用于输送带快速植入RFID芯片的方法与流程
用于输送带快速植入rfid芯片的方法
技术领域
1.本发明属于输送带加工技术领域,具体涉及用于输送带快速植入rfid芯片的方法。
背景技术:
2.输送带输送方式由于其经济、高效的特点,已经在各行各业中成为运输物料的重要手段。关于输送带的实时运转速度,及其输送里程等信息,是技术人员判断输送带状态,及时发现并处理输送带故障的重要依据。相关技术中的输送带,通常通过带内预埋有rfid芯片来获取输送带运转信息。
3.专利公开号为cn111547448a发明专利申请公开了一种预埋有rfid芯片的输送带结构及其制作方法,其解决了标签直接埋入导致的信号读取不良的问题,但该方法采用热硫化工艺,加工过程耗时长,且需要供电,且如采用移动电源,由于硫化机功率较高,所以需要采用高功率电源,但这类电源较为笨重,单人施工时搬运困难,施工效率差。
技术实现要素:
4.针对上述现有技术的不足,本发明提供了用于输送带快速植入rfid芯片的方法,目的是为了解决现有输送带预埋rfid芯片采用热硫化工艺,加工过程耗时长,且需要供电,且如采用移动电源,由于硫化机功率较高,所以需要采用高功率电源,但这类电源较为笨重,单人施工时搬运困难,施工效率差的技术问题。
5.本发明提供了用于输送带快速植入rfid芯片的方法,具体技术方案如下:
6.用于输送带快速植入rfid芯片的方法,包括如下步骤:
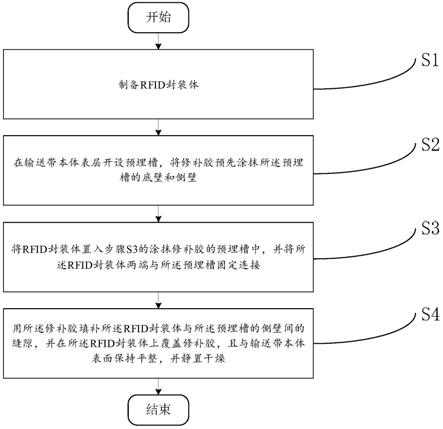
7.s1,制备rfid封装体;
8.s2,在输送带本体表层开设预埋槽,将修补胶预先涂抹所述预埋槽的底壁和侧壁;
9.s3,将rfid封装体置入步骤s3的涂抹修补胶的预埋槽中,并将所述rfid封装体两端与所述预埋槽固定连接;
10.s4,用所述修补胶填补所述rfid封装体与所述预埋槽的侧壁间的缝隙,并在所述rfid封装体上覆盖修补胶,且与输送带本体表面保持平整,并静置干燥;
11.所述修补胶包括氯丁橡胶2441、天然橡胶20#、正丁基黄原酸锌、二苄基胺、增粘树脂bn、炭黑、二氧化硅、粘合剂、粘合剂、硬脂酸锌、不溶性硫磺、120号溶剂汽油和甲苯。
12.在某些实施方式中,步骤s1中,所述rfid封装体的制作步骤如下:将rfid芯片设于相叠置的两层胶片之间;施加压力,使得两层所述胶片之间贴合压紧,形成所述rfid封装体。
13.进一步,所述胶片的厚度范围为1mm~3mm
14.在某些实施方式中,步骤s2中,所述预埋槽的外边测与所述输送带本体的边线平行并间距10~15mm。
15.在某些实施方式中,步骤s2中,所述预埋槽的宽度范围为:15mm~30mm,所述预埋
槽的长度范围为:60mm~100mm,所述预埋槽的深度范围为:2mm~6mm。
16.在某些实施方式中,所述rfid封装体两端通过螺钉固定连接所述预埋槽,所述螺丝顶面位于输送输送带本体表面之下1~2mm。
17.在某些实施方式中,步骤s4中,静置的时间大于等于60min。
18.在某些实施方式中,所述修补胶的制备包括如下步骤:
19.(1)先将氯丁橡胶和天然橡胶切片混合,投入密炼机中塑炼至均匀;
20.(2)在密炼机中加入炭黑、二氧化硅、增粘树脂bn-1、粘合剂re、粘合剂rs、硬脂酸锌、不溶性硫磺,炼均;
21.(3)在反应釜中投入上述胶及上述溶剂混合物,搅拌24小时,至完全溶解成糊状;
22.(4)最后将正丁基黄原酸锌和二苄基胺投入反应釜,搅拌1~2小时。
23.本发明具有以下有益效果:本发明提供的rfid芯片植入输送带的方法,通过修补胶替代热硫化工艺,其修补面平整,并略低于皮带表面,输送带运转时修补处不易被清扫器刮起,现场工艺简洁,易于操作,可以有效提升埋设效率,经过验证,单次实施时间仅为传统硫化工艺35%左右,施工效率能较大提升。
附图说明
24.图1是本发明提供的用于输送带快速植入rfid芯片的方法流程图。
具体实施方式
25.为使本发明的目的、技术方案和优点更加清楚明白,以下结合具体实施例,并参照附图,对本发明进一步详细说明。
26.实施例1
27.需要准备的材料:1rfid封装芯体、2输送带开槽机、3后备电源(如开槽机集成可无)、4芯片专用修补胶、5 10mm镀铜平机螺丝、6斜口钳、7标准量块(铝合金材质长宽厚100mm*15mm*5mm)、8薄橡胶手套、9刮片、10溶剂汽油(或输送带清洗剂)、11十字螺丝刀、12白色水笔、13六角扳手4mm。
28.rfid封装体尺寸为长宽厚90mm*15mm*2.5mm、边部各有一个螺丝孔,开槽机刀片应采用直角u型、开口宽16mm,本实施例中rfid封装体地将rfid芯片设于相叠置的两层胶片之间;施加压力,使得两层所述胶片之间贴合压紧而制备。修补胶中包括橡胶本体:氯丁橡胶2441-19%、天然橡胶20#-12.7%、正丁基黄原酸锌-1.6%、二苄基胺1.3%、增粘树脂bn-14.8%、炭黑-12.7%、二氧化硅-3.8%、粘合剂re-0.6%、粘合剂rs-1.3%、硬脂酸锌-1.6%、不溶性硫磺-0.6%;溶剂:120号溶剂汽油-25%,甲苯15%;其制备方法如下:1先将氯丁橡胶和天然橡胶切片混合,投入密炼机中塑炼至均匀;2在密炼机中加入炭黑、二氧化硅、增粘树脂bn-1、粘合剂re、粘合剂rs、硬脂酸锌、不溶性硫磺,炼均;3在反应釜中投入上述胶及上述溶剂混合物,搅拌24小时,至完全溶解成糊状;4最后将正丁基黄原酸锌和二苄基胺投入反应釜,搅拌1~2小时,即成。
29.预埋工艺具体如下:
30.1、确定埋放位置,位置应位于靠近输送带本体带边,应避开严重磨损掉块、边胶开裂、边部胶泡、边沟等缺陷,用标准量块在皮带上标记开槽位置,槽外边测应与带边平行并
间距10~15mm。
31.2、安装开槽机刀片,将量块紧贴开槽机机头中部,将刀片紧贴量块装入机头中,使机头与刀片底部空隙5mm(量块厚度正好是5mm),拧紧螺母固定刀片。
32.3、将开槽机通电(接入后备电源),开始挖槽,应按照刚才标记的尺寸,开出长度约100mm的槽,挖槽时机头应紧贴皮带,保证深度均匀,槽与输送带带边平行,开槽机应调节合适的温度,一般开槽机最大功率不应超过300w。
33.4、使用溶剂汽油或输送带清洗剂将槽清洗干净并且吹干,取专用修补胶,用斜口钳开小口,将少量胶挤入槽中(应填满槽底和槽侧,确保填入rfid芯片后充满缝隙),用刮片刮匀。
34.5、将rfid封装体填入槽中,用螺丝刀将平机螺丝通过芯片孔,固定至输送带上,螺丝不应拧过紧以免芯片胶翘起,螺丝顶面应位于输送带表面之下1~2mm。
35.6、在槽中挤入修补胶,用刮板刮平。
36.7、用手持机测试芯片读距和功能
37.8、静置至少1小时(无需人工干预),即可运行使用。
38.本发明提供的植入方法与现有方法进行对比,如表1所示。
[0039] 传统硫化方式本方法单次实施时间35~40min10min实施人数2人1人专业人士需电工接线无需植入处寿命2~3个月,易被清扫器刮起6个月以上
[0040]
综上所述,本发明提供的rfid芯片植入输送带的方法,通过修补胶替代热硫化工艺,工艺简洁,易于操作,可以有效提升埋设效率,经过验证,单次实施时间仅为传统硫化工艺35%左右,施工效率能较大提升。
[0041]
上述仅本发明较佳可行实施例,并非是对本发明的限制,本发明也并不限于上述举例,本技术领域的技术人员,在本发明的实质范围内,所作出的变化、改型、添加或替换,也应属于本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1