一种抗黄光镜片加工生产设备的制作方法
1.本实用新型涉及一种抗黄光镜片加工生产设备。
背景技术:
2.现有技术中,普通的镜片一般只能防紫外线和部分蓝光,如阻隔波长在420nm以下的紫外线和有害蓝光,对波长在420nm以上的光线却不能阻隔,比如波长在430-580nm的黄光,散射的黄光难免会透过镜片射入眼球,黄光短期内对身体没有直接的伤害,但是长期过量照射,会伤害眼睛,造成视力下降,产生眼疲劳,色弱,甚至损伤视觉细胞、产生病变。
3.因此,本发明人针对镜片结构进行研究调整,同时,对镜片的加工生产设备进行改进,专门开发设计了一种适用于生产抗黄光镜片的加工生产设备,以实现自动化生产,提高生产效率,并且,期望生产出的镜片,能够有效地排除和滤除光束中散射黄光,使光线能在正轨的透光轴投入眼睛,使视野清晰自然,达到截止蓝光、抗强烈黄光、防紫外线、防炫光的效果,让人有美轮美奂的感觉。
技术实现要素:
4.本实用新型的目的在于提供一种抗黄光镜片加工生产设备,以实现自动化生产,提高生产效率。
5.为了达成上述目的,本实用新型的解决方案是:
6.一种抗黄光镜片加工生产设备,具有依序设置的第三镜片注塑机、第一涂胶机、第一镜片贴合机、第二涂胶机、第二镜片贴合机、光固化箱、第一染色槽、第一烘烤箱、第二染色槽、第二烘烤箱、第一真空镀膜机、第二真空镀膜机和清洗机;第一镜片贴合机的侧边还设置第二镜片注塑机;第二镜片贴合机的侧边还设置第一镜片注塑机;第一镜片注塑机为形成外层镜片的注塑机;第二镜片注塑机为形成中间层镜片的注塑机;第三镜片注塑机为形成内层镜片的注塑机;第一染色槽和第二染色槽分别具有盛装防黄光染料和防蓝光染料的槽体,槽体中设有镜片筐;第一真空镀膜机和第二真空镀膜机分别为镀加硬膜和镀防水防油膜的设备;清洗机的槽体中设有镜片筐;第一镜片注塑机、第二镜片注塑机、第三镜片注塑机、第一涂胶机、第一镜片贴合机、第二涂胶机、第二镜片贴合机、光固化箱、第一染色槽、第一烘烤箱、第二染色槽、第二烘烤箱、第一真空镀膜机、第二真空镀膜机和清洗机之间安装镜片传送装置。
7.所述第一镜片注塑机、第二镜片注塑机和第三镜片注塑机都是上模底部呈凸起状而下模顶部呈凹陷状,且下模上形成注塑腔。
8.所述第一镜片贴合机和第二镜片贴合机都是上模底部呈凹陷状而下模顶部呈凸起状,且下模上形成供待贴合镜片放入的贴合槽。
9.所述第一涂胶机和第二涂胶机都具有镜片传送带,在镜片传送带上方安装涂胶辊。
10.所述光固化箱内设置紫外线光发生器。
11.所述清洗机的槽体中,盛装等离子水,并安装超声波发生器。
12.所述第一烘烤箱和第二烘烤箱内设置红外线加热管。
13.所述镜片传送装置为用于传送镜片的机械手。
14.采用上述方案后,本实用新型可选择具有不同粘度和流动性的cls1400料、cls3400料和cls1000料,利用第一镜片注塑机、第二镜片注塑机和第三镜片注塑机制成a片、b片和c片三种基片,再利用第一镜片贴合机和第二镜片贴合机将a片、b片和c片贴合在一起,借助有序的加工生产,很容易地制得可防紫外线和防炫光的复合基片。然后,利用第一染色槽和第二染色槽对复合基片分步染料,使镜片获得防黄光和防蓝光的效果,利用第一真空镀膜机和第二真空镀膜机依次镀加硬膜和镀防水防油膜,使镜片表面加硬、防水防油,保持镜片表面清洁。本实用新型用于生产抗黄光镜片,加工工艺简单,自动化程度高,即使产品结构较为复杂,生产周期仍然很短,每付镜片生产周期大约240秒,生产效率高。
15.以下结合附图和具体实施例对本实用新型作详细说明。
附图说明
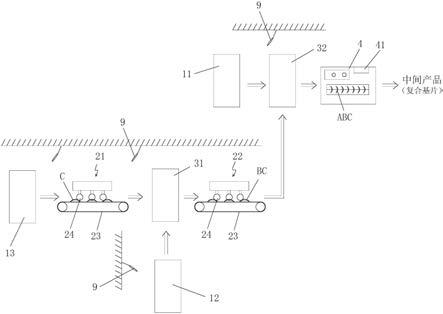
16.图1是本实用新型前段设备的结构示意图;
17.图2是本实用新型后段设备的结构示意图;
18.图3是镜片注塑机的结构示意图;
19.图4是镜片贴合机的结构示意图;
20.图5是本实用新型复合基片的结构示意图;
21.图6是本实用新型镜片成品的结构示意图。
22.标号说明
23.镜片筐10;
24.第一镜片注塑机11,第二镜片注塑机12,第三镜片注塑机13;
25.第一涂胶机21,第二涂胶机22,镜片传送带23,涂胶辊24;
26.第一镜片贴合机31,第二镜片贴合机32;
27.光固化箱4,紫外线光发生器41;
28.第一染色槽51,第二染色槽52;
29.第一烘烤箱61,第二烘烤箱62,红外线加热管63;
30.第一真空镀膜机71,第二真空镀膜机72;
31.清洗机8,超声波发生器81;
32.镜片传送装置9;
33.复合基片101,a片,b片,c片,bc片,abc片,防黄光涂层
34.102,防蓝光涂层103,加硬膜104,防水防油膜105。
具体实施方式
35.如图1至图4所示,本实用新型揭示的一种抗黄光镜片加工生产设备,具有依序设置的第三镜片注塑机13、第一涂胶机21、第一镜片贴合机31、第二涂胶机22、第二镜片贴合机32、光固化箱4、第一染色槽51、第一烘烤箱61、第二染色槽52、第二烘烤箱62、第一真空镀膜机71、第二真空镀膜机72和清洗机8。第一镜片贴合机31的侧边还设置第二镜片注塑机
12。第二镜片贴合机32的侧边还设置第一镜片注塑机11。
36.其中,第一镜片注塑机11为形成外层镜片(a片)的注塑机。第二镜片注塑机12为形成中间层镜片(b片)的注塑机。第三镜片注塑机13为形成内层镜片(c片)的注塑机。具体地,所述第一镜片注塑机11的结构可以如图3所示但不限于图示结构,上模底部呈凸起状而下模顶部呈凹陷状,且下模上形成注塑腔。第二镜片注塑机12和第三镜片注塑机13的结构也与第一镜片注塑机11相似,故不做图示。
37.第一涂胶机21和第二涂胶机22都具有镜片传送带23,在镜片传送带23上方安装涂胶辊24。
38.第一镜片贴合机31的结构可以如图4所示但不限于图示结构,上模底部呈凹陷状而下模顶部呈凸起状,且下模上形成供待贴合镜片放入的贴合槽。第二镜片贴合机32的结构也与第一镜片贴合机1相似,故不做图示。
39.光固化箱4内可以设置紫外线光发生器41。
40.第一染色槽51和第二染色槽52分别具有盛装防黄光染料和防蓝光染料的槽体,槽体中设有镜片筐10。
41.第一烘烤箱61和第二烘烤箱62内可以设置红外线加热管63。
42.第一真空镀膜机71和第二真空镀膜机72分别为镀加硬膜和镀防水防油膜的设备。
43.清洗机8的槽体中设有镜片筐10。清洗机8的槽体中可以盛装等离子水,并安装超声波发生器81,使清洗更快速、彻底。
44.第一镜片注塑机11、第二镜片注塑机12、第三镜片注塑机13、第一涂胶机21、第一镜片贴合机31、第二涂胶机22、第二镜片贴合机32、光固化箱4、第一染色槽51、第一烘烤箱61、第二染色槽52、第二烘烤箱62、第一真空镀膜机71、第二真空镀膜机72和清洗机8之间安装镜片传送装置9。镜片传送装置9具体可以是用于传送镜片的机械手。
45.本实用新型的实际生产时,工艺流程如下:
46.一、基片的制作:在第一镜片注塑机11、第二镜片注塑机12和第三镜片注塑机13中分别注入具有不同粘度和流动性的cls1400料、cls3400料和cls1000料,可选择日本三菱工程塑料株式会社生产的iupilon光学镜片用聚碳酸酯材料,利用第一镜片注塑机11、第二镜片注塑机12和第三镜片注塑机13制成a片、b片和c片三种基片;
47.二、复合基片的制作:将c片输送至第一涂胶机21,在c片的凸面上涂uv胶水,然后将b片与涂有uv胶水的c片一起送至第一镜片贴合机31中,将c片与b片贴合在一起,形成bc片;再将贴合的bc片一起输送至第二涂胶机22,在b片的凸面上涂uv胶水,然后将a片与涂有uv胶水的bc片一起送至第二镜片贴合机32中,将a片与bc片贴合在一起形成abc片;最后,将abc片送入光固化箱4,使结合牢固,形成图5所示的复合基片101(中间产品);
48.三、防黄光、防蓝光处理:将复合基片101送入第一染色槽51中进行染色处理,槽体中为酞菁类染料、卟啉类染料或花菁类染料,再将附着了染料的复合基片101放入第一烘烤箱61干燥固化,形成防黄光涂层102;再将复合基片101送入第二染色槽52中进行染色处理,槽体中为苯并三唑类化合物(羟基苯基类苯丙三唑或羟基叔丁基类苯丙三唑)溶液,再将附着了染料的复合基片101放入第二烘烤箱62干燥固化,形成防蓝光涂层103;
49.四、镀膜处理:将具有防黄光涂层102和防蓝光涂层103的复合基片101送入第一真空镀膜机71,在镜片表面真空蒸镀加硬膜104,然后,送入第二真空镀膜机72,在镜片表面真
空蒸镀防水防油膜105;
50.五、清洗处理:将上述工序完成后的镜片送入清洗机8中的镜片筐10中,清洗干净,最终得到如图6所示的抗黄光镜片成品。
51.以上仅为本实用新型的优选实施方式,并非对本实用新型的保护范围的限定,凡与本实用新型的技术方案没有产生本质上的区别,对上述实施方式的推演或替换,均应被视为落入本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1