一种模芯均衡冷却的模具冷却结构的制作方法
1.本实用新型属于模具冷却领域,尤其涉及一种模芯均衡冷却的模具冷却结构。
背景技术:
2.模具指在外力作用下使坯料成为有特定形状和尺寸的制件的工具。广泛用于冲裁、模锻、冷镦、挤压、粉末冶金件压制、压力铸造,以及工程塑料、橡胶、陶瓷等制品的压塑或注塑的成形加工中。
3.模具在设计冷却水路时,冷却水通常利用铜或者铁导热来冷却模芯,导致常规冷却水路中离运水井近的部分冷却快,但是离运水井远的地方冷却不到位,只能通过延长冷却周期来达到理想的模温,这样不但导致加工效率降低,冷却时模温不均还会导致产品外观容易出现如水纹烫印等缺陷,降低加工质量。
技术实现要素:
4.本实用新型的目的在于:提供一种模芯均衡冷却的模具冷却结构,实现模芯均衡冷却,充分提高加工效率和加工质量。
5.为了实现上述目的,本实用新型采用了如下技术方案:一种模芯均衡冷却的模具冷却结构,包括模具本体和隔热管,模具本体内设置有冷却水路,冷却水路包括第一冷却通道、第一冷却水循环通道和第二冷却水循环通道,第一冷却水循环通道和第二冷却水循环通道对称布置在第一冷却通道两侧,隔热管固定安装在第一冷却通道内,隔热管内设置有隔板,第一冷却通道的底面上设置有向模具本体内部延伸的过水间隙,隔热管上设置有进水口和排水口,进水口和排水口对称布置在隔板两侧,进水口连通第一冷却水循环通道,排水口连通第二冷却水循环通道。
6.作为上述技术方案的进一步描述:
7.隔热管的长度等于第一冷却通道的长度。
8.作为上述技术方案的进一步描述:
9.隔热管为直径自第一端至第二端逐渐减小的锥状结构。
10.作为上述技术方案的进一步描述:
11.隔热管的壁厚自第一端至第二端逐渐减小。
12.作为上述技术方案的进一步描述:
13.隔热管为pvc管材。
14.作为上述技术方案的进一步描述:
15.进水口的直径等于第一冷却水循环通道的直径。
16.作为上述技术方案的进一步描述:
17.排水口的直径等于第二冷却水循环通道的直径。
18.作为上述技术方案的进一步描述:
19.进水口的直径等于排水口的直径。
20.综上所述,由于采用了上述技术方案,本实用新型的有益效果是:
21.1、本实用新型中,液体冷却介质在冷却水路内流动,经第一冷却水循环通道从隔热管上的进水口进入隔热管,之后沿着隔热管内隔板向模具本体深处的过水间隙流动,再沿着隔热管内隔板向隔热管的第一端流动并从排水口流出到第二冷却水循环通道。隔热管实现隔热,避免液体冷却介质快速升温,实现模芯均衡冷却,充分提高产品加工效率和加工质量。
22.2、本实用新型中,隔热管的壁厚自第一端至第二端逐渐减小,厚度的增加能有效提高隔热效果,便于提高隔热管第一端处(即入水处)的隔热效果,避免液态冷却介质快速吸热升温,这样液态介质达到模芯前端时(过水间隙处)还能起到好的散热效果,使得模芯均衡冷却,充分提高加工效率和加工质量。
附图说明
23.为了更清楚地说明本实用新型实施例的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,应当理解,以下附图仅示出了本实用新型的某些实施例,因此不应被看作是对范围的限定,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他相关的附图。
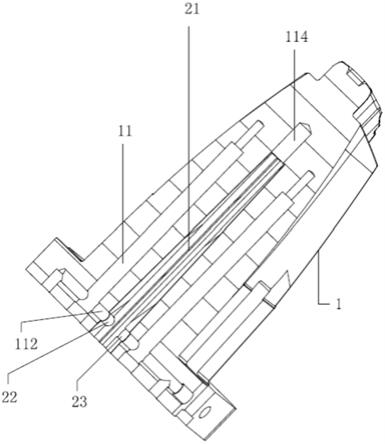
24.图1为一种模芯均衡冷却的模具冷却结构的剖视图。
25.图2为一种模芯均衡冷却的模具冷却结构中模具本体的结构示意图。
26.图3为一种模芯均衡冷却的模具冷却结构中隔热管的结构示意图。
27.图例说明:
28.1、模具本体;11、冷却水路;111、第一冷却通道;112、第一冷却水循环通道;113、第二冷却水循环通道;114、过水间隙;2、隔热管;21、隔板;22、进水口;23、排水口;2a、第一端;2b、第二端。
具体实施方式
29.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其它实施例,都属于本实用新型保护的范围。
30.请参阅图1-3,本实用新型提供一种技术方案:一种模芯均衡冷却的模具冷却结构,包括模具本体1和隔热管2,模具本体1内设置有冷却水路11,冷却水路11包括第一冷却通道111、第一冷却水循环通道112和第二冷却水循环通道113,第一冷却水循环通道112和第二冷却水循环通道113对称布置在第一冷却通道111两侧,隔热管2固定安装在第一冷却通道111内,隔热管2内设置有隔板21,第一冷却通道111的底面上设置有向模具本体1内部延伸的过水间隙114,过水间隙114远离运水井,隔热管2上设置有进水口22和排水口23,进水口22和排水口23对称布置在隔板21两侧,进水口22连通第一冷却水循环通道112,排水口23连通第二冷却水循环通道113。
31.隔热管2的长度等于第一冷却通道111的长度,第一冷却通道111的形状匹配隔热管2的形状。
32.隔热管2为直径自第一端2a至第二端2b逐渐减小的锥状结构,便于安装隔热管2。
33.隔热管2的壁厚自第一端2a至第二端2b逐渐减小,壁厚的增加能有效提高隔热效果,便于提高隔热管2第一端2a处(即入水处)的隔热效果,避免液态冷却介质快速吸热升温,这样液态介质达到模芯前端时(过水间隙114处)还能起到好的散热效果,使得模芯均衡冷却,充分提高加工效率和加工质量。
34.隔热管2为pvc管材,钢铁材质的模具本体1的导热比远远大于pvc材质的隔热管2的导热比,因此隔热管2可以对内部通过的液态冷却介质进行有效的隔热,保证液态介质达到模芯前端时(过水间隙114处)还能起到好的散热效果,使得模芯均衡冷却,充分提高加工效率和加工质量。
35.进水口22的直径等于第一冷却水循环通道112的直径,排水口23的直径等于第二冷却水循环通道113的直径,进水口22的直径等于排水口23的直径。隔热管2安装时无需区分进水口22和排水口23,降低安装难度。
36.工作原理:液体冷却介质在冷却水路内流动,经第一冷却水循环通道从隔热管上的进水口进入隔热管,之后沿着隔热管内隔板向模具本体深处的过水间隙流动,再沿着隔热管内隔板向隔热管的第一端流动并从排水口流出到第二冷却水循环通道。隔热管实现隔热,避免液体冷却介质快速升温,实现模芯均衡冷却,充分提高产品加工效率和加工质量。隔热管的壁厚自第一端至第二端逐渐减小,厚度的增加能有效提高隔热效果,便于提高隔热管第一端处(即入水处)的隔热效果,避免液态冷却介质快速吸热升温,这样液态介质达到模芯前端时(过水间隙处)还能起到好的散热效果,使得模芯均衡冷却,充分提高加工效率和加工质量。
37.以上所述,仅为本实用新型较佳的具体实施方式,但本实用新型的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本实用新型揭露的技术范围内,根据本实用新型的技术方案及其实用新型构思加以等同替换或改变,都应涵盖在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1