一种光固化3D打印机的制作方法
一种光固化3d打印机
技术领域
1.本实用新型涉及3d打印机技术领域,具体涉及一种光固化3d打印机 。
背景技术:
2.顾名思义就是利用激光固化成型的3d打印机,主要分工业机和桌面机,技术比fdm有优势成型精度和质量更好,光固化打印机在工作时。
3.现阶段的光固化3d打印机的原料在打印过程中缺乏预热效果,其完全通过成型时的加热成型工作,其加热速度缓慢,此种情况下的打印物的成型效率得不到提高;尺寸较高且成型面较窄的打印成型物在成型过程中因缺乏辅助成型效果容易倾倒,现有技术中只能通过增加成型支撑解决这一问题,其会增加成型模型的后续处理工作的复杂度。
技术实现要素:
4.本实用新型要解决的技术问题是:为了解决现有技术中的问题。本实用新型提供了一种光固化3d打印机来解决上述问题。
5.本实用新型解决其技术问题所采用的技术方案是:一种光固化3d打印机,包括:3d打印机,设置在所述3d打印机上的打印头,设置在所述打印头上的加热部,设置在所述3d打印机上的成型平台以及设置在所述成型平台上的若干辅助架,其中;所述打印头输料时,所述加热部能够加热所述打印头;若干所述辅助架适于侧抵外置3d成型物。
6.进一步地,所述加热部包括设置在所述打印头上的圆孔,设置在所述圆孔的加热筒以及设置在所述加热筒外壁的螺旋电磁线圈,其中;驱动所述螺旋电磁线圈,所述螺旋电磁线圈能够加热所述加热筒。
7.进一步地,所述加热部还包括设置在所述加热筒上内腔,呈环形设置在所述内腔内的保温砂浆以及呈圆周设置在所述内腔上的若干紫铜片,若杆所述紫铜片一端与所述保温砂浆相接触,其中;所述加热筒加热后,若干所述紫铜片能够加热所述保温砂浆,以使所述保温砂浆保温。
8.进一步地,若干所述紫铜片为“s”形,且若干所述紫铜片一端面为半球形。
9.进一步地,所述光固化3d打印机还包括调节部;所述调节部包括等距设置在所述打印头内壁的若干层导向环,若干层所述导向环正视截面为勺子形,其中;所述打印头出料时,外置原料能够在若干层所述导向环导向流动。
10.进一步地,所述调节部还包括设置在若干层所述导向环上的若干三角孔,其中;外置原料在若干层所述导向环导向流动时,若干所述三角孔能够分散导料。
11.进一步地,所述辅助架包括支撑板以及镜像设置在所述支撑板上的两组斜板,其中;两组所述斜板适于侧抵外置3d成型物。
12.进一步地,所述成型平台上设置有若干侧板;所述支撑板下端设置有适于侧板穿插的卡槽,其中;所述卡槽卡接所述侧板时,所述支撑板能够连接所述成型平台。
13.进一步地,所述支撑板下端设置有导向孔,所述导向孔与所述卡槽相连通;所述卡
槽宽度大于所述导向孔宽度。
14.进一步地,所述卡槽两侧镜像设置有两个柱形缺口,且两个所述柱形缺口中转动穿插有不能够脱离的两个圆柱,其中;所述卡槽卡接所述侧板时,两个所述圆柱能够与所述侧板摩擦转动。
15.本实用新型的有益效果是:通过加热部让光固化原材料在打印工作之前得到预加热效果,其预加热效果能持续形进行,为光固化原材料的成型工作提供了良好的准备条件,让光固化原材料的成型过程更加迅速,效率更高;通过在成型平台拼装的若干辅助架,使若干辅助架对外置3d成型物起到辅助侧抵的限位作用,让不易在成型平台稳定成型外置3d成型物成型过程更加顺畅,若干辅助架能根据外置3d成型物的成型需求和方向而灵活调整数量和位置,提高了外置3d成型物的成型质量。
附图说明
16.下面结合附图和实施例对本实用新型进一步说明。
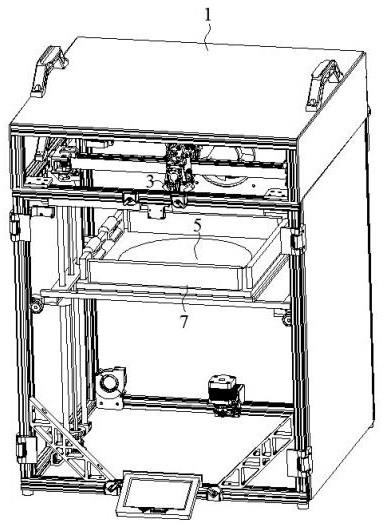
17.图1是本实用新型光固化3d打印机的结构示意图;
18.图2是本实用新型的加热部立体示意图;
19.图3是本实用新型的加热部正视剖视图;
20.图4是本实用新型的加热筒俯视剖视图;
21.图5是本实用新型的打印头局部正视剖视图;
22.图6是本实用新型的图5中a处放大图;
23.图7是本实用新型的最优实施列示意图;
24.图8是本实用新型的成型平台立体图;
25.图9是本实用新型的辅助架结构示意图。
26.图中
27.1、3d打印机;
28.2、加热部;21、圆孔;22、加热筒;23、螺旋电磁线圈;24、内腔;25、保温砂浆;26、紫铜片;
29.3、打印头;
30.4、调节部;41、导向环;42、三角孔;
31.5、成型平台;
32.6、辅助架;61、支撑板;62、斜板;
33.7、侧板;
34.8、卡槽;
35.9、导向孔;
36.10、柱形缺口;
37.11、圆柱。
具体实施方式
38.下面详细描述本实用新型的实施例,所述实施例的示例在附图中示出,其中自始至终相同或类似的标号表示相同或类似的元件或具有相同或类似功能的元件。下面通过参
考附图描述的实施例是示例性的,仅用于解释本实用新型,而不能理解为对本实用新型的限制。相反,本实用新型的实施例包括落入所附加权利要求书的精神和内涵范围内的所有变化、修改和等同物。
39.在本实用新型的描述中,需要理解的是,术语“中心”、“纵向”、“横向”、“长度”、“宽度”、“厚度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”“内”、“外”、“轴向”、“径向”、“周向”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
40.此外,术语“第一”、“第二”等仅用于描述目的,而不能理解为指示或暗示相对重要性。在本实用新型的描述中,需要说明的是,除非另有明确的规定和限定,术语“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本实用新型中的具体含义。此外,在本实用新型的描述中,除非另有说明,“多个”的含义是两个或两个以上。
41.请参阅图1,图1是本实用新型一种光固化3d打印机;请参阅图2,图2是本实用新型的加热部立体示意图;请参阅图3,图3是本实用新型的加热部正视剖视图;请参阅图4,图4是本实用新型的加热筒俯视剖视图;请参阅图5,图5是本实用新型的打印头局部正视剖视图;请参阅图6,图6是本实用新型的图5中a处放大图;请参阅图7,图7是本实用新型的最优实施列示意图;请参阅图8,图8是本实用新型的成型平台立体图;请参阅图9,图9是本实用新型的辅助架结构示意图;如图1-9所示,本实用新型提供了一种光固化3d打印机,包括:3d打印机1,设置在所述3d打印机1上的打印头3,设置在所述打印头3上的加热部2,设置在所述3d打印机1上的成型平台5以及设置在所述成型平台5上的若干辅助架6,其中;所述打印头3输料时,所述加热部2能够加热所述打印头3;若干所述辅助架6适于侧抵外置3d成型物,具体的,通过加热部2让光固化原材料在打印工作之前得到预加热效果,其预加热效果能持续形进行,为光固化原材料的成型工作提供了良好的准备条件,让光固化原材料的成型过程更加迅速,效率更高;通过在成型平台5拼装的若干辅助架6,使若干辅助架6对外置3d成型物起到辅助侧抵的限位作用,让不易在成型平台5稳定成型外置3d成型物成型过程更加顺畅,若干辅助架6能根据外置3d成型物的成型需求和方向而灵活调整数量和位置,提高了外置3d成型物的成型质量。
42.可选的,所述加热部2包括设置在所述打印头3上的圆孔21,设置在所述圆孔21的加热筒22以及设置在所述加热筒22外壁的螺旋电磁线圈23,其中;驱动所述螺旋电磁线圈23,所述螺旋电磁线圈23能够加热所述加热筒22,具体的,加热筒22为容易受热的金属材质,螺旋电磁线圈23能让加热筒22受热均匀,加热过程中散发的热量汇聚在圆孔21与加热筒22之间的间隙中,不易快速的流失,其滞留的热量能为加热筒22提供一定时间段内的保温效果,避免了热力资源的浪费。
43.可选的,所述加热部2还包括设置在所述加热筒22上内腔24,呈环形设置在所述内腔24内的保温砂浆25以及呈圆周设置在所述内腔24上的若干紫铜片26,若杆所述紫铜片26一端与所述保温砂浆25相接触,其中;所述加热筒22加热后,若干所述紫铜片26能够加热所述保温砂浆25,以使所述保温砂浆25保温,具体的,加热筒22受热后,其热量能够进入内腔
24,进入内腔24的热量通过若干紫铜片26的热量吸收和传导作用到达保温砂浆25,保温砂浆25具有优质的保温效果,能让吸收热量的保温效果加强,提高加热筒22的使用效果,若干紫铜片26的分布轨迹让热量的由内腔24外壁方向朝向内腔24的内壁方向活动,从而增加加热筒22聚温工作的效率。
44.可选的,若干所述紫铜片26为“s”形,且若干所述紫铜片26一端面为半球形,具体的,若干紫铜片26的形状设置,让其在通过热传导的过程中热量通过其弯曲方向扩散在内腔24内,让保温砂浆25吸热面更加全面,受热作用更加均匀。
45.可选的,所述光固化3d打印机1还包括调节部4;所述调节部4包括等距设置在所述打印头3内壁的若干层导向环41,若干层所述导向环41正视截面为勺子形,其中;所述打印头3出料时,外置原料能够在若干层所述导向环41导向流动,具体的,光固化原材料在打印头3内流动时,部分光固化原材料在若干层导向环41逐级流淌而滞留,另部分光固化原材料在流动过程中朝向打印头3中心汇聚,同时,待若干层导向环41上的光固化原材料滞留量增加到一定程度时,滞留的光固化原材料呈抛物线向打印头3中心溅射,使光固化原材料的出料过程具备一定的导向作用,避免光固化原材料粘连在打印头3内壁。
46.可选的,所述调节部4还包括设置在若干层所述导向环41上的若干三角孔42,其中;外置原料在若干层所述导向环41导向流动时,若干所述三角孔42能够分散导料,具体的,置于若干层导向环41上的光固化原材料能在其自身的曲面汇流作用力下自由朝向若干三角孔42排放,让光固化原材料的排放轨迹得以增加,使的光固化原材料得到一定的搅拌作用而提升其使用质量。
47.可选的,所述辅助架6包括支撑板61以及镜像设置在所述支撑板61上的两组斜板62,其中;两组所述斜板62适于侧抵外置3d成型物,具体的,两组斜板62能够构成一个横向“v”形,横向“v”形的夹角朝向外置3d成型物,能对外置3d成型物进行更稳定的侧抵工作,让外置3d成型物的受力效果更好。
48.可选的,所述成型平台5上设置有若干侧板7;所述支撑板61下端设置有适于侧板7穿插的卡槽8,其中;所述卡槽8卡接所述侧板7时,所述支撑板61能够连接所述成型平台5,具体的,卡槽8的宽度和侧板7的厚度相等,通过移动支撑板61可以带动卡槽8与侧板7灵活插接,此种插接方式快捷牢固,能根据使用需求及时调整支撑板61的安装数量和位置。
49.可选的,所述支撑板61下端设置有导向孔9,所述导向孔9与所述卡槽8相连通;所述卡槽8宽度大于所述导向孔9宽度,具体的,导向孔9为卡槽8和侧板7的组合工作起到了良好的辅助导向作用,让卡槽8和侧板7的插接组合工作更加顺畅,组合位置更加精准,保证了其之间良好的组合过程。
50.可选的,所述卡槽8两侧镜像设置有两个柱形缺口10,且两个所述柱形缺口10中转动穿插有不能够脱离的两个圆柱11,其中;所述卡槽8卡接所述侧板7时,两个所述圆柱11能够与所述侧板7摩擦转动,具体的,两个圆柱11侧壁的弧形面的部分从两个柱形缺口10穿出,待侧板7初始穿插入导向孔9时,两个圆柱11与侧板7相摩擦,两个圆柱11因此受摩擦力在两个柱形缺口10内摩擦转动,让侧板7的穿插轨迹被限位,减少了侧板7插接过程中的阻力。
51.在本说明书的描述中,参考术语“一个实施例”、“一些实施例”、“示例”、“具体示例”、或“一些示例”等的描述意指结合该实施例或示例描述的具体特征、结构、材料或者特
点包含于本实用新型的至少一个实施例或示例中。在本说明书中,对所述术语的示意性表述不一定指的是相同的实施例或示例。而且,描述的具体特征、结构、材料或者特点可以在任何的一个或多个实施例或示例中以合适的方式结合。
52.以上述依据本实用新型的理想实施例为启示,通过上述的说明内容,相关工作人员完全可以在不偏离本项实用新型技术思想的范围内,进行多样的变更以及修改。本项实用新型的技术性范围并不局限于说明书上的内容,必须要根据权利要求范围来确定其技术性范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1