一种新型发泡材料板材拼接机的制作方法
1.本实用新型涉及发泡制品成型加工技术领域,具体涉及一种新型发泡材料板材拼接机。
背景技术:
2.由于发泡板材材料应用领域较多,尺寸大小种类繁多,主要采用以下几种形式进行加工制造:
3.1、蒸汽模压成型:将发泡颗粒通入模具,再利用高温蒸汽进行制品成型,水冷定型后得到产品,该方式为目前常用的板材加工方式。针对于不同尺寸的板材加工,通过设计模具来实现,但模具的尺寸受制于机台,很难实现较长或较大板材的加工,且成本投入较高;
4.2、涂胶粘和加工:对于较大尺寸板材的加工,通过利用多个已完成模压成型的板材拼接来实现,拼接处利用涂胶进行粘和,该工艺主要通过人工操作来实现。因其过程中有处理剂和胶水的使用,其环保性较差;
5.3、剪裁加工:对于一些外形尺寸较复杂的板材,一般是将蒸汽模压成型的板材进行冲压加工,利用裁断机将板材进行切割。该工艺较为快速但边角料浪费较大,产品外形受制于板材模具、机台、以及下料机尺寸。
6.综合以上三种加工方式可以看出,想要制造成本较低,工艺简单,适合工业化生产的板材加工,同时还需要考虑模压成型设备、模具以及产品尺寸外形、后续加工设备以及环保等问题,对于地垫床垫等与人体接触较多的产品,还需要考虑性能和安全等问题。所以,在板材加工的基础上研发一种低投入、安全环保且不损失其性能的加工装备尤为重要,不仅可以促进热塑性聚氨酯弹性体制品加工工艺的成熟,同时也弥补了传统加工方式的不足,对于该材料快速占领市场做了很好的基础。
技术实现要素:
7.针对目前存在的技术问题,本实用新型提供一种新型发泡材料板材拼接机,以解决现有技术中的问题。
8.为了实现上述发明目的,本实用新型提供了以下技术方案:
9.一种新型发泡材料板材拼接机,包括机架,所述机架上靠近其上端的位置处沿竖直方向设锁模油缸,该锁模油缸的下端活动端连接移模模框,所述移模模框上设冷却水接口,冷却水通过该冷却水接口进入所述移模模框的内腔,所述移模模框的下端面为模具面板,该模具面板上分布有冷却水喷孔;
10.所述机架上靠近其下端的位置处设有连接板,所述连接板上连接有固模模框,该固模模框位于所述移模模框的正下方,所述固模模框上设有蒸汽接口,水蒸气通过该蒸汽接口进入所述固模模框的内腔,所述固模模框的上端面上分布有蒸汽喷孔。
11.该方案,使用时将两块待加工的板材的待拼接面进行预处理后放置在加工区域(固模模框上),然后锁模油缸带动移模模框下移合模加工,控制蒸汽压力和时间以及水冷
时间,完成后模具打开,得到拼接后的板材。
12.优选的,所述移模模框所在平面、连接板所在平面和固模模框所在平面相互平行,且均与水平面平行。
13.优选的,在所述移模模框上设有行程监控仪,用来监测移模模框与固模模框之间的合模距离。
14.与现有技术相比,本实用新型的有益效果:本实用新型通过高温蒸汽进行拼接加工,利用循环水进行冷却,加工过程中依靠材料自身微融进行粘和,整个过程无化学反应,环保无污染,且不会对板材的性能有损失,代替了传统的涂胶粘和制品,生产过程中不需要根据制品外形和尺寸进行模具设计和机台改造,投入较低;相较于剪裁加工,产生的边角料更少,不需要单独进行刀模的制造。
附图说明:
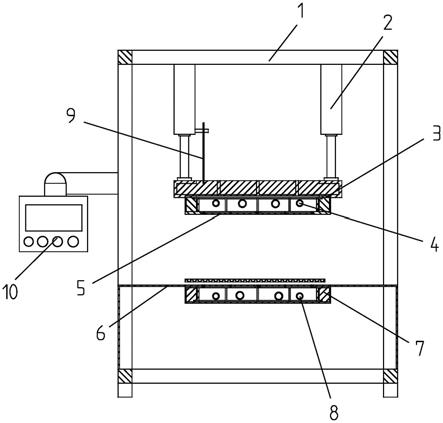
15.图1为本实用新型的结构示意图;
16.图2为图1的内部剖视图。
具体实施方式
17.下面结合试验例及具体实施方式对本实用新型作进一步的详细描述。但不应将此理解为本实用新型上述主题的范围仅限于以下的实施例,凡基于本
技术实现要素:
所实现的技术均属于本实用新型的范围。
18.在本实用新型的描述中,需要理解的是,术语“纵向”、“横向”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。
19.在本实用新型的描述中,除非另有规定和限定,需要说明的是,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是机械连接或电连接,也可以是两个元件内部的连通,可以是直接相连,也可以通过中间媒介间接相连,对于本领域的普通技术人员而言,可以根据具体情况理解上述术语的具体含义。
20.如附图1-附图2所示的一种新型发泡材料板材拼接机,包括机架1,机架1上靠近其上端的位置处沿竖直方向设锁模油缸2,锁模气缸2共四个,在该锁模油缸2的下端活动端连接移模模框3,移模模框3上设冷却水接口4,冷却水管通过该冷却水接口4与移模模框3的内腔连通,供冷却水进入,移模模框3的下端面为模具面板5,该模具面板5上分布有冷却水喷孔。
21.机架1上靠近其下端的位置处设有连接板6,连接板6上连接有固模模框7,该固模模框7位于移模模框3的正下方,移模模框3所在平面、连接板6所在平面和固模模框7所在平面相互平行,且均与水平面平行。固模模框7上设有蒸汽接口8,高温蒸气管通过该蒸汽接口8与固模模框7的内腔连通,供高温蒸汽进入,固模模框7的上端面上分布有蒸汽喷孔。
22.在冷却水管和蒸汽管上分别设有比例控制阀,来控制高温蒸汽和冷却水的进出量。
23.在移模模框3上设有行程监控仪9,行程监控仪9可为距离传感器,距离传感器与控制面板10电连接,用来监测移模模框3与固模模框7之间的合模距离。
24.同时还设了控制面板10,锁模油缸也与控制面板10,用来方便控制锁模油缸和移模模框的活动。
25.本实施例的拼接机加工制品以微孔发泡材料为基材,密度低、力学性能好,颗粒内开口或(和)闭口的泡孔存在,使其具有良好的高回弹性、较轻的密度、防护性、抗菌抑菌、亲肤等优异性能。
26.本实施例的拼接成型过程如下:
27.(1)选定要进行加工的板材材质、厚度,将已完成成型的板材进行预拼接,对待拼接的拼接面进行预处理;
28.(2)将完成预拼接的板材放入拼接机进行拼接,锁模油缸带动移模模框下移合模,锁模压力为80-150t,通过控制锁模力大小实现制品位置稳定,防止在加工过程中出现蒸汽泄漏以及制品变形等问题;
29.(3)向固模模框7通入高温蒸汽,高温蒸汽通过蒸汽喷孔喷出至板材拼接处,蒸汽压力为0.1-0.3mpa,时间为5-60s,蒸汽间歇通入,可通过控制蒸汽流量和时间进行工艺调控;
30.(4)进入水冷阶段向移模模框3内通入冷却水,冷却水通过冷却喷孔喷出,水冷时间为30-160s,水冷完成后开模,即可得到已经完成拼接的板材制品。
31.对于尺寸更大的板材,可多次重复以上步骤,直至完全完成拼接。
32.由于该加工设备依靠材料本身进行粘和,可根据使用环境进行设计,可对不同彩色、超轻、高弹、柔软、抗菌、保护、支撑等材料进行加工和组合加工。产品的种类多样化,更好的使板材产品被大众了解,广泛的应用于地垫、床垫等领域。
33.以上描述了本实用新型的较佳具体实施例。应当理解,本领域的普通技术人员无需创造性劳动就可以根据本实用新型的构思作出诸多修改和变化。因此,凡本技术领域中技术人员依本实用新型的构思在现有技术的基础上通过逻辑分析、推理或者有限的实验可以得到的技术方案,皆应在由权利要求书所确定的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1