双壁波纹管成型供料分配头及双壁波纹管成型机的制作方法
1.本实用新型涉及双壁波纹管成型设备技术领域,具体涉及双壁波纹管成型供料分配头及双壁波纹管成型机。
背景技术:
2.目前所使用的双壁波纹管成型机的结构包括:双壁波纹管挤出模具,以及两台螺杆挤出机,所述双壁波纹管挤出模具的结构为:包括外壁设有多头螺纹槽的内螺旋体,在内螺旋体的外部套设有外螺旋体,外螺旋体与内螺旋体共同形成供内壁料流动的内壁料流道,在外螺旋体外壁上设有多头螺纹槽,在外螺旋体的外部套设有螺旋体外套,螺旋体外套与外螺旋体共同形成供外壁料流动的外壁料流道,在螺旋体外套的一侧设置有径向贯通螺旋体外套的螺旋体外套内壁料进料孔,在外螺旋体中设置有密封连通螺旋体外套内壁料进料孔与内壁料流道的外螺旋体内壁料进料孔,螺旋体外套内壁料进料孔与外螺旋体内壁料进料孔形成与内壁料流道相连通的内壁料进料通道;在螺旋体外套的另一侧设置有径向贯通螺旋体外套的螺旋体外套外壁料进料孔,螺旋体外套外壁料进料孔形成与外壁料流道相连通的外壁料进料通道;两个螺杆挤出机的挤出口分别连接螺旋体外套的螺旋体外套内壁料进料孔及螺旋体外套外壁料进料孔。
3.使用时,通过调节内壁料流道对应的一台螺杆挤出机中螺杆的转速来调节进入内壁料流道的流量,并且通过调节外壁料流道对应的一台螺杆挤出机中螺杆的转速来调节进入外壁料流道的流量。上述双壁波纹管成型机存在的缺点是:(1)双壁波纹管挤出模具需要配备两台螺杆挤出机才能进行双壁波纹管的挤出成型,增加了企业生产及使用成本;(2)需通过调节两台螺杆挤出机中螺杆的转速才能调节输入内壁料流道及外壁料流道的流量,操作使用不便。
技术实现要素:
4.本实用新型的第一个目的是提供一种能降低企业生产成本的双壁波纹管成型供料分配头。
5.为实现上述目的,本实用新型采用了如下技术方案:双壁波纹管成型供料分配头,包括分配头本体,在分配头本体的一端设置有一个进料口,进料口用以与一台螺杆挤出机的挤出口对接连通,在分配头本体的另一端设置有两个出料口, 两个出料口用以分别与双壁波纹管挤出模具上的螺旋体外套内壁料进料孔及螺旋体外套外壁料进料孔相连通,分配头本体的进料口通过设置于分配头本体内的两条相对独立的进料流道分别连通两个出料口,在分配头本体上设置有能对两条进料流道的截面积大小进行调节的流量调节机构。
6.进一步地,前述的双壁波纹管成型供料分配头,其中:流量调节机构的结构包括:在两条进料流道一侧的分配头本体上分别对应设置有一个内螺纹孔,每个内螺纹孔与其对应的一条进料流道相连通,在每个内螺纹孔中螺纹连接有一个调节柱塞,调节柱塞能沿对应的内螺纹孔逐渐插入对应的进料流道以改变对应进料流道的截面积。
7.本实用新型的第二个目的是提供一种能降低企业生产成本、并且操作使用方便的双壁波纹管成型机。
8.为实现上述目的,本实用新型采用了如下技术方案:双壁波纹管成型机,包括:双壁波纹管挤出模具,双壁波纹管成型供料分配头,以及一台螺杆挤出机,所述双壁波纹管成型供料分配头的进料口与螺杆挤出机的挤出口相连通,所述双壁波纹管成型供料分配头的一个出料口与双壁波纹管挤出模具的螺旋体外套内壁料进料孔相连通,所述双壁波纹管成型供料分配头的另一个出料口与双壁波纹管挤出模具的螺旋体外套外壁料进料孔相连通。
9.进一步地,前述的双壁波纹管成型机,其中:双壁波纹管成型供料分配头中的流量调节机构的结构包括:在两条进料流道一侧的分配头本体上分别对应设置有一个内螺纹孔,每个内螺纹孔与其对应的一条进料流道相连通,在每个内螺纹孔中螺纹连接有一个调节柱塞,调节柱塞能沿对应的内螺纹孔逐渐插入对应的进料流道以改变对应进料流道的截面积。
10.进一步地,前述的双壁波纹管成型机,其中:在双壁波纹管挤出模具的螺旋体外套的外壁上设置有供双壁波纹管成型供料分配头嵌入的定位槽,双壁波纹管挤出模具的螺旋体外套上的螺旋体外套内壁料进料孔与螺旋体外套外壁料进料孔均分布于定位槽中,并且当双壁波纹管成型供料分配头嵌装在双壁波纹管挤出模具的定位槽中时,双壁波纹管成型供料分配头的一个出料口与双壁波纹管挤出模具的螺旋体外套内壁料进料孔对接连通,双壁波纹管成型供料分配头的另一个出料口与双壁波纹管挤出模具的螺旋体外套外壁料进料孔对接连通。
11.通过上述技术方案的实施,本实用新型的有益效果是:(1)双壁波纹管挤出模具安装双壁波纹管成型供料分配头后,只需要配备一台螺杆挤出机就能进行双壁波纹管的挤出成型,大大降低了企业的生产及使用成本,减少了企业设备投入成本,降低了能耗;(2)通过双壁波纹管成型供料分配头中的两根螺纹柱塞来分别调节两条进料流道的截面积大小,从而分别调节输入内壁料流道及外壁料流道的流量,操作使用方便。
附图说明
12.图1为本实用新型所述的双壁波纹管成型供料分配头的结构示意图。
13.图2为图1后视方向的结构示意图。
14.图3为图1右视方向的结构示意图。
15.图4为图1左视方向的结构示意图。
16.图5为图4中所示的a-a剖面的结构示意图。
17.图6为图5中隐去螺纹柱塞后的结构示意图。
18.图7为图1中隐去螺纹柱塞后的一个视角的立体结构示意图。
19.图8为图1中隐去螺纹柱塞后的另一个视角的立体结构示意图。
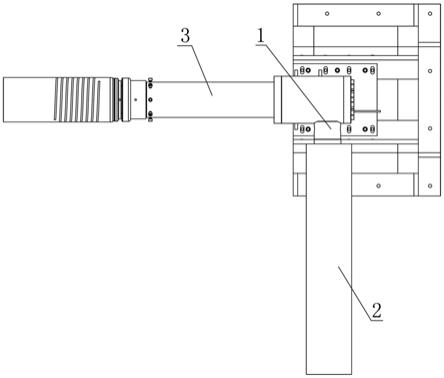
20.图9为本实用新型所述的双壁波纹管成型机的结构示意图。
21.图10为图9中隐去螺杆挤出机后的结构示意图。
22.图11为双壁波纹管挤出模具的结构示意图。
具体实施方式
23.下面结合附图和具体实施例对本实用新型作进一步说明。
24.如图1、图2、图3、图4、图5、图6、图7、图8所示,所述的双壁波纹管成型供料分配头1,包括分配头本体11,在分配头本体11的一端设置有一个进料口12,进料口12用以与一台螺杆挤出机2的挤出口对接连通,在分配头本体1的另一端设置有两个出料口,为了更好地解释说明本实施例,将分配头本体1的两个出料口分别标记为出料口131及出料口132来区分两个出料口,出料口131与双壁波纹管挤出模具3上的螺旋体外套内壁料进料孔31相连通,出料口132与双壁波纹管挤出模具3上的螺旋体外套外壁料进料孔32相连通,分配头本体11的进料口12通过设置于分配头本体11内的两条相对独立的进料流道分别连通两个出料口,为了更好地解释说明本实施例,将两条进料流道分别标记为进料流道141与进料流道142,分配头本体11的进料口12通过进料流道141连通出料口131,分配头本体11的进料口12同时通过进料流道142连通出料口132;在分配头本体11上设置有能对两条进料流道的截面积大小进行调节的流量调节机构;
25.在本实施例中,流量调节机构的结构包括:在进料流道141一侧的分配头本体11上对应设置有一个内螺纹孔151,内螺纹孔151与进料流道141相连通,在内螺纹孔151中螺纹连接有一个调节柱塞161,调节柱塞161能沿对应的内螺纹孔151逐渐插入对应的进料流道141以改变进料流道141的截面积,进而调节输入双壁波纹管挤出模具的内壁料流道的流量;在进料流道142一侧的分配头本体11上对应设置有一个内螺纹孔152,内螺纹孔152与进料流道142相连通,在内螺纹孔152中螺纹连接有一个调节柱塞162,调节柱塞162能沿对应的内螺纹孔152逐渐插入对应的进料流道142以改变进料流道142的截面积,进而调节输入双壁波纹管挤出模具的外壁料流道的流量;上述流量调节机构结构简单且安装维修方便;
26.如图9、图10、图11所示,所述的双壁波纹管成型机,包括:双壁波纹管挤出模具3,双壁波纹管成型供料分配头1,以及一台螺杆挤出机2,所述双壁波纹管成型供料分配头1的进料口12与螺杆挤出机2的挤出口相连通,所述双壁波纹管成型供料分配头1的一个出料口131与双壁波纹管挤出模具3的螺旋体外套内壁料进料孔31相连通,所述双壁波纹管成型供料分配头1的另一个出料口132与双壁波纹管挤出模具3的螺旋体外套外壁料进料孔32相连通;
27.在本实施例中,双壁波纹管成型供料分配头1中的流量调节机构的结构包括:在进料流道141一侧的分配头本体11上对应设置有一个内螺纹孔151,内螺纹孔151与进料流道141相连通,在内螺纹孔151中螺纹连接有一个调节柱塞161,调节柱塞161能沿对应的内螺纹孔151逐渐插入对应的进料流道141以改变进料流道141的截面积,进而调节从输入双壁波纹管挤出模具3的内壁料流道的流量;在进料流道142一侧的分配头本体11上对应设置有一个内螺纹孔152,内螺纹孔152与进料流道142相连通,在内螺纹孔152中螺纹连接有一个调节柱塞162,调节柱塞162能沿对应的内螺纹孔152逐渐插入对应的进料流道142以改变进料流道142的截面积,进而调节输入双壁波纹管挤出模具3的外壁料流道的流量;上述流量调节机构结构简单且安装维修方便;在本实施例中,在双壁波纹管挤出模具3的螺旋体外套的外壁上设置有供双壁波纹管成型供料分配头1嵌入的定位槽33,双壁波纹管挤出模具3的螺旋体外套上的螺旋体外套内壁料进料孔31与螺旋体外套外壁料进料孔32均分布于定位槽33中,并且当双壁波纹管成型供料分配头1嵌装在双壁波纹管挤出模具的定位槽33中时,
双壁波纹管成型供料分配头1的一个出料口131与双壁波纹管挤出模具的螺旋体外套内壁料进料孔31对接连通,双壁波纹管成型供料分配头1的另一个出料口132与双壁波纹管挤出模具3的螺旋体外套外壁料进料孔32对接连通;
28.工作时,螺杆挤出机2挤出的物料先输入双壁波纹管成型供料分配头1的进料口12,输入进料口12的物料再分流到进料流道141与进料流道142,进料流道141中的物料会经出料口131流入双壁波纹管挤出模具3的螺旋体外套内壁料进料孔31,再经螺旋体外套内壁料进料孔31流入双壁波纹管挤出模具3内的内壁料流道,当需增大进入内壁料流道的流量时,将进料流道141对应的螺纹柱塞161逐渐向外旋出进料流道141,增大进料流道141的截面积,从而增大进入内壁料流道的流量,当需减小进入内壁料流道的流量时,将进料流道141对应的螺纹柱塞161逐渐向内旋入进料流道141,减小进料流道141的截面积,从而减小进入内壁料流道的流量;同时进料流道142中的物料会经出料口132流入双壁波纹管挤出模具3的螺旋体外套外壁料进料孔32,再经螺旋体外套外壁料进料孔32流入双壁波纹管挤出模具3内的外壁料流道,当需增大进入外壁料流道的流量时,将进料流道142对应的螺纹柱塞162逐渐向外旋出进料流道142,增大进料流道142的截面积,从而增大进入外壁料流道的流量,当需减小进入外壁料流道的流量时,将进料流道142对应的螺纹柱塞162逐渐向内旋入进料流道142,减小进料流道142的截面积,从而减小进入外壁料流道的流量,接着双壁波纹管挤出模具3再将内壁料流道与外壁料流道内的物料挤出成型得到双壁波纹管。
29.本实用新型的优点是:(1)双壁波纹管挤出模具安装双壁波纹管成型供料分配头后,只需要配备一台螺杆挤出机就能进行双壁波纹管的挤出成型,大大降低了企业的生产及使用成本,减少了企业设备投入成本,降低了能耗;(2)通过双壁波纹管成型供料分配头中的两根螺纹柱塞来分别调节两条进料流道的截面积大小,从而分别调节输入内壁料流道及外壁料流道的流量,操作使用方便。
30.以上所述仅是本实用新型的较佳实施例,并非是对本实用新型作任何其他形式的限制,而依据本实用新型的技术实质所作的任何修改或等同变化,仍属于本实用新型要求保护的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1