一种口红包装壳加工用自动脱模的注塑模具的制作方法
1.本实用新型涉及口红包装壳加工技术领域,具体为一种口红包装壳加工用自动脱模的注塑模具。
背景技术:
2.口红包装壳加工,口红,涂抹嘴唇使之红艳的化妆品,是一种主要使用于嘴唇上并可以增加嘴唇的色泽或改变嘴唇的颜色的化妆品,是重要的彩妆之一,通过旋转外部的包装壳底座,可将口红内部的固态膏体裸露出来,一般口红包装壳是塑化材质,通过注塑的工艺方法进行制作成型,这就需要使用配套的注塑模具进行生产。
3.市场上的口红包装壳加工用的注塑模具不具有自动脱模功能,在产品注塑冷却后通过人工的方式进行脱模,其方式脱模效率较低,失误较大,通过工具进行脱模时容易对口红包装壳外壁造成擦伤,为此,我们提出一种口红包装壳加工用自动脱模的注塑模具。
技术实现要素:
4.本实用新型的目的在于提供一种口红包装壳加工用自动脱模的注塑模具,以解决上述背景技术中提出市场上的口红包装壳加工用的注塑模具不具有自动脱模功能,在产品注塑冷却后通过人工的方式进行脱模,其方式脱模效率较低,失误较大,通过工具进行脱模时容易对口红包装壳外壁造成擦伤的问题。
5.为实现上述目的,本实用新型提供如下技术方案:一种口红包装壳加工用自动脱模的注塑模具,包括连接结构、冷却结构和子模具结构,所述连接结构的中端外壁连接有冷却结构,且连接结构的上端外壁连接有辅助结构,所述辅助结构的外部外壁设置有脱模结构,所述连接结构的内部外壁设置有子模具结构,所述脱模结构包括弹簧、顶柱和滑动槽,且弹簧的内部设置有顶柱,所述弹簧的下方设置有滑动槽。
6.进一步的,所述顶柱与冷却结构之间为活动连接,且顶柱与辅助结构之间为螺纹连接。
7.进一步的,所述连接结构包括第一主连接模具块、传动轴和辅助轴,且第一主连接模具块的内部内壁设置有传动轴,所述传动轴的上端外壁设置有辅助轴。
8.进一步的,所述冷却结构包括第二主连接模具块、冷液入口、热液出口和螺栓,且第二主连接模具块的外部外壁一侧设置有冷液入口,所述第二主连接模具块的外部外壁另一侧设置有热液出口,且第二主连接模具块的内部连接有螺栓。
9.进一步的,所述冷却结构通过连接结构与子模具结构构成卡合结构,且冷却结构与子模具结构之间相互配合。
10.进一步的,所述冷液入口与热液出口之间相连通,且冷液入口与热液出口沿着第二主连接模具块中部两侧对称分布。
11.进一步的,所述子模具结构通过螺栓与第二主连接模具块构成可拆卸结构,且子模具结构与第二主连接模具块之间为螺纹连接。
12.进一步的,所述辅助结构包括连接块、辅助块和固定螺孔,且连接块的底部外壁固定有辅助块,所述连接块的内部开设有固定螺孔。
13.进一步的,所述子模具结构包括第一子模具、注塑孔、注塑腔、凹槽、第二子模具、内腔成型块和凸槽,且第一子模具的底部外壁开设有注塑孔,所述第一子模具的内部设置有注塑腔,且第一子模具的顶部外壁开设有凹槽,所述第一子模具的上方设置有第二子模具,且第二子模具的底部外壁设置有内腔成型块,所述第二子模具的外部一周设置有凸槽。
14.与现有技术相比,本实用新型的有益效果是:该口红包装壳加工用自动脱模的注塑模具,使顶柱通过滑动槽与附着于内腔成型块外壁的口红包装壳内腔进行接触,持续移动对使口红包装壳完全脱落于内腔成型块,利用冷液入口与热液出口连通,对其内部贴合的子模具结构进行辅助散热,通过逆时针旋转螺栓,可将第二主连接模具块从第二主连接模具块内部进行拆卸。
15.顶柱与冷却结构之间为活动连接,通过顺时针旋转顶柱可与连接块进行连接固定,可方便弹簧、顶柱进行组装,在注塑冷却后,其第二主连接模具块通过传动轴向后方移动,使顶柱通过滑动槽与附着于内腔成型块外壁的口红包装壳内腔进行接触,持续移动对使口红包装壳完全脱落于内腔成型块,并在脱模后其弹簧压缩对其相对推力,使顶柱快速滑动复位至滑动槽内部,方便进行下次注塑工作,提高注塑的效率。
16.冷液入口与热液出口之间相连通,通过外接冷液输入管道与热液输出管道,利用冷液入口与热液出口连通,对其内部贴合的子模具结构进行辅助散热,有效的缩短其冷却成型的时间加快脱模的效率,提高生产量。
17.子模具结构通过螺栓与第二主连接模具块构成可拆卸结构,通过逆时针旋转螺栓,可将第二主连接模具块从第二主连接模具块内部进行拆卸,以及可将第一子模具从第一主连接模具块内部进行拆卸,在于可对其更换不同的尺寸规格的子模具结构,方便更换损坏的子模具结构,有效的减少模具制作的成本。
附图说明
18.图1为本实用新型子模具结构内部俯视结构示意图;
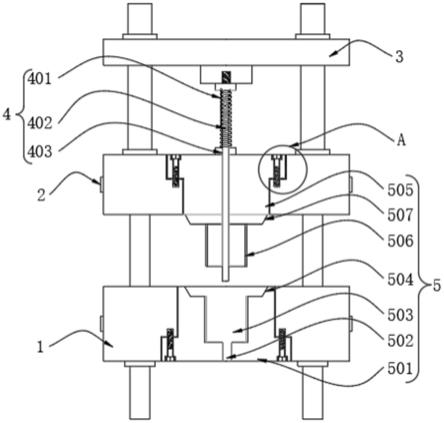
19.图2为本实用新型立体结构示意图;
20.图3为本实用新型图1中a处局部放大结构示意图。
21.图中:1、连接结构;101、第一主连接模具块;102、传动轴;103、辅助轴;2、冷却结构;201、第二主连接模具块;202、冷液入口;203、热液出口;204、螺栓;3、辅助结构;301、连接块;302、辅助块;303、固定螺孔;4、脱模结构;401、弹簧;402、顶柱;403、滑动槽;5、子模具结构;501、第一子模具;502、注塑孔;503、注塑腔;504、凹槽;505、第二子模具;506、内腔成型块;507、凸槽。
具体实施方式
22.如图1所示,一种口红包装壳加工用自动脱模的注塑模具,包括:连接结构1,连接结构1的中端外壁连接有冷却结构2,且连接结构1的上端外壁连接有辅助结构3,辅助结构3的外部外壁设置有脱模结构4,连接结构1的内部外壁设置有子模具结构5,脱模结构4包括弹簧401、顶柱402和滑动槽403,且弹簧401的内部设置有顶柱402,弹簧401的下方设置有滑
动槽403,顶柱402与冷却结构2之间为活动连接,且顶柱402与辅助结构3之间为螺纹连接,通过顺时针旋转顶柱402可与连接块301进行连接固定,可方便弹簧401、顶柱402进行组装,在注塑冷却后,其第二主连接模具块201通过传动轴102向后方移动,使顶柱402通过滑动槽403与附着于内腔成型块506外壁的口红包装壳内腔进行接触,持续移动对使口红包装壳完全脱落于内腔成型块506,并在脱模后其弹簧401压缩对其相对推力,使顶柱402快速滑动复位至滑动槽403内部,方便进行下次注塑工作,提高注塑的效率,子模具结构5包括第一子模具501、注塑孔502、注塑腔503、凹槽504、第二子模具505、内腔成型块506和凸槽507,且第一子模具501的底部外壁开设有注塑孔502,第一子模具501的内部设置有注塑腔503,且第一子模具501的顶部外壁开设有凹槽504,第一子模具501的上方设置有第二子模具505,且第二子模具505的底部外壁设置有内腔成型块506,第二子模具505的外部一周设置有凸槽507。
23.如图2-3所示,一种口红包装壳加工用自动脱模的注塑模具,连接结构1包括第一主连接模具块101、传动轴102和辅助轴103,且第一主连接模具块101的内部内壁设置有传动轴102,传动轴102的上端外壁设置有辅助轴103,冷却结构2包括第二主连接模具块201、冷液入口202、热液出口203和螺栓204,且第二主连接模具块201的外部外壁一侧设置有冷液入口202,第二主连接模具块201的外部外壁另一侧设置有热液出口203,且第二主连接模具块201的内部连接有螺栓204,冷液入口202与热液出口203之间相连通,且冷液入口202与热液出口203沿着第二主连接模具块201中部两侧对称分布,通过外接冷液输入管道与热液输出管道,利用冷液入口202与热液出口203连通,对其内部贴合的子模具结构5进行辅助散热,有效的缩短其冷却成型的时间加快脱模的效率,提高生产量,冷却结构2通过连接结构1与子模具结构5构成卡合结构,且冷却结构2与子模具结构5之间相互配合,通过传动轴102、辅助轴103可将第一主连接模具块101与第二主连接模具块201内部的子模具结构5进行卡合,使其形成口红包装壳所需完整注塑腔503,可为其所需的口红包装壳提供内部限位注塑条件,使其半流体的注塑液填充于注塑腔503内,子模具结构5通过螺栓204与第二主连接模具块201构成可拆卸结构,且子模具结构5与第二主连接模具块201之间为螺纹连接,通过逆时针旋转螺栓204,可将第二主连接模具块201从第二主连接模具块201内部进行拆卸,以及可将第一子模具501从第一主连接模具块101内部进行拆卸,在于可对其更换不同的尺寸规格的子模具结构5,方便更换损坏的子模具结构5,有效的减少模具制作的成本,辅助结构3包括连接块301、辅助块302和固定螺孔303,且连接块301的底部外壁固定有辅助块302,连接块301的内部开设有固定螺孔303。
24.综上,该口红包装壳加工用自动脱模的注塑模具,首先根据口红包装壳选择所需的子模具结构5,通过顺时针旋转螺栓204,将第二主连接模具块201安装于第二主连接模具块201内部,以及将第一子模具501安装于第一主连接模具块101内部,接着将注塑模具整体安装于注塑机上,然后通过外接冷液输入管道、热液输出管道连接于冷液入口202与热液出口203,并开启冷却循环装置进行冷却,接着开启注塑机,通过传动轴102、辅助轴103可将第一主连接模具块101与第二主连接模具块201内部的子模具结构5进行卡合,使其形成口红包装壳所需完整注塑腔503,可为其所需的口红包装壳提供内部限位注塑条件,使其半流体的注塑液填充于注塑腔503内,利用冷液入口202与热液出口203连通,对其内部贴合的子模具结构5进行辅助散热,在注塑冷却后,第二主连接模具块201通过传动轴102向后方移动,
使顶柱402通过滑动槽403与附着于内腔成型块506外壁的口红包装壳内腔进行接触,持续移动对使口红包装壳完全脱落于内腔成型块506,并在脱模后其弹簧401压缩对其相对推力,使顶柱402快速滑动复位至滑动槽403内部。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1