一种具有定料射出功能的注塑成型装置及塑形方法与流程
1.本发明涉及注塑技术领域,具体为一种具有定料射出功能的注塑成型装置及塑形方法。
背景技术:
2.注塑是一种工业产品生产造型的方法。产品通常使用橡胶注塑和塑料注塑。注塑还可分注塑成型模压法和压铸法。
3.注射成型机(简称注射机或注塑机)是将热塑性塑料或热固性料利用塑料成型模具制成各种形状的塑料制品的主要成型设备,注射成型是通过注塑机和模具来实现的。
4.现有的注塑成型设备在对成品做加工时,不便于将材料起到定量射出的功能,在材料间做混料注入时,无法将各材料间的结构起到更为便捷化的混料加工,严重影响到了对材料间的混合加工效率,传统的注塑成型设备在各材料间做注塑的过程中,不利于对材料间的混料加工,影响后续加工的效率。
技术实现要素:
5.本发明的目的在于提供一种具有定料射出功能的注塑成型装置及塑形方法以解决上述背景技术提出的现有的注塑成型设备在对成品做加工时,不便于将材料起到定量射出的功能,在材料间做混料注入时,无法将各材料间的结构起到更为便捷化的混料加工,严重影响到了对材料间的混合加工效率的问题。
6.为实现上述目的,本发明提供如下技术方案:一种具有定料射出功能的注塑成型装置:包括注塑机构,所述注塑机构包括与地面支撑固定的控制箱,其中所述控制箱的箱体外形呈方形,且所述控制箱的箱体顶端中部开设有第一圆形开孔,所述第一圆形开孔的孔位顶部套接有密封套,所述密封套的顶部表面均开设有若干个第一连接孔位,所述第一连接孔位的内部均内置有若干根连接螺钉,若干根所述连接螺钉的底部均穿过多个第一连接孔位并与下方发设置的控制箱安装固定,所述密封套的顶端中部穿插设有混合搅拌电机,所述混合搅拌电机的机壳底部与密封套的表面套接固定,位于所述混合搅拌电机的输出端穿过第一圆形开孔通过内置的联轴器与控制箱内部设置的联轴器传动连接;
7.所述控制箱的箱体顶部边侧设置有增压泵,所述增压泵的边侧设置有拨动杆,所述拨动杆的一端设置有增压气阀,所述增压泵的顶端边侧开设有第二连接孔位,所述第二连接孔位的顶端中部内嵌连通有导管,所述导管的顶端密封连通有气压表。
8.作为本发明一种优选方案:所述控制箱的箱体美面膜设置有注塑成型机构,所述注塑成型机构包括安装设置在控制箱箱体背面的安装板,所述安装板的顶端中部开设有安装板的顶端中部竖直设有缓冲撑杆,所述缓冲撑杆的顶端中部设置下压注塑座,所述下压注塑座的顶端中部开设设有第三圆形开孔,所述第三圆形开孔的顶端四个边角处均对应穿插设有连接导杆,若干根所述连接导杆的顶端中部均与上方设置的连接撑板安装固定。
9.作为本发明一种优选方案:所述连接撑板的两边侧均对应开设有若干个圆形孔,
若干个所述圆形孔的顶部两边侧均对应设有弧形支撑板,所述弧形支撑板的均对应设置在连接撑板的顶部两边侧,位于所述弧形支撑板的顶部四个边角处均对应设有第三连接孔位,各所述第三连接孔位的表面均对应设有升降套管,所述升降套管的表面均螺纹套设有紧固螺母。
10.作为本发明一种优选方案:两弧形支撑板之间还设置有上方形支撑板,所述上方形支撑板的内部中空,且所述上方形支撑板的底部设置有缓冲弹簧,所述缓冲弹簧的底部与连接撑板的底部贴紧连接,所述连接撑板的背面设置有原料加工机构;
11.所述原料加工机构包括安装设置在第三圆形开孔一端的原料混料箱,所述原料混料箱的箱体边侧固定安装有储存反应釜,所述储存反应釜的釜体边侧设置有原料加热器,所述原料加热器的辅热端与原料混料箱的箱体侧壁贴紧连接,所述原料混料箱的箱体内部内置有升温器,所述储存反应釜的釜体外围固定安装有第一方形框架,所述第一方形框架的侧面中部固定安装有配电柜,所述配电柜的柜体内部安装有plc控制器,所述配电柜的侧面铰接有翻转滚轴,所述翻转滚轴的两边侧均对应铰接有翻转板,所述翻转板的中部设置有握持手柄,所述配电柜的底部两边侧均对应设有三角支架,两侧所述三角支架的边侧与第一方形框架的中部支撑固定。
12.作为本发明一种优选方案:所述第一方形框架的底部侧壁中部固定安装有注塑机,其中所述注塑机的箱体底部设置有若干个减震基座,所述减震基座的底部与地面支撑固定,所述橡胶减震基座的底部与地面支撑固定;
13.所述注塑机的出料端与储存反应釜的表面贴紧设置,所述储存反应釜的侧壁中部固定安装有原料混料箱的背面中部开设有圆形孔位,所述圆形孔位的表面设置有连接管,所述连接管的一端与储存反应釜的背面密封连通,所述储存反应釜的釜体底部设置有加热器。
14.作为本发明一种优选方案:位于所述储存反应釜的釜体边侧中部开设有第一注料开口,所述第一注料开口的孔位中部密封连通有原料注入管口,所述原料注入管口的一端密封连通有用于液体输送的抽取管,所述抽取管的底部密封连通有储存罐,所述储存罐的内部灌装有pvc颗粒物,所述抽取管的内部设置有绞龙,所述储存罐的罐体底部支撑设有方形撑板,所述方形撑板的底部四个边角处均支撑设有支撑立杆,所述支撑立杆的底部支撑设有橡胶垫,所述橡胶垫的底部与地面支撑固定,其中所述绞龙的一端通过绞龙电机传动连接。
15.作为本发明一种优选方案:所述储存反应釜的侧面还设有定量出料机构,所述定量出料机构包括安装设置在储存反应釜边侧的方形框架,其中所述方形框架的顶端设置有称量接取管,所述称量接取管的罐体顶部边侧开设有第二注料开口,所述方形框架的中部设置有三通注料泵,所述三通注料泵的泵体中部设有定量称重器,所述定量称重器的一端设置有管接口,所述管接口的底部安装有增压缸,所述增压缸的缸体内壁设置有推送器,其中所述推送器的进料端与称量接取管的一端密封连通,所述增压缸的出料端与储存反应釜的一端密封连通。
16.所述混合搅拌电机、增压泵、升温器、加热器和绞龙电机均与plc控制器电性连接,所述plc控制器与外接电源电性连接。
17.一种塑形方法,包括用于上述任意一项所述的一种具有定料射出功能的注塑成型
装置,还包括:s1:首先将pvc原料做定量运输;
18.s2:热熔后的材料需要进一步地抽出后再进行挤压注塑;
19.s3:需要进一步的将材料做混合注塑;
20.作为本发明一种优选方案:针对于s1具体步骤为:首先准备好需要做注塑的pvc颗粒原料放置到储存罐内,通过储存罐顶部的原料注入管口,通过plc控制器,对绞龙电机通电控制,随即将储存罐顶部相互连接的原料注入管口做输送,最后材料会直接注入到储存反应釜内,通过储存反应釜底部所设置的预热结构为pvc材料做热熔,最后热熔后的材料会相应地储存放置到储存反应釜内部,通过储存反应釜内部的热熔结构,从而实现了对原料间的混合处理,另外所设置的储存罐可以进一步地将材料做热熔加工。
21.作为本发明一种优选方案:针对于s2具体步骤为:首先第一步:人员需要针对性地将热熔好的材料通过外接高温热熔抽取泵将高温热熔液体抽入至第二注料开口内,再由第二注料开口再进一步的抽入到称量接取箱中,通过称量接取箱的协同化的抽离作用下,材料就会顺着称量接取箱的底部做指定的称重,通过人工手动控制plc控制器设定好抽入的重量后,称量接取箱会连同定量称重器的称重作用下,实现了对已经灌装的材料再做称量,在称重注入后的液体达到指定的重量后,再由增压缸缸内的推送器的控制作用下,方可再将原料从一方的出料端做推出,最后再由物料的接取端达到了对材料端的增压注塑挤出。
22.针对于s3具体步骤为:第一步首先使用人员将称重好的材料通过恒温运输管道输送至控制箱的内部,通过控制箱将高温的注塑才来抽入进控制箱,然后通过控制箱顶部所设置的混合搅拌电机可调动控制箱内部的搅拌器旋转,而后通过搅拌器旋转后达到了结构间的混料;
23.第二步:通过人员拨动拨动杆随后在plc控制器的操作控制下实现增压泵的通电,启动增压泵将混料好的定量材料再做进一步的混料,并且将混料好的材料再注入进注塑成型机构;
24.再将材料再做进一步地塑形,使用人员在将高温塑形材料再挤出时,方可再次将材料辅助注入到上方形支撑板和注塑腔体内,通过间接控制连接导杆使得让两方的支撑板之间相互贴合在一起,使得组合成一个完整的结构,然后再通过结构的塑形作用下到达了对材料之间的结构所实现了的挤压注塑成型。
25.与现有技术相比,本发明的有益效果是:
26.1)设置的定量称重器和三通注料泵,在材料热熔后将热熔后的材料通过定量称重器做称重,设置的抽取单元可以做到统一协调化的处理,通过设有的控制箱方便将已经注塑完毕的原材料注入控制箱中做进一步的挤出,设置的混合搅拌电机和增压泵在实现定量热熔过后的原材料再经过处理时,再次通过增压泵的通电作用下实现定量后材料的抽出;
27.2)材料的热熔过程是通过采用储存反应釜的预热处理作用下,即可将材料做进一步的加工处理,设有的预热加工结构在颗粒状的材料再做混合注入后,可通过绞龙电机驱动输料绞龙旋转实现原材料的混合搅动,并注入进注塑机中再做处理。
附图说明
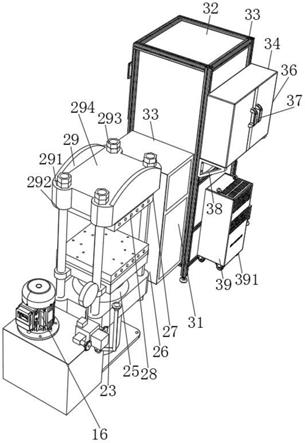
28.图1为本发明结构示意图;
29.图2为本发明侧面结构示意图;
30.图3为本发明定量出料机构结构示意图;
31.图4为本发明称量接取管的结构示意图;
32.图5为本发明第一方形框架结构示意图。
33.图中:1、注塑机构;11、控制箱;12、第一圆形开孔;13、密封套;14、第一连接孔位;15、接螺钉;16、混合搅拌电机;17、增压泵;18、拨动杆;19、增压气阀;191、第二连接孔位;192、导管;193、气压表;2、注塑成型机构;21、安装板;22、缓冲撑杆;23、下压注塑座;25、第三圆形开孔;26、连接导杆;27、连接撑板;28、圆形孔;29、弧形支撑板;291、第三连接孔位;292、升降套管;293、紧固螺母;294、上方形支撑板;3、原料加工机构;31、原料混料箱;32、储存反应釜;33、第一方形框架;34、配电柜;35、翻转滚轴;36、翻转板;37、握持手柄;38、三角支架;39、注塑机;391、减震基座;392、第一注料开口;393、原料注入管口;394、储存罐;395、方形撑板;396、支撑立杆;4、定量出料机构;41、称量接取管;42、第二注料开口;43、三通注料泵;44、定量称重器;45、增压缸。
具体实施方式
34.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
35.请参阅图1-5,本发明提供一种技术方案:一种具有定料射出功能的注塑成型装置,包括注塑机构1,注塑机构1包括与地面支撑固定的控制箱11,其中控制箱11的箱体外形呈方形,且控制箱11的箱体顶端中部开设有第一圆形开孔12,第一圆形开孔12的孔位顶部套接有密封套13,密封套13的顶部表面均开设有若干个第一连接孔位14,第一连接孔位14的内部均内置有若干根连接螺钉15,若干根连接螺钉15的底部均穿过多个第一连接孔位14并与下方发设置的控制箱11安装固定,密封套13的顶端中部穿插设有混合搅拌电机16,混合搅拌电机16的机壳底部与密封套13的表面套接固定,位于混合搅拌电机16的输出端穿过第一圆形开孔12通过内置的联轴器与控制箱11内部设置的联轴器传动连接;
36.控制箱11的箱体顶部边侧设置有增压泵17,增压泵17的边侧设置有拨动杆18,拨动杆18的一端设置有增压气阀19,增压泵17的顶端边侧开设有第二连接孔位191,第二连接孔位191的顶端中部内嵌连通有导管192,导管192的顶端密封连通有气压表193。
37.在本实施例中:控制箱11的箱体美面膜设置有注塑成型机构2,注塑成型机构2包括安装设置在控制箱11箱体背面的安装板21,安装板21的顶端中部开设有安装板21的顶端中部竖直设有缓冲撑杆22,缓冲撑杆22的顶端中部设置下压注塑座23,下压注塑座23的顶端中部开设设有第三圆形开孔25,第三圆形开孔25的顶端四个边角处均对应穿插设有连接导杆26,若干根连接导杆26的顶端中部均与上方设置的连接撑板27安装固定。
38.通过设置的安装板21和缓冲撑杆22方便对注塑结构起到冲压减震的目的。
39.在本实施例中:连接撑板27的两边侧均对应开设有若干个圆形孔28,若干个圆形孔28的顶部两边侧均对应设有弧形支撑板29,弧形支撑板29的均对应设置在连接撑板27的顶部两边侧,位于弧形支撑板29的顶部四个边角处均对应设有第三连接孔位291,各第三连接孔位291的表面均对应设有升降套管292,升降套管292的表面均螺纹套设有紧固螺母
293。
40.通过设有的升降套管292其目的是为了对上方的连接撑板27做抬升。
41.在本实施例中:两弧形支撑板29之间还设置有上方形支撑板294,上方形支撑板294的内部中空,且上方形支撑板294的底部设置有缓冲弹簧,缓冲弹簧的底部与连接撑板27的底部贴紧连接,连接撑板27的背面设置有原料加工机构3。
42.通过设置的上方形支撑板294方便调节连接撑板27再进一步的调整。
43.在本实施例中:原料加工机构3包括安装设置在第三圆形开孔25一端的原料混料箱31,原料混料箱31的箱体边侧固定安装有储存反应釜32,储存反应釜32的釜体边侧设置有原料加热器,原料加热器的辅热端与原料混料箱31的箱体侧壁贴紧连接,原料混料箱31的箱体内部内置有升温器,储存反应釜32的釜体外围固定安装有第一方形框架33,第一方形框架33的侧面中部固定安装有配电柜34,配电柜34的柜体内部安装有plc控制器,配电柜34的侧面铰接有翻转滚轴35,翻转滚轴35的两边侧均对应铰接有翻转板36,翻转板36的中部设置有握持手柄37,配电柜34的底部两边侧均对应设有三角支架38,两侧三角支架38的边侧与第一方形框架33的中部支撑固定。
44.设置的三角支架38,以便将配电柜34做支撑。
45.在本实施例中:第一方形框架33的底部侧壁中部固定安装有注塑机39,其中注塑机39的箱体底部设置有若干个减震基座391,减震基座391的底部与地面支撑固定,橡胶减震基座391的底部与地面支撑固定;
46.注塑机39的出料端与储存反应釜32的表面贴紧设置,储存反应釜32的侧壁中部固定安装有原料混料箱31的背面中部开设有圆形孔位,圆形孔位的表面设置有连接管,连接管的一端与储存反应釜32的背面密封连通,储存反应釜32的釜体底部设置有加热器。
47.设有的储存反应釜32方便将外部的热量再进一步的热熔处理。
48.在本实施例中:位于储存反应釜32的釜体边侧中部开设有第一注料开口392,第一注料开口392的孔位中部密封连通有原料注入管口393,原料注入管口393的一端密封连通有用于液体输送的抽取管,抽取管的底部密封连通有储存罐394,储存罐394的内部灌装有pvc颗粒物,抽取管的内部设置有绞龙,储存罐394的罐体底部支撑设有方形撑板395,方形撑板395的底部四个边角处均支撑设有支撑立杆396,支撑立杆396的底部支撑设有橡胶垫,
49.橡胶垫的底部与地面支撑固定,其中绞龙的一端通过绞龙电机传动连接。
50.通过设有的原料注入管口393以便材料做定量注入到储存罐394内。
51.在本实施例中:储存反应釜32的侧面还设有定量出料机构4,定量出料机构4包括安装设置在储存反应釜32边侧的方形框架,其中方形框架的顶端设置有称量接取管41,称量接取管41的罐体顶部边侧开设有第二注料开口42,方形框架的中部设置有三通注料泵43,三通注料泵43的泵体中部设有定量称重器44,定量称重器44的一端设置有管接口,管接口的底部安装有增压缸45,增压缸45的缸体内壁设置有推送器,其中推送器的进料端与称量接取管41的一端密封连通,增压缸45的出料端与储存反应釜32的一端密封连通。
52.在本实施例中:混合搅拌电机16、增压泵17、升温器、加热器和绞龙电机均与plc控制器电性连接,plc控制器与外接电源电性连接。
53.设有的plc控制器以便对各用电设备做通电控制。
54.一种塑形方法,包括用于上述任意一项的一种具有定料射出功能的注塑成型装
置,还包括:s1:首先将pvc原料做定量运输;
55.首先准备好需要做注塑的pvc颗粒原料放置到储存罐394内,通过储存罐394顶部的原料注入管口393,通过plc控制器,对绞龙电机通电控制,随即将储存罐394顶部相互连接的原料注入管口393做输送,最后材料会直接注入到储存反应釜32内,通过储存反应釜32底部所设置的预热结构为pvc材料做热熔,最后热熔后的材料会相应地储存放置到储存反应釜32内部,通过储存反应釜32内部的热熔结构,从而实现了对原料间的混合处理,另外所设置的储存罐394可以进一步地将材料做热熔加工。
56.在本实施例中:s2:热熔后的材料需要进一步地抽出后再进行挤压注塑;
57.首先第一步:人员需要针对性地将热熔好的材料通过外接高温热熔抽取泵将高温热熔液体抽入至第二注料开口42内,再由第二注料开口42再进一步的抽入到称量接取箱中,通过称量接取箱的协同化的抽离作用下,材料就会顺着称量接取箱的底部做指定的称重,通过人工手动控制plc控制器设定好抽入的重量后,称量接取箱会连同定量称重器44的称重作用下,实现了对已经灌装的材料再做称量,在称重注入后的液体达到指定的重量后,再由增压缸45缸内的推送器的控制作用下,方可再将原料从一方的出料端做推出,最后再由物料的接取端达到了对材料端的增压注塑挤出。
58.在本实施例中:s3:需要进一步的将材料做混合注塑;
59.第一步首先使用人员将称重好的材料通过恒温运输管道输送至控制箱11的内部,通过控制箱11将高温的注塑才来抽入进控制箱11,然后通过控制箱11顶部所设置的混合搅拌电机16可调动控制箱11内部的搅拌器旋转,而后通过搅拌器旋转后达到了结构间的混料;
60.第二步:通过人员拨动拨动杆18随后在plc控制器的操作控制下实现增压泵17的通电,启动增压泵17将混料好的定量材料再做进一步的混料,并且将混料好的材料再注入进注塑成型机构2;
61.再将材料再做进一步地塑形,使用人员在将高温塑形材料再挤出时,方可再次将材料辅助注入到上方形支撑板294和注塑腔体内,通过间接控制连接导杆26使得让两方的支撑板之间相互贴合在一起,使得组合成一个完整的结构,然后再通过结构的塑形作用下到达了对材料之间的结构所实现了的挤压注塑成型。
62.本说明中未作详细描述的内容属于本领域专业技术人员公知的现有技术,尽管参照前述实施例对本发明进行了详细的说明,对于本领域的技术人员来说,其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换,凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1