一种注塑医疗器械类产品配件的高精度模具的制作方法
1.本实用新型涉及注塑模具领域,尤其涉及一种注塑医疗器械类产品配件的高精度模具。
背景技术:
2.注塑成型又称注射模塑成型,它是一种注射兼模塑的成型方法。注塑成型方法的优点是生产速度快、效率高,操作可实现自动化,花色品种多,形状可以由简到繁,尺寸可以由大到小,而且制品尺寸精确,产品易更新换代,能成形状复杂的制件,注塑成型适用于大量生产与形状复杂产品等成型加工领域。
3.注塑模具的生产范围广泛,市面上很多医疗器械也是通过注塑模具加工而成的,一般注塑模具的操作流程是这样的;在一定温度下,通过螺杆搅拌完全熔融的塑料材料,用高压射入模腔,经冷却固化后,得到成型品的方法。该方法适用于形状复杂部件的批量生产,是重要的加工方法之一。
4.目前,在现有的相关技术方案中,在使用注塑模具加工时,一般是两个模具进行合并,随后对两根模具之间注入塑料材料,但由于模具长时间且高频率的生产加工,可能导致模具的精密度下降,从而影响模具加工出来的成品完整的。
5.因此,有必要提供一种注塑医疗器械类产品配件的高精度模具解决上述技术问题。
技术实现要素:
6.本实用新型提供一种注塑医疗器械类产品配件的高精度模具,解决了注塑模具不便于定位的问题。
7.为解决上述技术问题,本实用新型提供的注塑医疗器械类产品配件的高精度模具,包括:
8.生产台;
9.定位柱,所述定位柱固定连接于所述生产台上,所述生产台上固定连接有两个定位柱,所述定位柱上开设有定位槽,所述定位槽的内部固定连接有两个弹性件,两个所述弹性件上固定连接有定位件,所述定位件的一侧贯穿于所述定位槽的内部,并延伸至所述定位槽的外部,所述定位件的顶部和底部均固定连接有用于限位的固定块,所述固定块的一侧接触于所述定位槽的内壁;
10.功能板,所述功能板内壁的顶部固定连接有模具,所述模具的底部开设有圆槽,所述圆槽贯穿于所述模具的底部,并延伸至所述模具的内部。
11.优选的,所述定位柱和所述定位件适配于所述圆槽。
12.优选的,所述模具的底部固定连接有用于提高紧密度的边角槽,所述边角槽贯穿于所述模具的底部,并延伸至所述模具的内部。
13.优选的,所述生产台上的四个角上固定连接有边角杆,所述边角杆适配于所述边
角槽。
14.优选的,所述生产台的顶部设置有用于注塑加工的模具槽,所述模具槽适配于所述模具。
15.优选的,所述模具的底部连通有两个用于定位的定位伞,所述定位伞的顶部连通于所述圆槽的底部。
16.优选的,所述定位伞整体呈镂空的锥形台状。
17.与相关技术相比较,本实用新型提供的注塑医疗器械类产品配件的高精度模具具有如下有益效果:
18.本实用新型提供一种注塑医疗器械类产品配件的高精度模具,通过设置的定位柱以及圆槽,使得在模具与模具槽合并加工之前,能够有效的对模具的下降位置进行定位,使得模具的精密度得到提升,进而间接的提升了模具的生产质量,并且在一定程度上,还延长了模具的使用寿命。
附图说明
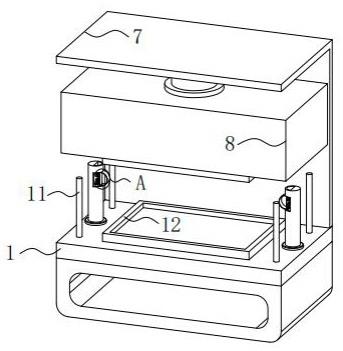
19.图1为本实用新型提供的注塑医疗器械类产品配件的高精度模具的第一实施例的结构示意图;
20.图2为图1所示a部的放大结构示意图;
21.图3为图1所示固定块的结构示意图;
22.图4为图1所示模具的底部结构示意图;
23.图5为图1所示圆槽的剖视示意图;
24.图6为本实用新型提供的注塑医疗器械类产品配件的高精度模具的第二实施例的结构示意图;
25.图中标号:1、生产台,2、定位柱,3、定位槽,4、弹性件,5、定位件,6、固定块,7、功能板,8、模具,9、圆槽,10、边角槽,11、边角杆,12、模具槽,13、定位伞。
具体实施方式
26.下面结合附图和实施方式对本实用新型作进一步说明。
27.第一实施例
28.请结合参阅图1、图2、图3、图4和图5,其中,图1为本实用新型提供的注塑医疗器械类产品配件的高精度模具的第一实施例的结构示意图;图2为图1所示a部的放大结构示意图;图3为图1所示固定块的结构示意图;图4为图1所示模具的底部结构示意图;图5为图1所示圆槽的剖视示意图。注塑医疗器械类产品配件的高精度模具,包括:生产台1;
29.定位柱2,所述定位柱2固定连接于所述生产台1上,所述生产台1上固定连接有两个定位柱2,所述定位柱2上开设有定位槽3,所述定位槽3的内部固定连接有两个弹性件4,两个所述弹性件4上固定连接有定位件5,所述定位件5的一侧贯穿于所述定位槽3的内部,并延伸至所述定位槽3的外部,所述定位件5的顶部和底部均固定连接有用于限位的固定块6,所述固定块6的一侧接触于所述定位槽3的内壁;
30.功能板7,所述功能板7内壁的顶部固定连接有模具8,所述模具8的底部开设有圆槽9,所述圆槽9贯穿于所述模具8的底部,并延伸至所述模具8的内部;
31.弹性件4具有一定程度的支撑性,且可根据实际使用情况对弹性件4进行更换;
32.定位件5整体呈半圆弧形状,且具有一定的弹性,其目的是为了能够更灵活的适应圆槽9的内部空间结构;
33.设置的固定块6起到对定位件5位置限定的作用。
34.所述定位柱2和所述定位件5适配于所述圆槽9。
35.所述模具8的底部固定连接有用于提高紧密度的边角槽10,所述边角槽10贯穿于所述模具8的底部,并延伸至所述模具8的内部。
36.所述生产台1上的四个角上固定连接有边角杆11,所述边角杆11适配于所述边角槽10。
37.所述生产台1的顶部设置有用于注塑加工的模具槽12,所述模具槽12适配于所述模具8。
38.本实用新型提供的注塑医疗器械类产品配件的高精度模具的工作原理如下:
39.使用时:首先启动模具8,随后模具8向下移动,在模具8移动的过程中,模具8底部的圆槽9逐渐与定位柱2相重合,以及边角槽10和边角杆11也逐渐相重合,并且随着模具8的向下移动,圆槽9的内壁对定位件进行挤压,从而使得定位件对弹性件4进行挤压,直至模具8与模具槽12向贴合后,弹性件4随即伸展开来,并使得定位件5与圆槽9的内部进行固定。
40.与相关技术相比较,本实用新型提供的注塑医疗器械类产品配件的高精度模具具有如下有益效果:
41.通过设置的定位柱2以及圆槽9,使得在模具8与模具槽12合并加工之前,能够有效的对模具8的下降位置进行定位,使得模具8的精密度得到提升,进而间接的提升了模具8的生产质量,并且在一定程度上,还延长了模具8的使用寿命。
42.第二实施例
43.请结合参阅图6,基于本技术的第一实施例提供的注塑医疗器械类产品配件的高精度模具,本技术的第二实施例提出另一种注塑医疗器械类产品配件的高精度模具。第二实施例仅仅是第一实施例优选的方式,第二实施例的实施对第一实施例的单独实施不会造成影响。
44.具体的,本技术的第二实施例提供的注塑医疗器械类产品配件的高精度模具的不同之处在于:
45.所述模具8的底部连通有两个用于定位的定位伞13,所述定位伞13的顶部连通于所述圆槽9的底部。
46.所述定位伞13整体呈镂空的锥形台状;
47.通过设置的定位伞13,能够有效的辅助模具8与模具槽12的重合,使得模具8与模具槽12贴合得更加紧密,起到进一步辅助定位的作用。
48.以上所述仅为本实用新型的实施例,并非因此限制本实用新型的专利范围,凡是利用本实用新型说明书及附图内容所作的等效结构或等效流程变换,或直接或间接运用在其它相关的技术领域,均同理包括在本实用新型的专利保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1