格雷母线护套模压成型模具的制作方法
1.本实用新型属于工矿通讯设施配件加工技术领域,特别涉及一种格雷母线护套加工模具。
背景技术:
2.格雷母线定位系统包括地址编码发生器、天线箱、地址解码器、格雷母线、协议转换模块及安装辅件等部分。格雷母线定位系统以相互靠近的扁平状的电缆和天线箱之间的电磁耦合来进行通信,不受环境条件限制(例如在隧道内空间电磁波便很难传送,格雷母线能实现通信),接收灵敏度高,其能够连续地、高精度地检测绝对地址,可用于天车定位、卸料小车定位、堆取料机定位、码头货物输送等。为了适用于恶劣的工业环境,安装在室外的格雷母线电缆通常采用耐酸、碱、紫外线的材料制作护套并进行线束封装,使用寿命长,能够在诸如铁矿石场等恶劣环境条件中长期可靠的工作。目前,格雷母线护套在初次加工、降温成型后,边缘会出现毛边或者变形、锯齿状凸出,容易导致护套产品参差不齐,进而影响格雷母线封装效果,严重者还需要再返工处理护套。
技术实现要素:
3.本实用新型要解决的技术问题是提供一种格雷母线护套模压成型模具,以克服格雷母线护套成型出现的毛边或者锯齿状凸出,避免其制约格雷母线封装效果。
4.为了实现上述目的,本实用新型采用了下述的技术方案:格雷母线护套模压成型模具,包括上模和下模,所述下模的上侧面开设有第一模腔,所述上模的下侧面开设有第二模腔,所述第二模腔与第一模腔合围形成的空间构成格雷母线护套的成型腔,所述上模和下模之间设有供冗余物料溢出的溢流结构,溢流结构位于成型腔的侧面并且溢流结构高于成型腔的底部所在平面。
5.进一步的,所述溢流结构包括第一凸出部和第一凹槽;所述第一凸出部位于第一模腔的两侧并且与下模固定连接;所述第一凹槽位于上模的下侧面并且处于第二模腔的两侧,在使用状态所述第一凹槽与第一凸出部契合。
6.进一步的,所述格雷母线护套模压成型模具还包括中模,所述中模位于上模和下模之间区域,中模的上侧面设有第三模腔,中模的下侧面设有第四模腔,所述第四模腔和第一模腔合围形成的空间构成一个格雷母线护套的成型腔,所述第三模腔和第二模腔合围形成的空间构成另一个格雷母线护套的成型腔。
7.进一步的,所述中模的上侧面固定有第二凸出部,所述第二凸出部位于第三模腔的两侧,第二凸出部朝向上模的侧面与第一凹槽切合;所述中模的下侧面设有第二凹槽,所述第二凹槽位于第四模腔的两侧,第二凹槽朝向下模的侧面与第一凸出部切合。
8.进一步的,所述上模和下模之间卡合有模腔定位装置。
9.进一步的,所述模腔定位装置包括固定在下模上的第一定位条,在使用状态所述第一定位条与设在上模下侧面的第一定位槽卡合。
10.进一步的,所述中模的上侧面设有与上模卡合的上模定位结构,所述中模的下侧面设有与下模卡合的下模定位结构。
11.进一步的,所述上模定位结构包括固定在中模上侧面的第二定位条,在使用状态所述第二定位条与设在上模下侧面的第一定位槽卡合;所述下模定位结构包括设在中模下侧面的第二定位槽,在使用状态所述第二定位槽与第一定位条卡合,所述第一定位条固定于下模的上侧面。
12.本实用新型的有益效果是,上模和下模之间设有供冗余物料溢出的溢流结构,溢流结构位于成型腔的两侧并且溢流结构高于成型腔的底部所在平面,这种结构设计,格雷母线护套加工成型过程中多余的物料能够从成型腔两侧溢出、上升进入溢流结构,向上从溢流通道离开成型腔,从而成型后的格雷母线护套边缘平整,加工的产品尺寸误差小;格雷母线护套降温冷却后不会出现局部弯曲变形,成型的加工件规格统一。
附图说明
13.为了更清楚地说明本实用新型的技术方案,下面将对实施方式或现有技术描述中所需要使用的附图作简单地介绍。显而易见地,下面描述中的附图仅仅是示例性的,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据提供的附图获得其它的实施附图。
14.图1为封装前的格雷母线护套结构示意图;
15.图2为本实用新型的下模结构示意图;
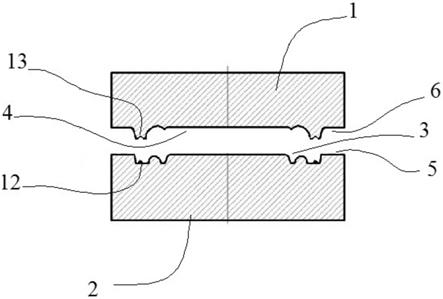
16.图3为本实用新型的一种实施例的模具剖面结构示意图;
17.图4为本实用新型的另一种实施例的模具剖面结构示意图。
18.图中:1、上模;2、下模;3、第一模腔;4、第二模腔;5、第一凸出部;6、第一凹槽;7、中模;8、第三模腔;9、第四模腔;10、第二凸出部,11、第二凹槽;12、第一定位条;13、第一定位槽;14、第二定位条;15、第二定位槽;16、线缆护套。
具体实施方式
19.下面结合附图对本实用新型作进一步说明。在此需要说明的是,这些实施例用于帮助理解本实用新型,但并不构成对本实用新型的限定。此外,下面所描述的本实用新型各个实施例中所涉及的技术特征只要彼此之间未构成冲突就可以相互组合。
20.实施例一
21.参见图1至图3所示,本实用新型实施例的一种格雷母线护套模压成型模具,包括上模1和下模2,下模2的上侧面开设有第一模腔3,上模1的下侧面开设有第二模腔4,第二模腔4与第一模腔3合围形成的空间构成格雷母线护套的成型腔,上模1和下模2之间设有供冗余物料溢出的溢流结构,溢流结构位于成型腔的两侧并且溢流结构高于成型腔的底部所在平面。溢流结构包括第一凸出部5和第一凹槽6;第一凸出部5有两个且位于第一模腔3的两侧,第一凸出部5与下模2的上侧面固定连接;第一凹槽6位于上模1的下侧面,两个第一凹槽6分列于第二模腔4的两侧,在使用状态模具同侧的第一凹槽6与同侧的第一凸出部5契合。
22.格雷母线护套加工成型过程中多余的物料能够从成型腔两侧溢出、上升进入溢流结构,向上从溢流通道(本实施例中即第一凸出部5侧面与第一凹槽6侧面间的缝隙)离开成
型腔,从而成型后的格雷母线护套边缘平整;格雷母线护套降温冷却后不会出现局部弯曲变形,成型的加工件规格统一。
23.上模1和下模2之间卡合有模腔定位装置,模腔定位装置包括固定在下模2上的第一定位条12,在使用状态第一定位条12与设在上模1下侧面的第一定位槽13卡合。合模过程中可快速固定上模1和下模2位置,也能够在加料成型过程中防止上模1和下模2之间发生错位、局部偏移,使最终加工的产品尺寸误差小。
24.实施例二
25.如图4所示,本实施例的一种格雷母线护套模压成型模具,包括上模1和下模2,下模2的上侧面开设有第一模腔3,上模1的下侧面开设有第二模腔4。格雷母线护套模压成型模具还包括中模7,中模7位于上模1和下模2之间区域,中模7的上侧面设有第三模腔8,中模7的下侧面设有第四模腔9,第四模腔9和第一模腔3合围形成的空间构成一个格雷母线护套的成型腔,第三模腔8和第二模腔4合围形成的空间构成另一个格雷母线护套的成型腔。如此,则一套模具可以同时加工两片格雷母线护套,提高了加工效率,也摊低了模具造价费。
26.中模7的上侧面固定有第二凸出部10,第二凸出部10位于第三模腔8的两侧,第二凸出部10朝向上模1的侧面与第一凹槽6切合;中模7的下侧面设有第二凹槽11,第二凹槽11位于第四模腔9的两侧,第二凹槽11朝向下模2的侧面与第一凸出部5切合。
27.格雷母线护套加工成型过程中多余的物料能够从成型腔两侧溢出、上升进入溢流结构,向上从溢流通道(包括第一凸出部5侧面与第二凹槽11侧面间的缝隙、第二凸出部10侧面与第一凹槽6侧面间的缝隙)离开成型腔,从而成型后的格雷母线护套边缘平整,同时整个护套不容易出现变形。
28.中模7的上侧面设有与上模1卡合的上模1定位结构,中模7的下侧面设有与下模2卡合的下模2定位结构。上模1定位结构包括固定在中模7上侧面的第二定位条14,在使用状态第二定位条14与设在上模1下侧面的第一定位槽13卡合;下模2定位结构包括设在中模7下侧面的第二定位槽15,在使用状态第二定位槽15与第一定位条12卡合,第一定位条12固定于下模2的上侧面。合模过程中可快速固定上模1和中模7,也能够在加料成型过程中防止上模1和中模7之间、中模7与下模2之间发生错位,局部偏移。
29.上述各实施例中,格雷母线护套模压成型后,冷却降至接近常温,然后开模,由于冗余物料溢出后与线缆护套16不在一个水平面,可以借助冷却收缩过程与护套边缘脱离,即使部分未能脱离,也可以在开模后便捷地切除。格雷母线封装时,取两片模压成型的线缆护套16(如图1),开口面相对放置,再将按特定步长值编织好的格雷母线置于两片线缆护套16之间区域,然后将两片线缆护套16合拢,对线缆护套16的两端进行封合,完成对格雷母线的封装。
30.以上结合附图对本实用新型的实施例作了详细说明,但本实用新型不限于所描述的实施例。对于本领域的技术人员而言,在不脱离本实用新型原理和精神的情况下,可以对这些实施例进行多种变化、修改、替换和变型,其仍落入本实用新型权利的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1