注塑成型机的出料装置的制作方法
1.本技术涉及汽车配件加工领域,尤其是涉及一种注塑成型机的出料装置。
背景技术:
2.汽车配件的生产工艺主要包括注塑、电镀或喷涂、去毛刺和检验等步骤。其中,注塑环节最为重要,通常采用注塑成型机对原料进行高温熔解并定型,成型后的成品由出料装置排出。
3.现有技术中出料装置包括用于夹持成品的桁架机械手、用于输送成品的皮带输送机和用于给成品冷却的工业风扇,皮带输送机设置于注塑成型机的一侧,而工业风扇设置于皮带输送机与注塑成型机之间。在对成品进行出料操作时,先通过桁架机械手将成品由注塑成型机的模具之间取出,并运输至皮带输送机上方,同时工业风扇会对成品进行降温,最后再通过皮带输送机将成品输送至下道工序。
4.针对上述中的相关技术,发明人认为存在有以下缺陷:在成品由注塑成型机取出后,工业风扇会驱动大量的空气朝向成品运动,由于空气中存在较多的灰尘,导致成品表面会残存较多的灰尘,影响后续电镀与喷涂的效果。
技术实现要素:
5.为了改善成品表面容易残存较多灰尘的问题,本技术提供一种注塑成型机的出料装置。
6.本技术提供的一种注塑成型机的出料装置采用如下的技术方案:
7.一种注塑成型机的出料装置,包括支架、设置于所述支架上的皮带输送机和设置于所述皮带输送机一侧的桁架机械手,还包括设置于所述支架上的防尘罩,所述防尘罩套设于所述皮带输送机的外侧;所述防尘罩的顶壁开设有供成品进入的进料口;所述防尘罩的外侧壁安装有鼓风机,且连接有罩设于所述鼓风机周侧的网罩,所述鼓风机与所述防尘罩之间设置有用于引导冷空气进入所述防尘罩内的连接机构。
8.通过采用上述技术方案,在需要对成品进行出料操作时,先通过桁架机械手将成品由注塑成型机内取出,并由进料口放置于防尘罩内,再通过皮带输送机对成品进行输送,同时鼓风机抽取冷空气并通过连接机构将冷空气输入防尘罩内,且网罩可以对抽入的冷空气进行过滤,进而减少冷空气内的灰尘,以此实现减少成品表面残存的灰尘的效果,有利于提升后续电镀与喷涂的效果,并提升成品质量。
9.可选的,所述防尘罩远离所述鼓风机的侧壁开设有出风口,且所述防尘罩于所述出风口处设置有过滤网。
10.通过采用上述技术方案,出风口的设置可以排出换热后的空气,使得防尘罩内的空气温度处于较低的温度,有利于提升降温的效率,进而可以适当地提升皮带输送机的输送速度,有益于减少成品暴露于外的时间。同时过滤网可以减少由出风口进入的灰尘。
11.可选的,所述防尘罩于所述进料口处设置有封堵组件;所述封堵组件包括铰接于
所述进料口的封堵板和连接于所述封堵板与所述防尘罩之间的复位弹性件;其中,所述封堵板用于封堵所述进料口,所述复位弹性件用于驱使所述封堵板复位。
12.通过采用上述技术方案,在成品进入防尘罩内时,桁架机械手带动成品靠近防尘罩的过程中,成品可以挤压封堵板并使得封堵板朝向防尘罩内摆动,同时复位弹性件处于拉伸或压缩状态,直至成品落于皮带输送机上,且桁架机械手撤出防尘罩后,复位弹性件开始回弹并通过弹性力带动封堵板复位摆动,直至封堵板封堵于进料口处,使得在无成品进入防尘罩时进料口处于封堵状态,可以减少由进料口进入防尘罩内的灰尘,进一步减少残留于成品上的灰尘。
13.可选的,所述封堵板固接有铰接杆,所述铰接杆转动连接于所述防尘罩上;所述复位弹性件包括套设于所述铰接杆上的扭簧,所述扭簧的一端连接于所述封堵板上、另一端连接于所述防尘罩上。
14.通过采用上述技术方案,在成品落于皮带输送机后,扭簧开始复位并通过弹性力驱使封堵板自动复位。
15.可选的,所述桁架机械手的端部连接有电动推杆,所述电动推杆的推杆与所述封堵板抵接适配。
16.通过采用上述技术方案,在成品进入防尘罩的过程中,通过电动推杆的推杆驱使封堵板发生摆动,无需成品挤压封堵板,进而可以降低成品发生损坏的风险。
17.可选的,所述连接机构包括连接于所述鼓风机上的连接总管和多个与所述连接总管连接的连接软管;所述连接软管远离所述鼓风机的一端穿设于所述防尘罩内,多个所述连接软管沿所述防尘罩的长度方向间隔布置。
18.通过采用上述技术方案,上述结构设计的连接软管可以将冷空气均匀地输送至防尘罩内,可以更加均匀且高效地对成品进行降温。
19.可选的,所述连接机构还包括调节机构,所述调节机构包括多个转动连接于所述防尘罩内的管箍和用于驱使多个所述管箍同步转动的驱动件;所述管箍套设于所述连接软管位于所述防尘罩内的端部。
20.通过采用上述技术方案,在对不同的成品进行降温时,可以通过驱动件驱使管箍发生转动,进而调整连接软管的出口角度,有益于提升对成品的降温精准度,并可以减少成品的输送时间。
21.可选的,所述管箍固接有转动杆,所述转动杆转动连接于所述防尘罩上;所述驱动件包括安装于所述防尘罩上的驱动电机、多个分别固定套设于多个所述转动杆上的第一齿轮和多个转动连接于所述防尘罩上的第二齿轮;所述驱动电机的输出轴与任一所述转动杆同轴线连接;多个所述第一齿轮与多个第二齿轮沿所述防尘罩的长度方向交替布置,所述第二齿轮与相邻的所述第一齿轮啮合。
22.通过采用上述技术方案,在需要驱使管箍转动时,先通过驱动电机驱使任一转动杆旋转,并通过第一齿轮与第二齿轮之间的啮合传动,带动多个管箍同步且同向转动。
23.综上所述,本技术包括以下至少一种有益技术效果:
24.1.通过桁架机械手将成品移动至防尘罩内,皮带输送机持续输送成品,同时通过鼓风机、连接主管和连接软管持续向防尘罩内持续输送冷空气,且网罩可以对于冷空气进行过滤,进而减少冷空气内的灰尘,以此实现减少成品表面残存的灰尘的效果;
25.2.在产品进入防尘罩的过程中,需要电动推杆抵接并推动封堵板转动,同时拉伸扭簧,直至产品落于皮带输送机上后,扭簧开始回弹并带动封堵板复位旋转,直至封堵板封堵于进料口处,使得在无成品进入防尘罩时进料口处于封堵状态,可以减少由进料口进入防尘罩内的灰尘;
26.3.通过驱动电机带动多个管箍同步且同向旋转,即可改变连接软管的出口角度,有益于提升对成品的降温精准度,并可以减少成品的输送时间,且可以适用于各种尺寸的成品降温。
附图说明
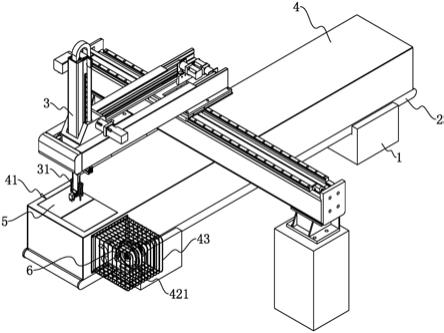
27.图1是本技术实施例的整体结构示意图。
28.图2是本技术实施例支架、皮带输送机、防尘罩、封堵组件和连接机构的局部剖视结构示意图。
29.图3是本技术实施例支架、皮带输送机、防尘罩、封堵组件和连接机构的另一侧局部剖视结构示意图。
30.图4是图2中a部分的局部放大示意图。
31.图5是图3中b部分的局部放大示意图。
32.附图标记:1、支架;2、皮带输送机;3、桁架机械手;31、电动推杆;4、防尘罩;41、进料口;42、第一安装板;421、鼓风机;43、网罩;44、出风口;45、过滤网;46、铰接板;47、第二安装板;5、封堵组件;51、封堵板;511、铰接杆;52、扭簧;6、连接机构;61、连接总管;62、连接软管;63、调节机构;631、管箍;6311、转动杆;632、驱动件;6321、驱动电机;6322、第一齿轮;6323、第二齿轮。
具体实施方式
33.以下结合附图1-5对本技术作进一步详细说明。
34.本技术实施例公开一种注塑成型机的出料装置。参照图1,注塑成型机的出料装置包括位于注塑成型机一侧的支架1、设置于支架1上的皮带输送机2、设置于皮带输送机2一侧的桁架机械手3和设置于支架1上的防尘罩4,防尘罩4套设于皮带输送机2的外侧。支架1通常通过地脚螺栓固定于车间的地面上,皮带输送机2可水平布置也可倾斜布置,在本技术实施例中选择第一种。桁架机械手3用于将注塑成型机制备的成品取出,桁架机械手3架设于皮带输送机2上方。
35.参照图2与图3,防尘罩4在本技术实施例中采用透明材料制备而成,防尘罩4的长度方向与皮带输送机2的长度方向一致。防尘罩4的横截面为n型,且顶壁开设有供成品进入的进料口41,防尘罩4于进料口41处设置有封堵组件5,封堵组件5用于在无成品进入防尘罩4时封堵进料口41。防尘罩4的外侧壁通过螺钉连接有第一安装板42,并于第一安装板42上通过螺栓安装有鼓风机421,鼓风机421与防尘罩4之间设置有用于引导冷空气进入防尘罩4内的连接机构6。防尘罩4通过螺钉连接有罩设于鼓风机421周侧的网罩43,网罩43用于对鼓风机421抽入的空气进行过滤。为便于排出防尘罩4内的热空气,防尘罩4远离鼓风机421的侧壁开设有出风口44,出风口44设置有四个,四个出风口44沿竖直方向等间隔布置,且防尘罩4于出风口44处通过螺钉连接方式设置有过滤网45,过滤网45覆盖于出风口44的外侧。
36.在需要对成品进行出料操作时,先通过桁架机械手3将成品由注塑成型机内取出,并由进料口41放置于防尘罩4内,再通过皮带输送机2对成品进行输送,同时鼓风机421抽取冷空气并通过连接机构6将冷空气输入防尘罩4内,且网罩43可以对抽入的冷空气进行过滤,进而减少冷空气内的灰尘,以此实现减少成品表面残存的灰尘的效果,有利于提升后续电镀与喷涂的效果,并提升成品质量。同时出风口44也可以持续排出换热后的空气,既可以使得防尘罩4内的空气温度处于较低的温度,有利于提升降温的效率,也可以保持防尘罩4内外的压力平衡。
37.参照图2与图4,封堵组件5包括铰接于进料口41的封堵板51和连接于封堵板51与防尘罩4之间的复位弹性件。封堵板51用于封堵进料口41,封堵板51设置有两个,当封堵板51未受外力作用时,两个封堵板51位于同一水平面内。封堵板51通过焊接方式或熔接方式固接有两个水平布置的铰接杆511,两个铰接杆511分别位于封堵板51沿水平方向的两端,防尘罩4的内壁于铰接杆511的两侧熔接有铰接板46,铰接杆511穿设于两个铰接板46上,因此铰接杆511绕自身轴线转动连接于铰接板46上,且封堵板51可绕铰接杆511的轴向摆动。
38.参照图2与图4,复位弹性件用于驱使封堵板51复位,复位弹性件包括套设于铰接杆511上的扭簧52,扭簧52与铰接杆511一一对应,扭簧52的一端连接于封堵板51上、另一端连接于铰接板46上。为减少成品与封堵板51之间的碰撞,桁架机械手3的端部通过螺栓连接有电动推杆31,电动推杆31的推杆沿竖直方向布置,且与封堵板51抵接适配。
39.在成品进入防尘罩4内时,桁架机械手3带动成品靠近防尘罩4的过程中,先通过电动推杆31挤压封堵板51并使得封堵板51朝向防尘罩4内摆动,同时扭簧52处于拉伸状态,直至成品落于皮带输送机2上,且桁架机械手3撤出防尘罩4后,扭簧52开始回弹并通过弹性力带动封堵板51复位摆动,直至封堵板51封堵于进料口41处,使得在无成品进入防尘罩4时进料口41处于封堵状态,可以减少由进料口41进入防尘罩4内的灰尘,进一步减少残留于成品上的灰尘。
40.参照图2与图5,连接机构6包括通过法兰连接于鼓风机421上的连接总管61、多个与连接总管61连接且连通的连接软管62和用于调整连接软管62出口角度的调节机构63,在本技术实施例中连接软管62设置有三个,连接软管62远离鼓风机421的一端穿设于防尘罩4内,三个连接软管62沿防尘罩4的长度方向间隔布置。
41.参照图2与图5,调节机构63包括三个转动连接于防尘罩4内的管箍631和用于驱使多个管箍631同步转动的驱动件632。管箍631与连接软管62一一对应且套设于连接软管62位于防尘罩4内的端部,防尘罩4的内壁通过熔接方式或螺钉固接有第二安装板47,管箍631通过焊接方式固接有竖直布置的转动杆6311,转动杆6311绕自身轴线转动连接于防尘罩4上,使得管箍631可以绕转动杆6311的轴线旋转。
42.参照图2与图5,驱动件632包括通过螺栓安装于第二安装板47上的驱动电机6321、三个分别固定套设于三个转动杆6311上的第一齿轮6322和两个转动连接于第二安装板47上的第二齿轮6323。驱动电机6321的输出轴与任一转动杆6311同轴线连接,三个第一齿轮6322与两个第二齿轮6323沿防尘罩4的长度方向交替布置,且第二齿轮6323与相邻的第一齿轮6322啮合。
43.在对成品进行降温过程中,由三个连接软管62将冷空气均匀地输送至防尘罩4内,可以更加均匀且高效地对成品进行降温。同时在需要对不同的成品进行降温时,先通过驱
动电机6321带动任一管箍631绕转动杆6311的轴线旋转,再通过第一齿轮6322与第二齿轮6323之间的啮合传动,带动多个管箍631同步且同向转动,进而调整连接软管62的出口角度,有益于提升对成品的降温精准度,并可以减少成品的输送时间。
44.本技术实施例一种注塑成型机的出料装置的实施原理为:在需要对成品进行出料操作时,先通过桁架机械手3将成品由注塑成型机内取出,并由进料口41放置于防尘罩4内,再通过皮带输送机2对成品进行输送,同时鼓风机421抽取冷空气并通过连接机构6将冷空气输入防尘罩4内,且网罩43可以对抽入的冷空气进行过滤,进而减少冷空气内的灰尘,以此实现减少成品表面残存的灰尘的效果,有利于提升后续电镀与喷涂的效果,并提升成品质量。
45.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1