一种层压材料的制备工艺与应用的制作方法
1.本发明所属ipc分类号为b41m1/30,具体涉及一种层压材料的制备工艺与应用。
技术背景
2.目前市面上出现许多小的卡片和薄片,比如说名片、银行卡等,为了增加这类卡片和薄片产品的辨识度,常常会使用一些层压工艺来得到具有镭射或颜色的产品。
3.专利cn1367087提供了一种层压式纸质防透光防伪造卡片和基材,其主要在纸层之间涂粘合剂进行层压,但是粘合剂制剂涂覆与纸层之间容易造成层收缩纸层褶皱的现象,从而使得在层与层之间结合性差不稳定。
技术实现要素:
4.为了解决上述技术问题,本发明的第一个方面提供了一种层压材料的制备工艺,包括以下步骤:
5.pet镭射膜电镀面组件的制备:在pet薄膜涂布uv转印胶,形成特殊印刷涂层,然后在特殊印刷涂层上进行电镀、镭射处理形成超薄镭射层,最终得到镭射膜电镀面组件;
6.层压:在pvc片上涂布水性耐高温丙烯酸干式复合胶后与镭射膜电镀面组件层压,层压后将pet薄膜除去后得到层压材料。
7.在一些实施方式中,pet薄膜的厚度大于1u(比如说大于1u、大于45u、大于7u、大于10u、大于13u、大于16u、大于20u或为10~20u)。
8.在一些实施方式中,uv转印胶为聚氨酯丙烯酸树脂型uv转印胶,包括但不限于信越的sy-7148。
9.在一些实施方式中,uv转印胶的涂覆厚度为1~5u,优选为2~3u。
10.在一些实施方式中,pvc片为高分子pvc片;所述高分子pvc片的厚度为100~200u(优选为120~160u,进一步优选为140u)。
11.在一些实施方式中,在层压前还需对镭射膜电镀面组件电镀、镭射处理后的面进行耐高温结合涂层处理。
12.在一些实施方式中,镭射膜电镀面组件电镀、镭射处理后的面进行耐高温结合涂层处理的步骤为:使用高精密涂布机在镭射膜电镀面组件电镀、镭射处理后的面上涂布水性耐高温丙烯酸树脂,固化形成特殊结合层。
13.在本发明涂布水性耐高温丙烯酸树脂的实施方式中,为了防止材料变形及电镀面破坏,涂布过程对镭射膜电镀面组件进行张力微控制(张力为0.05~1kg,优选为0.08~0.3kg)。其中张力微控制可以通过本领域任意一种方式来实现。
14.在本发明的一些实施方式中,形成特殊结合层的厚度大于0.1u(比如说大于0.3u、大于0.5u、大于1u、大于1.5u、大于2u或为0.5~1u)。
15.在一些实施方式中,在层压前还需对pvc片进行耐高温结合涂层处理。
16.在一些实施方式中,对pvc片层压进行耐高温结合涂层处理的步骤为:使用高精密
涂布机在pvc片的一面上涂布水性耐高温丙烯酸树脂,固化形成高温层压胶。即后续pvc片上涂布水性耐高温丙烯酸干式复合胶实际涂布在高温层压胶上。
17.在本发明的一些实施方式中,形成高温层压胶的厚度为0.5~5u,优选为1~2u。
18.所述水性耐高温丙烯酸树脂可通过市售卖得到,在一些实施方式中,所述水性耐高温丙烯酸树脂购自安徽中恩化工有限公司,型号为sa-233。
19.为了使最后的层压材料具有抗静效果,在层压前还包括对pvc片的另一面进行抗静电涂层处理,形成特殊防吸附层防止pvc静电吸附。
20.水性耐高温丙烯酸干式复合胶的涂覆量为1~2g/m2。所述水性耐高温丙烯酸干式复合胶可通过市售得到,在一些实施方式中,所述水性耐高温丙烯酸干式复合胶购自安徽中恩化工有限公司,型号为sa-2280x。
21.在一些实施方式中,层压的条件为130~150℃、2~8mpa、0.3~1h。
22.在一些优选的实施方式中,层压的条件为140℃、6mpa、0.5h。
23.本发明的第二个方面提供了一种根据上述任意一种层压材料的制备工艺制备得到的层压材料。
24.在一些实施方式中,所述层压材料从上至下包括特殊印刷涂层、超薄镭射层、特殊结合层、高温层压胶、高分子pvc、特殊防吸附层。
25.在另一些实施方式中,所述层压材料从上至下包括特殊印刷涂层、超薄镭射层、特殊结合层、高温层压胶、高分子pvc。
26.本发明的第三个方面提供了上述根据上述任意一种层压材料的制备工艺制备得到的层压材料的应用,所述层压材料可以用作名片、装饰、电话卡、购物卡、银行卡。
27.有益效果:
28.1.用标准测试胶带3m600进行附着力测试,特殊印刷涂层不脱落,且大于10n,具有较好的粘结强度。
29.2.现有技术中,在对pet薄膜进行处理的时候常常会出卷曲的现象,在本发明中使用张力微控制不但防止了卷曲的现象,还能够使得涂布更加均匀,更有利于层与层之间的结合;
30.3.与现有技术相比,本发明中不用使用一些特殊的控制方法来实现层与层之间的贴合,仅需要特定的涂布和层压实现新型贴合工艺,其工艺简单,生产效率高;
31.4.本发明中选用高分子pvc片作为主要层材料,同时使用也定的特殊结合层、高温层压胶在水性耐高温丙烯酸干式复合胶作用下压合,不但保证了层与层之间的粘结性,同时还具有优异的耐温性,经过层压后也不会出现形变、褪色现象;
32.5.本发明将第一层的超薄pet薄膜去掉,目的是解决后序制卡过程中,由于pvc和pet两个材质不同,收缩力不一致的情况,导致成品卡片翘曲的问题。
附图说明
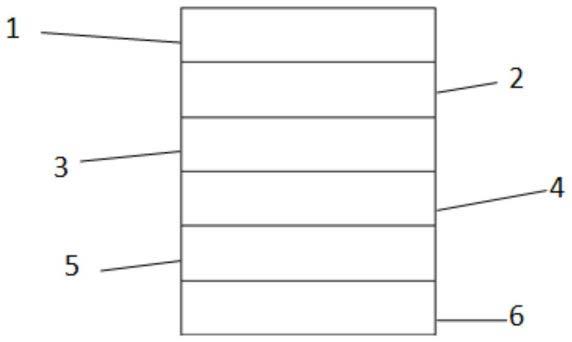
33.图1为实施例1制备得到的层压材料的结构示意图。
34.图中:1、特殊印刷涂层;2、超薄镭射层;3、特殊结合层;4、高温层压胶;5、pvc片;6、特殊防吸附层。
具体实施方式
35.实施例1
36.本实施例的第一个方面提供了一种层压材料的制备工艺,包括以下步骤:
37.pet镭射膜电镀面组件的制备:在pet薄膜(厚度为16u)涂布uv转印胶(信越的sy-7148),形成特殊印刷涂层1(厚度为2u),然后在特殊印刷涂层1上进行电镀、镭射处理形成超薄镭射层2,最终得到镭射膜电镀面组件;
38.对镭射膜电镀面组件电镀、镭射处理后的面进行耐高温结合涂层处理:使用高精密涂布机在镭射膜电镀面组件电镀、镭射处理后的面上涂布水性耐高温丙烯酸树脂(购自安徽中恩化工有限公司,型号为sa-233),在涂布过程中,对镭射膜电镀面组件进行张力微控制,张力为0.2kg,固化形成特殊结合层3(厚度为1u);
39.对pvc片5(为高分子pvc片)进行耐高温结合涂层处理:使用高精密涂布机在pvc片5的一面上涂布水性耐高温丙烯酸树脂(购自安徽中恩化工有限公司,型号为sa-233),固化形成高温层压胶4(厚度为2u);
40.对pvc片5的另一面进行抗静电涂层处理,形成特殊防吸附层6;
41.层压:在pvc片5的高温层压胶4上涂布水性耐高温丙烯酸干式复合胶(所述水性耐高温丙烯酸干式复合胶购自安徽中恩化工有限公司,型号为sa-2280x,涂布量为1.5g/m2)后与镭射膜电镀面组件的特殊结合层3进行层压(层压的条件为140℃、6mpa、0.5h),层压后将pet薄膜除去后得到层压材料。
42.如图1所示,为上述制备得到的层压材料的结构示意图。
43.将制备得到的层压材料制备在60℃、相对湿度为95%、常温的环境中放置4h后再将薄片在60℃、相对湿度为10%的环境中放置72h后,使用标准测试胶带3m600进行对制备得到的层压材料进行附着力测试,特殊印刷涂层不脱落,并且拉力大于10n/25mm,层压材料不形变,不褪色。
44.对比例1
45.本实施例的第一个方面提供了一种层压材料的制备工艺,包括以下步骤:
46.pet镭射膜电镀面组件的制备:在pet薄膜(厚度为16u)涂布uv转印胶(信越的sy-7148),形成特殊印刷涂层(厚度为2u),然后在特殊印刷涂层上进行电镀、镭射处理形成超薄镭射层,最终得到镭射膜电镀面组件;
47.层压:在pvc片(为高分子pvc片)的高温层压胶上涂布水性耐高温丙烯酸干式复合胶(所述水性耐高温丙烯酸干式复合胶购自安徽中恩化工有限公司,型号为sa-2280x,涂布量为1.5g/m2)后与镭射膜电镀面组件的超薄镭射层进行层压(层压的条件为140℃、6mpa、0.5h),层压后将pet薄膜除去后得到层压材料。
48.将制备得到的层压材料制备在60℃、相对湿度为95%、常温的环境中放置4h后再将薄片在60℃、相对湿度为10%的环境中放置72h后,层压材料出现褪色、翘边现象。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1