注塑机工件卸料装置的制作方法
1.本技术涉及汽车配件领域,尤其是涉及一种注塑机工件卸料装置。
背景技术:
2.由于塑料具有美观、重量轻、便于加工等优点,因此汽车的保险杆、挡泥板的外沿、散热器护栅、装饰板等很多部件均为塑料制品。塑料汽车配件通常采用注塑机加热成型,并在完成注塑之后采用机械手取出注塑汽车配件。
3.相关技术中申请号为cn201720096738.1的中国专利,提出了一种桥式的立式注塑机自动上料下料机械手,包括立式注塑机,还包括架设与立式注塑机承载平台上方的龙门架、安装于龙门架的上料机构和下料机构;上料机构包括第一x轴移动板、第一驱动装置、y轴导轨、y轴移动板、第二驱动装置以及上料机械手组件。上料机械手组件包括固定于y轴移动板一侧的安装座、竖直安装于安装座的滚珠花键丝杠、位于滚珠花键丝杠一侧驱动滚珠花键丝杠360
°
转动的第一伺服电机、位于第一伺服电机一侧驱动滚珠花键丝杠沿竖直方向上下运动的第二伺服电机、连接于滚珠花键丝杠下端部的上料支架以及若干竖直安装于上料支架下表面的上料手指气缸。
4.针对上述中的相关技术,发明人认为存在有以下缺陷:在驱使注塑汽车配件由注塑机移动输送机构时,通过上料手指气缸夹持注塑汽车配件,并带动注塑汽车配件逐渐朝向输送机构移动,由于刚成型的注塑汽车配件温度较高,使得注塑汽车配件容易吸附空气中的灰尘,影响注塑汽车配件后续的电镀效果。
技术实现要素:
5.为了改善注塑汽车配件容易吸附空气中的灰尘的问题,本技术提供一种注塑机工件卸料装置。
6.本技术提供的一种注塑机工件卸料装置采用如下的技术方案:
7.一种注塑机工件卸料装置,包括上料机械手组件,所述上料机械手组件包括上料支架和多个上料手指气缸,所述上料支架上设置有连接环,多个所述上料手指气缸安装于所述连接环上;所述上料支架于所述连接环的周侧间隔设置有多个降温喷头,多个所述降温喷头的出口端朝向所述上料手指气缸;所述降温喷头的进口端连接有进气机构,所述进气机构包括用于抽入空气的抽气组件和用于对抽入空气进行过滤的过滤管件。
8.通过采用上述技术方案,在对注塑机进行卸料时,先通过上料手指气缸夹持注塑汽车配件,再通过抽气组件抽入空气,并通过过滤管件对空气进行过滤并将净化空气输送至降温喷头,多个降温喷头即可对注塑汽车配件进行降温,从而减少附着于注塑汽车配件表面的灰尘,有益于提升后续电镀的效果,也可以加速注塑汽车配件的冷却,使得注塑汽车配件可以快速地进入下个工序,有利于提升生产效率。
9.可选的,所述连接环能够绕自身轴线旋转,且所述上料支架设置有用于驱使所述连接环旋转的驱动机构。
10.通过采用上述技术方案,驱动机构可以驱使连接环绕自身轴线持续正向旋转和反向旋转,从而降温喷头可以对注塑汽车配件进行均匀地降温。
11.可选的,所述驱动机构包括固定套设于所述连接环上的齿圈、安装于所述上料支架上的驱动电机和固定套设于所述驱动电机输出轴上的主动齿轮;所述齿圈与所述主动齿轮啮合。
12.通过采用上述技术方案,在需要驱使连接环转动时,先通过驱动电机带动齿圈转动,并通过齿圈与主动齿轮之间的啮合传动,即可带动连接环持续旋转。
13.可选的,所述抽气组件包括抽气泵和与所述抽气泵连接的抽气软管,所述抽气软管远离所述抽气泵与所述过滤管件连接。
14.通过采用上述技术方案,通过抽气泵抽入空气,并提供动力驱使空气沿抽气软管输送至过滤管件。
15.可选的,所述过滤管件包括过滤主管、设置于所述过滤主管与所述抽气软管之间的过滤网和多个连接于所述过滤主管上的吹气支管;所述过滤主管与所述抽气软管之间连接有便于拆装的连接结构;所述吹气支管与所述降温喷头一一对应。
16.通过采用上述技术方案,空气进入过滤主管前,先由过滤网进行过滤,净化后的空气由吹气支管分别输送至不同的降温喷头,同时连接结构便于拆装过滤主管与抽气软管,从而可以定期更滑过滤网。
17.可选的,所述连接结构包括连接于所述抽气软管端部的连接管、连接于所述连接管内壁的第一抵接环、活动套设于所述过滤主管上的螺纹套、连接于所述螺纹套上的第二抵接环和连接于所述过滤主管外周壁上的第三抵接环;所述连接管的外周壁开设有与所述螺纹套适配的外螺纹,且所述过滤主管插设于所述连接管内;所述过滤网抵接于所述过滤主管与所述第一抵接环之间;所述第三抵接环抵接于所述连接管的端部与所述第二抵接环之间。
18.通过采用上述技术方案,在需要拆分过滤主管与抽气软管时,先于连接管上螺纹旋转螺纹套,直至螺纹套与连接管分离,即可由过滤主管上拔出连接管;在需要连接过滤主管与抽气软管时,先将过滤主管插设于连接管内,直至过滤网抵接于过滤主管与第一抵接环之间,再于连接管上螺纹装配螺纹套,直至第三抵接环抵紧于第二抵接环与连接管的端部,即可完成连接,过滤网的拆装操作简单,便于定期更换或权利过滤网。
19.可选的,所述抽气软管套设有冷却套管,所述冷却套管设置有用于引入冷却水的进水接口以及用于排出冷却水的出水接口。
20.通过采用上述技术方案,冷却套管可以对抽气软管以及抽气软管内的空气进行降温,从而提升对注塑汽车配件进行更好地降温。
21.可选的,所述降温喷头的数量不少于四个。
22.通过采用上述技术方案,上述数量设置的降温喷头可以对注塑汽车配件进行均匀地降温。
23.综上所述,本技术包括以下至少一种有益技术效果:
24.1.通过抽气泵和抽气软管抽入冷空气,并通过过滤网对冷空气进行净化,再通过吹气支管将净化冷空气输送至各个降温喷头,即可对注塑汽车配件进行降温,从而减少附着于注塑汽车配件表面的灰尘,有益于提升后续电镀的效果,也可以加速注塑汽车配件的
冷却,使得注塑汽车配件可以快速地进入下个工序,有利于提升生产效率;
25.2.通过驱动电机带动齿圈持续正向或反向转动,并通过齿圈与主动齿轮之间的啮合传动,即可带动连接环绕自身轴线持续正向旋转和反向旋转,从而降温喷头可以对注塑汽车配件进行均匀地降温;
26.3.冷却套管可以对抽气软管以及抽气软管内的空气进行降温,从而提升对注塑汽车配件进行更好地降温。
附图说明
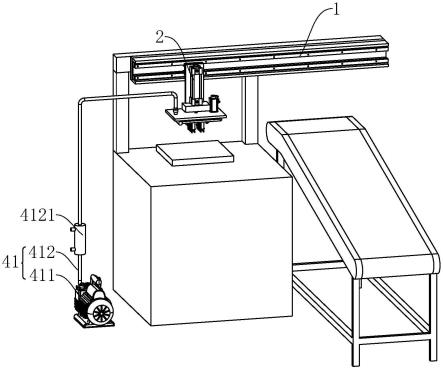
27.图1是本技术实施例的整体结构示意图。
28.图2是本技术实施例上料机械手组件、驱动机构、抽气软管、过滤管件和连接结构的结构示意图。
29.图3是本技术实施例上料机械手组件、驱动机构、抽气软管、过滤管件和连接结构的仰视结构示意图。
30.图4是本技术实施例抽气软管、过滤主管和连接结构的剖视结构示意图。
31.附图标记:
32.1、水平导轨;
33.2、上料机械手组件;21、滑动安装板;22、升降气缸;23、上料支架;231、连接环;232、降温喷头;24、上料手指气缸;
34.3、驱动机构;31、齿圈;32、驱动电机;33、主动齿轮;
35.41、抽气组件;411、抽气泵;412、抽气软管;4121、冷却套管;42、过滤管件;421、过滤主管;422、过滤网;423、吹气支管;
36.5、连接结构;51、连接管;52、第一抵接环;53、螺纹套;54、第二抵接环;55、第三抵接环。
具体实施方式
37.以下结合附图1-4对本技术作进一步详细说明。
38.本技术实施例公开一种注塑机工件卸料装置。参照图1与图2,注塑机工件卸料装置包括架设于注塑机以及输送带上方的水平导轨1和滑移于水平导轨1上的上料机械手组件2。上料机械手组件2包括滑移于水平导轨1上的滑动安装板21、安装于滑动安装板21上的升降气缸22、与升降气缸22活塞杆连接的上料支架23和位于上料支架23下方的上料手指气缸24。
39.参照图2与图3,上料支架23在本技术实施例中为长方体板状,且上料支架23的下表面上设置有圆盘状的连接环231,多个上料手指气缸24安装于连接环231的下表面上。连接环231能够绕自身轴线旋转,且上料支架23设置有用于驱使连接环231旋转的驱动机构3。
40.参照图2与图3,上料支架23于连接环231的周侧间隔设置有多个降温喷头232,且降温喷头232的数量不少于四个,在本技术实施例中降温喷头232设置有四个,且四个降温喷头232的出口端朝向上料手指气缸24。降温喷头232的进口端连接有进气机构,进气机构包括用于抽入空气的抽气组件41和用于对抽入空气进行过滤的过滤管件42。
41.在对注塑机进行卸料时,先通过上料手指气缸24夹持注塑汽车配件,再通过抽气
组件41抽入空气,并通过过滤管件42对空气进行过滤并将净化空气输送至降温喷头232,多个降温喷头232即可对注塑汽车配件进行降温,同时驱动机构3可以带动连接环231以及注塑汽车配件旋转,即可对注塑汽车配件进行均匀地降温,从而减少附着于注塑汽车配件表面的灰尘,有益于提升后续电镀的效果,也可以加速注塑汽车配件的冷却,使得注塑汽车配件可以快速地进入下个工序,有利于提升生产效率。
42.参照图2与图3,驱动机构3包括固定套设于连接环231上的齿圈31、通过螺栓安装于上料支架23上表面上的驱动电机32和固定套设于驱动电机32输出轴上的主动齿轮33。驱动电机32采用伺服电机,驱动电机32的输出轴轴向平行于连接环231的周向,齿圈31与主动齿轮33啮合。在需要驱使连接环231转动时,先通过驱动电机32带动齿圈31转动,并通过齿圈31与主动齿轮33之间的啮合传动,即可带动连接环231持续旋转,并带动注塑汽车配件旋转。
43.参照图1与图4,抽气组件41包括安装于注塑机周侧的抽气泵411和与抽气泵411出气端通过法兰连接的抽气软管412,抽气软管412远离抽气泵411与过滤管件42连接。为对抽入的空气进行降温,抽气软管412套设有冷却套管4121,冷却套管4121设置有用于引入冷却水的进水接口以及用于排出冷却水的出水接口。
44.参照图2与图4,过滤管件42包括过滤主管421、设置于过滤主管421与抽气软管412之间的过滤网422和多个连接于过滤主管421上的吹气支管423。过滤主管421与抽气软管412之间连接有便于拆装的连接结构5,吹气支管423与降温喷头232一一对应,即吹气支管423设置为四个。在空气进入过滤主管421前,先由过滤网422对空气进行过滤,净化后的空气由吹气支管423分别输送至不同的降温喷头232。
45.参照图2与图4,连接结构5包括通过焊接或螺纹连接于抽气软管412端部的连接管51、通过焊接方式连接于连接管51内壁的第一抵接环52、活动套设于过滤主管421上的螺纹套53、通过焊接方式连接于螺纹套53上的第二抵接环54和通过焊接方式连接于过滤主管421外周壁上的第三抵接环55。
46.参照图2与图4,连接管51的外周壁开设有与螺纹套53适配的外螺纹,且过滤主管421插设于连接管51内,连接管51的内径尺寸与过滤主管421的外径尺寸相同。第一抵接环52的内外径尺寸与过滤管的内外径尺寸相同,且过滤网422抵接于过滤主管421与第一抵接环52之间。第二抵接环54的内径尺寸与过滤主管421的外径尺寸相同,第三连接环231的内外径尺寸与连接管51的内外径尺寸,第三抵接环55抵接于连接管51的端部与第二抵接环54之间。
47.在需要拆分过滤主管421与抽气软管412时,先于连接管51上螺纹旋转螺纹套53,直至螺纹套53与连接管51分离,即可由过滤主管421上拔出连接管51;在需要连接过滤主管421与抽气软管412时,先将过滤主管421插设于连接管51内,直至过滤网422抵接于过滤主管421与第一抵接环52之间,再于连接管51上螺纹装配螺纹套53,直至第三连接环231抵紧于第二抵接环54与连接管51的端部,即可完成连接,过滤网422的拆装操作简单,便于定期更换或权利过滤网422。
48.本技术实施例一种注塑机工件卸料装置的实施原理为:在对注塑机进行卸料时,先通过上料手指气缸24夹持注塑汽车配件,再抽气泵411抽入空气,并提供动力驱使空气沿抽气软管412输送至过滤网422处,并通过过滤网422对空气进行过滤并将净化空气输送至
降温喷头232,多个降温喷头232即可对注塑汽车配件进行降温;
49.同时驱动电机32带动齿圈31转动,并通过齿圈31与主动齿轮33之间的啮合传动,进而带动连接环231以及注塑汽车配件持续旋转,即可对注塑汽车配件进行均匀地降温,从而减少附着于注塑汽车配件表面的灰尘,有益于提升后续电镀的效果,也可以加速注塑汽车配件的冷却,使得注塑汽车配件可以快速地进入下个工序,有利于提升生产效率。
50.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1