对风进行输送,可以将风均匀的吹至散热鳍片332,达到均匀散热的效果,在冷却定型后,通过气缸61推动连接板62和切料方套63下移切断物料,然后输送机31将定型模具32移开,将下一个空的定型模具32移动至挤出机体2的出料口处,同时空气压缩机7切料方套63吹气,将切料方套63中多余的物料吹出。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1