一种以防擦胶生产作业的轮胎的胎唇成型结构的制作方法
1.本实用新型涉及一种以防擦胶生产作业的轮胎的胎唇成型结构,属于轮胎制造工艺领域,为一种轮胎使用防擦胶作业的成型模片结构及其配合的成型胶囊。
背景技术:
2.轮胎的主要结构包括胎冠、胎肩、胎侧、胎唇,胎冠是轮胎直接和路面接触的部位,胎侧为轮胎侧壁部位,胎肩将胎冠和胎侧连接,胎唇位于胎侧下端,胎唇与轮辋配合。
3.轮胎的胎唇部位的基本结构是通过帘布层、防擦布或防擦胶、胎侧胶、内面胶按照一定的位置布局包裹三角胶、钢丝束而形成。
4.在轮胎的成型过程中,胎唇部位常使用防擦布来加强胎唇强度。使用防擦布结构,需要先将防擦布贴合于内面胶上,增加了轮胎的成型作业工序;使用防擦胶结构可代替防擦布,防擦胶可随胎侧胶压出,无需单独进行贴合步骤,可见使用防擦胶作业能够减少轮胎成型作业工序。成型胶囊是一种轮胎成型工具,在轮胎成型的过程中被使用,为了生产胎唇部位,成型胶囊需要与成型筒模片配合,使得胎唇部位在成型胶囊与成型筒模片组成的空间中成型。
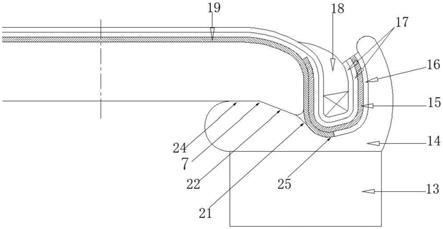
5.现有技术使用的胎唇成型结构如图1和图2所示,胎唇成型结构的主要部件是成型筒模片9和成型胶囊14。如图1所示,胎唇成型结构的成型筒模片具有第一表面1和第二表面8,二者上下相对、平行,形成了成型筒模片的外表面和内表面;成型筒模片还具有第一弧面2、第三表面3和第三环形斜面4、第五表面5、第四环形斜面6,第五表面5连接第三环形斜面4、第四环形斜面6,第五表面5与第三、四环形斜面的连接处都形成转角,这种转角并不是圆角,第五表面5与第二表面8通常是平行的或者接近平行的。第四环形斜面6和第二表面8连接后,在连接之处形成了夹角7。如图2所示,胎唇由两层帘布17、防擦胶15、胎侧胶16、内面胶19反包三角胶18而成,这种层结构是现有的,胎唇成型结构的成型胶囊14设置在胶囊支撑座13上。成型胶囊需要充气,充气后的成型胶囊具有凹槽,其为胎唇成型空间,该凹槽表面包括能与第二表面8贴合的第四表面24、能与第四环形斜面6贴合的第五环形斜面23、向胶囊支撑座方向凹陷的第三弧面12,第四表面24连接第五环形斜面23的上缘,第五环形斜面23的下缘连接第三弧面12的上缘,第三弧面12的下缘与成型胶囊14的凹槽底部平滑连接。胎唇与成型筒模片和成型胶囊之间存在间隙20,由于第五表面5和第三弧面12间距较大,因此间隙20较大。
6.轮胎成型时,胎唇部位防擦胶的一面与帘布贴合,因防擦胶与帘布贴合相较于防擦布与帘布贴合更为密闭,若防擦胶与帘布之间有空气残留,需要成型胶囊压合防擦胶与帘布来排出残留空气,而原有成型筒模片尾端接近胎唇反包部位处有凸出部分,若使用防擦胶作业,在成型胶囊压合时凸出部分会阻挡成型胶囊压合防擦胶与帘布,残留空气难以排出,胎唇部位易产生气泡,后续工序难以处理,导致不良产品产生,大大地增加了制造成本。因此需改进原有模片结构,用以满足使用防擦胶生产作业。
技术实现要素:
7.本实用新型克服了现有技术的不足,提供一种以防擦胶生产作业的轮胎的胎唇成型结构的相关技术方案,以期望可以解决背景技术中指出的以防擦胶生产作业的轮胎的胎唇部位容易产生气泡导致不良产品产生的问题。
8.为解决上述的技术问题,本实用新型采用以下技术方案:
9.一种以防擦胶生产作业的轮胎的胎唇成型结构,包括成型筒模片和成型胶囊,成型胶囊充气后形成凹槽,所述成型筒模片的边缘与成型胶囊的凹槽配合形成胎唇成型空间,所述成型筒模片具有第一表面、第二表面、第三表面和第一环形斜面,所述第一表面和第二表面上下相对;第三表面为垂直于水平面的环形表面,环绕在第一表面的边缘和第二表面的边缘,第三表面的上缘通过弧形的第一弧面与第一表面的边缘平滑连接,第三表面的下缘通过圆角平滑连接所述第一环形斜面的下缘,所述第一环形斜面的上缘与第二表面的边缘连接;所述成型胶囊的凹槽表面包括能与所述第二表面贴合的第四表面、能与所述第一环形斜面贴合的第二环形斜面、向胎唇方向凸出的第二弧面,所述第四表面连接第二环形斜面的上缘,第二环形斜面的下缘连接第二弧面的上缘,第二弧面的下缘与成型胶囊的凹槽底部平滑连接。
10.该结构改进了模片尾端反包部位的凸出部分,解决了因该部位结构导致成型胶囊无法压合防擦胶与帘布,进而使得胎唇出现气泡,导致不良产品,改进后的结构可使用防擦胶进行生产作业。
11.所述的以防擦胶生产作业的轮胎的胎唇成型结构,其第三表面及圆角位于所述的第二弧面的正上方。
12.所述的以防擦胶生产作业的轮胎的胎唇成型结构,其第三表面和第一环形斜面形成的夹角为45
°‑
75
°
。
13.优选的,所述的以防擦胶生产作业的轮胎的胎唇成型结构,其第三表面和第一环形斜面形成的夹角为50
°‑
70
°
。
14.所述的以防擦胶生产作业的轮胎的胎唇成型结构,其第二表面与第一环形斜面形成的夹角为135
°‑
165
°
。
15.优选的,所述的以防擦胶生产作业的轮胎的胎唇成型结构,其第二表面与第一环形斜面形成的夹角为140
°‑
160
°
。
16.所述的以防擦胶生产作业的轮胎的胎唇成型结构,其第一表面、第二表面均为圆形表面,二者为平行的表面,且第二表面的直径小于第一表面的直径。
17.所述的以防擦胶生产作业的轮胎的胎唇成型结构,其第一环形斜面上缘围成的圆形的直径大于其下缘围成的圆形的直径。第一环形斜面上缘是指其与第二表面衔接之处,第一环形斜面下缘是指其通过圆角与第三表面衔接之处。
18.与现有技术相比,本实用新型至少具有以下有益效果:
19.采用本实用新型可以实现用防擦胶取代防擦布进行生产作业,减少了轮胎成型作业工序,减少了不良轮胎的产生,大大地降低了轮胎的生产制造成本。
附图说明
20.图1为现有技术使用的胎唇成型结构的成型筒模片。
21.图2为现有技术使用的胎唇成型结构与胎唇配合图。
22.图3为本实用新型使用的胎唇成型结构的成型筒模片。
23.图4为本实用新型使用的胎唇成型结构与胎唇配合图。
24.图5为轮胎成型工具结构示意图。
25.图中,各序号代表:第一表面1、第一弧面2、第三表面3、第三环形斜面4、第五表面5、第四环形斜面6、夹角7、第二表面8、成型筒模片9、圆角10、第一环形斜面11、第三弧面12、胶囊支撑座13、成型胶囊14、防擦胶15、胎侧胶16、帘布17、三角胶18、内面胶19、间隙20、第二弧面21、第二环形斜面22、第五环形斜面23、第四表面24、凹槽底部25、成型筒26、成型筒膜片零件27。
具体实施方式
26.为了使本实用新型的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本实用新型进行进一步详细说明。应当理解,此处所描述的具体实施例仅用以解释本实用新型,并不用于限定本实用新型。
27.本实用新型使用的胎唇成型结构如图3和图4所示。以防擦胶生产作业的轮胎的胎唇成型结构(下简称胎唇成型结构)的主要部件是成型筒模片9和成型胶囊14,成型胶囊充气后形成凹槽,其中,成型筒模片的边缘与成型胶囊的凹槽配合形成胎唇成型空间,成型筒模片具有左边缘和右边缘,都具有环形的凸起,分别与成型胶囊配合,轮胎在成型筒膜片上成型;这与现有技术是相同的,单独一块成型筒模片零件27为弧形板,所有成型筒模片零件安装于成型筒26之上,安装完毕后整体为圆形,成型筒也是圆形筒状,如图5所示,本实用新型在其他描述中所称“成型筒膜片”是指所有单独的成型筒膜片零件组合的整体。
28.成型筒模片的左、右边缘的下方都有环形凸起,成型胶囊内表面有胶囊支撑座13,成型胶囊工作时充气,形成凹槽主要作为胎唇成型空间,成型胶囊充气后与成型模片接触,并且成型筒膜片的环形凸起位于成型胶囊的凹槽内阻挡成型胶囊压合胎唇,在成型胶囊的凹槽内留较大的间隙作为胎唇成型空间。不同的是,本实用新型的胎唇成型结构的成型筒模片具有第一表面1、第二表面8、两个第三表面3和两个第一环形斜面11,第一表面1和第二表面8上下相对,形成了成型筒模片的外表面和内表面。第一表面1、第二表面8均为圆柱形表面,二者为平行的表面,且第二表面的直径小于第一表面的直径。第一环形斜面11的上缘围成的圆形的直径大于其下缘围成的圆形的直径。如图3所示,成型筒模片的左端与右端是对称结构。
29.第三表面3为垂直于水平面的环形表面,环绕在第一表面的边缘和第二表面的边缘,形成了成型筒模片左右两端的侧面。第三表面的上缘通过弧形的第一弧面2与第一表面的边缘平滑连接,第三表面的下缘通过圆角10平滑连接所述第一环形斜面11的下缘,第三表面3和第一环形斜面11之间可形成夹角,通常情况下,第三表面3和第一环形斜面11形成的夹角可设置在45
°‑
75
°
范围内,优选的第三表面3和第一环形斜面11形成的夹角在50
°‑
70
°
范围内,如60
°
、50
°
、55
°
、60
°
等。当成型筒模片和成型胶囊配合在一起作业时,优选第三表面3及圆角10位于第二弧面21的正上方,这样可以使胎唇与成型筒模片和成型胶囊之间形成的间隙更小,并且若使用防擦胶作业,在成型胶囊压合时成型筒膜片的凸出部分不会阻挡成型胶囊压合防擦胶与帘布,残留空气容易排出,胎唇部位通常不会产生气泡。所述第
一环形斜面11的上缘与第二表面8的边缘连接,第一环形斜面的上缘与第二表面的连接处存在一定角度;通常情况下,第二表面8与第一环形斜面11形成的夹角可设置在135
°‑
165
°
范围内,优选的,第二表面8与第一环形斜面11形成的夹角在140
°‑
160
°
范围内,如145
°
、150
°
、155
°
等。
30.充气后,成型胶囊具有凹槽,所述成型胶囊的凹槽表面包括能与第二表面8贴合的第四表面24、能与第一环形斜面贴合的第二环形斜面22、向胎唇方向凸出的第二弧面21,第四表面连接第二环形斜面的上缘,第二环形斜面的下缘连接第二弧面的上缘,第二弧面的下缘与成型胶囊的凹槽底部25平滑连接。胎唇方向是指在利用胎唇成型结构进行胎唇成型过程中,胎唇所在的方向。
31.第一环形斜面11、圆角10和第三表面3围合的部分成为成型筒模片的凸出部分。本实用新型的结构改进了成型筒模片尾端反包部位的凸出部分,解决了因该部位结构导致成型胶囊无法压合防擦胶与帘布,进而使得胎唇出现气泡,导致不良产品的问题,改进后的结构可使用防擦胶进行生产作业,不出现气泡。
32.尽管这里参照本实用新型的解释性实施例对本实用新型进行了描述,但是,应该理解,本领域技术人员可以设计出很多其他的修改和实施方式,这些修改和实施方式将落在本技术公开的原则范围和精神之内。更具体地说,在本技术公开的范围内,可以对主题组合布局的组成部件和/或布局进行多种变型和改进。除了对组成部件和/或布局进行的变型和改进外,对于本领域技术人员来说,其他的用途也将是明显的。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1