具有顶置工具室的3D打印机的制作方法
背景技术:
1、本公开涉及用于通过材料挤出技术打印或以其他方式构建3d零件的增材制造系统。特别地,本公开涉及具有分开的工具室和构建室的基于挤出的3d打印机,并且涉及用于在基于挤出的3d打印机中定位打印头的定位系统。
2、增材制造(也称为3d打印)通常是一种通过添加材料形成3d零件而不是像传统加工那样减去材料来构建三维(3d)零件的过程。使用一种或多种增材制造技术,可以通过增材制造系统(通常称为3d打印机)根据零件的数字模型打印出几乎任何形状的三维零件。典型的增材制造工作流程包括将三维计算机模型切割成限定一系列层的薄横截面,将结果转换成二维位置数据,并且将数据传输到3d打印机,该3d打印机以增材构建样式制造三维结构。增材制造需要制造方法的许多不同方式,包括材料挤出(例如,熔融沉积成型,其可以包括连续纤维沉积)、喷墨、选择性激光烧结、粉末/粘结剂喷射、电子束熔炼、电子照相成像和立体光刻工艺。
3、可以使用各种材料和材料原料来执行3d打印。在一些示例中,可用于3d打印的材料包括聚合物材料、树脂、金属合金、陶瓷、复合材料或它们的组合。该材料可以包括至少两种材料。材料原料可以是粉末、细丝、料粒(pellet)、珠粒、固体或液体的形式。细丝原料可包括一根或多根股线,可具有核-壳构型,可具有一个或多个层,并且可具有任何横截面构型。固体材料可以被涂层涂覆。原料可以包括增强材料(例如,连续纤维或短切纤维)或颗粒。
4、在典型的基于挤出的增材制造系统(例如,由stratasys,inc.,eden prairie,mn开发的熔融沉积建模系统)中,通过以受控的挤出速率从打印头沿着工具路径挤出粘性的、可流动的热塑性材料或填充的热塑性材料,可以根据打印零件的数字表示打印3d零件。挤出的材料流作为一系列条道(road)沉积在基材上,在基材上,材料流与先前沉积的材料融合,并且在温度下降时固化。打印头包括液化器和喷嘴末端,该液化器接收柔性细丝形式的热塑性材料的供应,喷嘴末端用于分配熔融材料。细丝驱动机构例如通过驱动轮和支承表面或一对齿轮接合细丝,并且将细丝进给到液化器中,在液化器中细丝被加热成熔融池(molten pool)。细丝的未熔化部分基本上填充液化器管的直径,提供塞流(plug-flow)类型的泵送动作以在液化器中更下游从末端挤出熔融的细丝材料以打印零件,以形成树脂材料的连续流或工具路径。挤出速率不受限制并且仅基于细丝进入液化器的进给速率,并且细丝以计算的进给速率推进以实现目标挤出速率,诸如comb美国专利号6,547,995中所公开的。
5、在材料沉积在平坦层中的系统中,在形成每个层之后,打印头相对于基材的位置沿着轴线(垂直于构建平面)递增,然后重复该过程以形成类似数字表示的打印零件。在通过沉积零件材料层来制造打印零件的过程中,支撑层或结构通常构建在悬伸部分的下方或构造的打印零件的腔中,该悬伸部分或腔不由零件材料本身支撑。可以利用与沉积零件材料相同的沉积技术来构建支撑结构。主机计算机生成用作正在形成的打印零件的悬伸或自由空间区段的支撑结构的附加几何形状。然后在打印过程期间按照生成的几何形状来沉积支撑材料。支撑材料在制造期间粘附到零件材料,并且在打印过程完成时能够从完成的打印零件移除。
6、打印头只能相对于基材在两个方向上移动的系统限制了可以使用的工具路径、可以形成的接头和接缝的类型,并且存在其他缺点。
7、在一些基于挤出的增材制造系统中,挤出发生在打印头处于加热室的情况下。为了更换打印头,例如为了针对打印零件的不同部分利用不同的材料,可能需要将当前使用的打印头从加热室移除,并且将下一个要使用的打印头放入加热室中。这可能带来热控制挑战,显著增加零件构建过程的时间,并且带来其他缺点。
技术实现思路
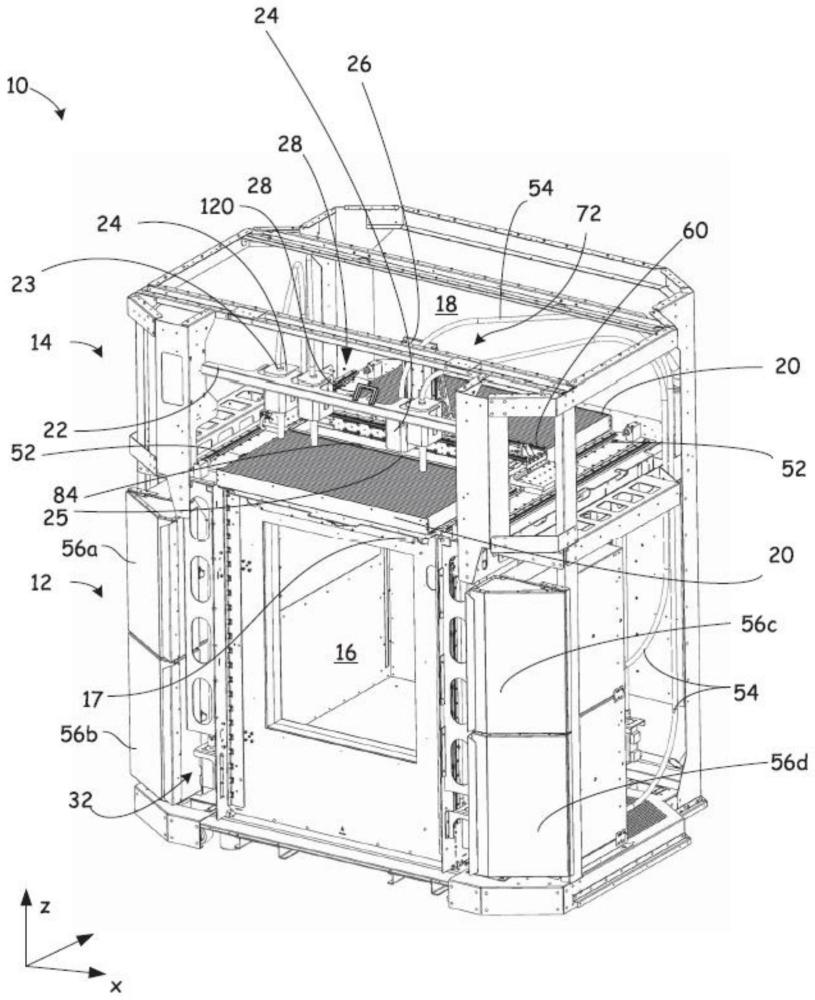
1、本公开的一个方面包括3d打印机,该3d打印机具有:加热式构建室;构建压板,该构建压板定位在加热式构建室内;以及主z轴定位器,该主z轴定位器被配置为在加热式构建室内在与构建压板垂直的z方向上移动构建压板。3d打印机还包括工具室,该工具室定位在构建室上方并且具有未加热、冷却或室温环境。热绝缘体将构建室和工具室分开。3d打印机的工具架定位在工具室内并且被配置为保持多个打印头和/或打印头工具。3d打印机的打印头托架被配置为接合该多个打印头和/或打印头工具中的一者。3d打印机还包括x-y台架(gantry)和局部z定位器,该x-y台架被配置为在工具室内在x-y平面内移动打印头托架,该局部z定位器被配置为在z方向上移动接合的打印头或打印头工具。局部z定位器具有从构建位置延伸到顶置位置的可操作运动范围,在构建位置,接合的打印头或打印头工具从工具室延伸穿过绝缘体进入构建室,在顶置位置,接合的打印头或打印头工具完全在工具室内。
2、本公开的另一方面包括一种3d打印机,该3d打印机具有加热式构建室和定位在构建室内的构建压板。3d打印机包括主z轴定位器和第二室,该主z轴定位器被配置为在加热式构建室内在与构建压板垂直的z方向上移动构建压板,第二室定位在构建室上方并且具有未加热、冷却或室温环境,其中热绝缘体将构建室和工具室分开。3d打印机包括至少一个打印头和局部z定位器。局部z定位器被配置为在z方向上移动接合的打印头,并且具有从构建位置延伸到顶置位置的可操作运动范围,在构建位置,接合的打印头从第二室延伸穿过绝缘体进入构建室,在顶置位置,接合的打印头或打印头工具完全在第二室内。
3、本公开的另一方面涉及一种操作3d打印机的方法,该3d打印机具有:加热式构建室;构建压板,该构建压板定位在加热式构建室中;工具室,该工具室定位在加热式构建室上方并且具有未加热、冷却或室温环境;热绝缘体,该热绝缘体将加热式构建室和工具室分开;主z轴定位器,该主z轴定位器被配置为在加热式构建室内在与构建压板垂直的z方向上移动构建压板;以及工具架,该工具架定位在工具室内,该工具架被配置为保持多个打印头和/或打印头工具。该方法包括使用具有被配置为接合该多个打印头或打印头工具中的一者的工具支座(tool mount)的打印头托架的局部z定位器在z方向上将工具支座移动到工具室中工具架的箱的工具交换z位置,待接合的打印头或打印头工具被保持在该箱中。该方法包括使用x-y台架将打印头托架移动到工具室内的x-y平面中的第一位置,x-y平面中的第一位置邻近其中保持待接合的第一打印头或打印头工具的箱,并且将箱中的第一打印头或打印头工具与打印头托架的工具支座接合。该方法包括将第一打印头托架和由工具支座接合的打印头或打印头工具移动到x-y平面中的第二位置,并且使用局部z定位器将工具支座和接合的第一打印头或打印头工具在z方向上移动到下部位置,在该下部位置,接合的第一打印头或打印头工具从工具室延伸穿过热绝缘体并且进入加热式构建室。
4、本公开的另一方面涉及一种3d打印机,该3d打印机包括在z方向上移动压板的主z轴定位器。托架具有:工具支座,该工具支座保持打印头;以及局部z定位器,该局部z定位器被配置为在z方向上移动打印头。x-y台架使用x线性马达和y线性马达将托架定位在x-y构建平面中。工具更换器定位在x-y构建平面上方,以保持一个或多个替代打印头。局部z定位器包括在z方向上移动打印头的线性马达,该打印头的运动范围小于由主z轴定位器移动的构建压板的移动范围。工具更换器在局部z定位器的用于更换打印头的所述运动范围内,并且局部z定位器在打印室内打印时保持打印头在高速和高加速度下的定位保真度(fidelity)。3d打印机的控制器被配置为在打印头在x、y和z方向上移动时命令打印头挤出可消耗材料,并且被进一步配置为指示局部z定位器将工具支座升高到工具更换器的位置,以便用该一个或多个替代打印头交换打印头。在一些方面,局部z定位器具有低质量和高刚度,以执行诸如在非平面工具路径中以高加速度并且没有滞后地挤出,以及提升打印头托架以到达顶置头架或箱以装载和交换打印头的功能。
5、在一些方面,3d打印机被配置为:命令x-y台架在x-y平面内移动接合的打印头;命令局部z定位器在z方向上移动接合的打印头;以及在接合的打印头的喷嘴在构建室中在x、y和z方向上移动时,命令接合的打印头挤出可消耗材料。控制器还被配置为命令局部z定位器在无挤出的一个或多个时间段期间将接合的打印头升高到工具更换位置,以便用该一个或多个替代打印头交换打印头。控制器还被配置为在打印时升高打印头,以补偿打印头在打印过程期间发热时的热膨胀。在一些方面,控制器使用前馈控制方案升高打印头。在其他方面,感测打印头的温度,并且使用反馈控制方案利用感测到的温度升高打印头。
6、本公开的另一方面涉及一种3d打印机,该3d打印机包括在z方向上移动压板的主z轴定位器。托架具有:工具支座,该工具支座保持打印头,该打印头具有液化器管和喷嘴;以及局部z定位器,该局部z定位器被配置为在z方向上移动打印头。x-y台架使用x线性马达和y线性马达将托架定位在x-y构建平面中。工具更换器定位在x-y构建平面上方,以保持一个或多个替代打印头。局部z定位器包括在z方向上移动打印头的线性马达,该打印头的运动范围小于由主z轴定位器移动的构建压板的移动范围。工具更换器在局部z定位器的用于更换打印头的所述运动范围内,并且局部z定位器在打印室内打印时保持打印头在高速和高加速度下的定位保真度。3d打印机的控制器被配置为在打印头在x、y和z方向上移动时命令打印头挤出可消耗材料,并且被进一步配置为指示局部z定位器将工具支座升高到工具更换器的位置,以便用该一个或多个替代打印头交换打印头。在一些方面,局部z定位器具有低质量和高刚度,以执行诸如在非平面工具路径中以高加速度并且没有滞后地挤出,以及提升打印头托架以到达顶置头架或箱以装载和交换打印头的功能。控制器被配置为在打印头被加热到操作温度时升高局部z定位器,使得在打印头被加热到操作温度时喷嘴保持在选定的z位置。
7、本公开的另一方面包括一种使用3d打印机构建3d物体的方法。该3d打印机包括构建压板和主z轴定位器,该主z轴定位器被配置为在构建室内在与构建压板垂直的z方向上移动构建压板,该3d打印机还具有打印头和一个或多个替代打印头,该打印头和该一个或多个替代打印头各自被配置为通过打印头的喷嘴挤出可消耗材料。该方法包括:将打印头与打印头托架接合;并且使用x-y台架控制打印头的x-y位置,该x-y台架被配置为在构建室顶部的x-y平面中移动打印头托架。打印头托架包括:工具支座,该工具支座被配置为接合打印头;以及局部z定位器,该局部z定位器包括线性马达并且被配置为在z方向上移动接合的打印头,并且具有从构建位置延伸到邻近构建室顶部的工具更换器的工具交换位置的可操作运动范围,在构建位置,接合的打印头的喷嘴到达构建室内的x-y构建平面,在工具交换位置,接合的打印头的喷嘴位于构建室上方,该工具更换器具有用于将该打印头和该一个或多个替代打印头保持在构建室上方的多个隔室。该方法包括:在使用x-y台架控制接合的打印头的x-y位置时使用局部z定位器控制接合的打印头的z位置;在接合的打印头的喷嘴在构建室中在x、y和z方向上同时移动时,控制接合的打印头挤出可消耗材料;控制局部z定位器在无挤出的一个或多个时间段期间将接合的打印头升高到工具交换位置,以便用该一个或多个替代打印头交换打印头;并且控制局部z定位器以补偿当材料被挤出同时打印头被加热到操作温度时打印头的热膨胀。
8、本公开的另一方面涉及一种3d打印机,该3d打印机具有:台架,该台架被配置为在基本上平行于x-y构建平面的平面中移动;以及第一打印头,该第一打印头被配置为在一系列条道中挤出熔融材料以在逐层过程中打印3d零件或支撑结构。3d打印机包括压板,该压板被配置为支撑在逐层(layer by layer)过程中被打印的3d零件,其中压板被配置为在与x-y构建平面基本上垂直的z方向上移动。该3d打印机包括由台架承载的第一局部z定位器,该第一局部z定位器包括第一线性马达,该第一线性马达被配置为在z方向上移动第一打印头并且具有从第一打印头的喷嘴到达x-y构建平面的构建位置延伸到x-y构建平面上方的位置的可操作运动范围。
9、在其他方面,3d打印机包括:第二打印头,该第二打印头被配置为在一系列条道中挤出熔融材料以在逐层过程中打印3d零件或支撑结构;以及第二局部z定位器,该第二局部z定位器由台架承载。该第二局部z定位器包括第二线性马达,该第二线性马达被配置为在z方向上移动第二打印头并且具有从第二打印头的喷嘴到达x-y构建平面的构建位置延伸到x-y构建平面上方的位置的可操作运动范围,其中第一局部z定位器和第二局部z定位器彼此独立地移动。
10、本公开的另一方面涉及一种3d打印机,该3d打印机具有:台架,该台架被配置为在基本上平行于x-y构建平面的平面中移动;以及第一打印头,该第一打印头被配置为在一系列条道中挤出熔融材料以在逐层过程中打印3d零件或支撑结构。3d打印机包括压板,该压板被配置为支撑在逐层过程中被打印的3d零件,其中压板被配置为在与x-y构建平面基本上垂直的z方向上移动。该3d打印机包括由台架承载的第一局部z定位器,该第一局部z定位器包括第一线性马达,该第一线性马达被配置为在z方向上移动第一打印头并且具有从第一打印头的喷嘴到达x-y构建平面的构建位置延伸到x-y构建平面上方的位置的可操作运动范围。
11、在其他方面,3d打印机包括:第二打印头,该第二打印头被配置为在一系列条道中挤出熔融材料以在逐层过程中打印3d零件或支撑结构;以及第二局部z定位器,该第二局部z定位器由台架承载。该第二局部z定位器包括第二线性马达,该第二线性马达被配置为在z方向上移动第二打印头并且具有从第二打印头的喷嘴到达x-y构建平面的构建位置延伸到x-y构建平面上方的位置的可操作运动范围,其中第一局部z定位器和第二局部z定位器彼此独立地移动。
12、本公开的另一方面涉及一种在3d打印机中的多个分隔室之间移动打印头的方法。该方法包括提供具有热障(thermal barrier)的3d打印机,该热障具有由长度和宽度限定的区域,其中打印头喷嘴可以沿着宽度或长度穿过热障定位,以及穿过热障的该区域下方的至少两个分隔室定位,其中第一室包括打印室,并且第二室包括提供另一功能的室。该方法包括在z方向上将打印头从第二室升高到热障上方,并且在x-y方向上将打印头从第二室上方越过隔板(partition)移动到第一室上方的位置。该方法还包括在z方向上降低打印头并使其进入第一室中,使得打印头的喷嘴的挤出端口接近x-y打印平面。
13、本公开的另一方面涉及一种在3d打印机中的多个分隔室之间移动打印头的方法。该方法包括提供3d打印机,该3d打印机具有:打印头,该打印头能够在x、y和z方向上移动;以及至少两个分隔室,该至少两个分隔室位于打印头的移动包络线(envelope)下方,其中第一室包括打印室,并且第二室包括提供另一功能的室。该方法包括以下步骤:在z方向上将打印头从第二室内升高到第二室上方;在x-y方向上将打印头从第二室上方越过隔板移动到第一室上方的位置;以及在z方向上降低打印头并使其进入第一室中,使得打印头的喷嘴的挤出端口接近x-y打印平面。
14、本公开的另一方面涉及一种在3d打印机中的多个分隔室之间移动打印头的方法。该方法包括提供具有热障的3d打印机,该热障具有由长度和宽度限定的区域,其中打印头喷嘴可以沿着宽度或长度穿过热障定位,以及穿过热障的该区域下方的至少两个分隔室定位,其中第一室包括打印室,并且第二室包括校准室,该校准室具有带传感器的校准室。该方法包括以下步骤:在传感器上方移动喷嘴,以确定喷嘴在打印头上在x、y和z方向上的位置,从而确定喷嘴的位置误差;在z方向上将打印头从第二室升高到热障上方。该方法包括:在x-y方向上将打印头从第二室上方越过隔板移动到第一室上方的位置;以及在z方向上降低打印头并使其进入第一室中,使得打印头的喷嘴的挤出端口接近x-y打印平面。
15、本公开的另一方面涉及一种3d打印机。该3d打印机包括:台架,该台架被配置为在平面内并且在与该平面基本上垂直的方向上移动;以及至少一个打印头,该至少一个打印头由该台架承载,该至少一个打印头包括位于底端的挤出喷嘴。3d打印机包括:多个分隔室,该多个分隔室能够由该至少一个打印头接近,分隔室中的每个分隔室具有限定通向该多个室中的每个室的开口的上边缘;以及压板,该压板在该多个室中的第一室内,该压板被配置为从打印头接收材料以打印3d零件。该至少一个打印头被配置为通过以下步骤在该多个分隔室中的每个分隔室之间移动:在与该平面基本上垂直的方向上升高该打印头,使得该挤出喷嘴在该多个室的上边缘上方;在该平面中将该打印头从该多个分隔室中的该第一室上方的第一位置移动到该多个分隔室中的第二室上方的第二位置;并且将该至少一个打印头降低到该第二室中。
16、本公开的另一方面涉及一种3d打印机。该3d打印机包括:台架,该台架被配置为在平面内并且在与该平面基本上垂直的方向上移动;以及至少一个打印头,该至少一个打印头由该台架承载,该至少一个打印头包括位于底端的挤出喷嘴。3d打印机包括:多个分隔室,该多个分隔室能够由该至少一个打印头接近,分隔室中的每个分隔室具有限定通向该多个室中的每个室的开口的上边缘;以及热障,该热障跨越该多个分隔室并且位于该多个分隔室的上边缘上方,其中该至少一个打印头被配置为穿过热障接近该多个分隔室中的每个分隔室。该至少一个打印头被配置为通过以下步骤在该多个分隔室中的每个分隔室之间移动:在与该平面基本上垂直的方向上升高该打印头,使得该挤出喷嘴在热障上方;在该平面中将该打印头从该多个分隔室中的第一室上方的第一位置移动到该多个分隔室中的第二室上方的第二位置;并且将该至少一个打印头通过热隔板降低到该第二室中。
17、本公开的另一方面涉及一种3d打印机。该3d打印机包括:台架,该台架被配置为在xy平面内并且在与该xy平面基本上垂直的z方向上移动;以及至少一个打印头,该至少一个打印头由该台架承载,该至少一个打印头包括位于底端的挤出喷嘴。3d打印机包括:多个分隔室,该多个分隔室能够由该至少一个打印头接近,分隔室中的每个分隔室具有限定通向该多个室中的每个室的开口的上边缘;以及热障,该热障跨越该多个分隔室并且位于该多个分隔室的上边缘上方。该热障包括:第一条带,该第一条带在热障的相反两侧之间延伸并且具有第一自由边缘;以及第二条带,该第二条带在热障的相反两侧之间延伸并且具有第二自由边缘,该第二自由边缘与第一自由边缘重叠以形成狭缝,该至少一个打印头的底端通过该狭缝插入该多个分隔室中的每个分隔室。该至少一个打印头被配置为通过以下步骤在该多个分隔室中的每个分隔室之间移动:在z方向上升高打印头并穿过狭缝,使得挤出喷嘴位于热障上方;在该xy平面中将该打印头从该多个分隔室中的第一室上方的第一位置移动到该多个分隔室中的第二室上方的第二位置;并且将该至少一个打印头在z方向上通过热隔板中的狭缝降低到该第二室中。
- 还没有人留言评论。精彩留言会获得点赞!