拉伸膜的制造方法与流程
1.本发明涉及拉伸膜的制造方法及光学层叠体的制造方法。
背景技术:
2.出于提高显示特性、防反射的目的,在液晶显示装置(lcd)、有机电致发光显示装置(oled)等图像显示装置中使用圆偏振片。圆偏振片代表性地通过将起偏器与相位差膜(代表性地为λ/4板)以起偏器的吸收轴与相位差膜的慢轴成为45
°
的角度的方式层叠。以往,相位差膜代表性地通过在纵向和/或横向上进行单轴拉伸或双轴拉伸而制作,因此,其慢轴在很多情况下沿着长条状的膜胚料的横向(宽度方向)或纵向(长度方向)表现。其结果是,为了制作圆偏振片,需要将相位差膜以相对于宽度方向或长度方向呈45
°
的角度的方式裁切并一片一片地贴合。
3.另外,为了确保圆偏振片的宽频带性,有时也会将λ/4板与λ/2板这两片相位差膜层叠。在该情况下,需要将λ/2板以相对于起偏器的吸收轴呈75
°
的角度的方式层叠,并将λ/4板以相对于起偏器的吸收轴呈15
°
的角度的方式层叠。在该情况下,在制作圆偏振片时,也需要将相位差膜以相对于宽度方向或长度方向呈15
°
及75
°
的角度的方式裁切并一片一片地贴合。
4.在又一个实施方式中,为了避免来自笔记本pc的光映入键盘等,以使从偏振片出射的线偏振光的朝向旋转90
°
为目的,有时在偏振片的可视侧使用λ/2板。在该情况下,也需要将相位差膜以相对于宽度方向或长度方向呈45
°
的角度的方式裁切并一片一片地贴合。
5.为了解决这样的问题,提出了下述技术:通过纵向上的夹具间距变化的可变间距型的左右的夹具分别夹持长条状的膜在宽度方向上的左右端部,使该左右的夹具中的至少一者的夹具间距变化,相对于长度方向在倾斜方向上进行拉伸(以下也称作“斜向拉伸”),由此使相位差膜的慢轴在倾斜方向上表现(例如专利文献1)。然而,对于通过这样的技术获得的斜向拉伸膜而言,有时会产生褶皱。
6.现有技术文献
7.专利文献
8.专利文献1:日本专利第4845619号
技术实现要素:
9.发明所要解决的问题
10.本发明是为了解决上述问题而完成的,其主要目的在于,减少产生于斜向拉伸后的膜的褶皱。
11.用于解决问题的手段
12.根据本发明的一个方面,提供一种拉伸膜的制造方法,其是使用膜拉伸装置制造拉伸膜的方法,上述膜拉伸装置具有:环状的左右的基准轨道、沿着该左右的基准轨道设置于其内周侧的左右的间距设定轨道、被该左右的基准轨道引导而行进移动的多个左右的夹
具担载部件、担载于该左右的夹具担载部件上的左右的夹具、以及以能够通过该基准轨道与该间距设定轨道的间隔距离调整该夹具担载部件间的间距的方式构成的连接机构,上述拉伸膜的制造方法包括:分别通过该左右的夹具夹持长条状的膜在宽度方向上的左右端部;一边使至少一个夹具的夹具间距变化一边使该左右的夹具行进移动而对该膜进行斜向拉伸;从该左右的夹具释放该膜;对该膜的褶皱进行检测;以及基于该检测结果,增大夹持该膜时的该左右的夹具的行进速度。
13.在一个实施方式中,使夹持上述膜时的上述左右的夹具的行进速度增大至8m/分钟~40m/分钟。
14.在一个实施方式中,夹持上述膜时的上述左右的夹具的行进速度的增大率为101%~800%。
15.在一个实施方式中,上述斜向拉伸包括:(i)一边使上述左右的夹具中的一个夹具的夹具间距从p1增大至p2,一边使另一个夹具的夹具间距从p1减小至p3;以及(ii)以使该减小后的夹具间距与该增大后的夹具间距成为规定的相等间距的方式,使各个夹具的夹具间距变化。
16.在一个实施方式中,p2/p1为1.25~1.75,p3/p1为0.50以上且小于1。
17.根据本发明的其他方面,提供一种光学层叠体的制造方法,其包括:通过上述制造方法获得长条状的拉伸膜;以及一边输送长条状的光学膜和该长条状的拉伸膜,一边使它们的长度方向对齐而连续地进行贴合。
18.在一个实施方式中,上述光学膜为偏振片,上述拉伸膜为λ/4板或λ/2板。
19.发明效果
20.根据本发明的实施方式的拉伸膜的制造方法,在使用规定的拉伸装置获得的斜向拉伸膜产生褶皱时,使夹持膜时的左右的夹具的行进速度增大。由此,不变更夹具间距的分布、加热温度等斜向拉伸条件,就可以获得褶皱减少了的斜向拉伸膜。起到这样的效果的原因可以如下所述地进行推测,但不对本发明构成任何限制。即,通过增大线速度,在斜向拉伸时对夹具担载部件进行作用的应力也增大,其结果是基准轨道与间距设定轨道的间隔距离(其结果是夹具间距)变化而能够对膜赋予适度的张力。其结果是,可以获得褶皱减少了的斜向拉伸膜。
附图说明
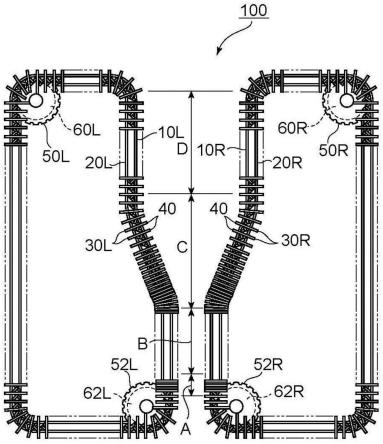
21.图1是对可以用于本发明的拉伸膜的制造方法的拉伸装置的一个例子的整体构成进行说明的俯视示意图。
22.图2是用于对在图1的拉伸装置中使夹具间距变化的连接机构进行说明的主要部分俯视示意图。
23.图3是用于对在图1中的拉伸装置中使夹具间距变化的连接机构进行说明的主要部分俯视示意图。
24.图4a是示出斜向拉伸的一个实施方式中的夹具间距的分布的示意图。
25.图4b是示出斜向拉伸的一个实施方式中的夹具间距的分布的示意图。
26.图5是使用了通过本发明的制造方法获得的相位差膜的圆偏振片的剖面示意图。
27.符号说明
28.10
ꢀꢀꢀꢀꢀ
基准轨道
29.20
ꢀꢀꢀꢀꢀ
间距设定轨道
30.30
ꢀꢀꢀꢀꢀ
夹具担载部件
31.40
ꢀꢀꢀꢀꢀ
夹具
32.50
ꢀꢀꢀꢀꢀ
驱动机构
33.100
ꢀꢀꢀꢀ
拉伸装置
34.500
ꢀꢀꢀꢀ
圆偏振片
具体实施方式
35.以下,对本发明的优选实施方式进行说明,但本发明不限定于这些实施方式。此外,在本说明书中,“纵向上的夹具间距”是指,在纵向上相邻的夹具在行进方向上的中心间距离。另外,长条状的膜在宽度方向上的左右关系只要没有特别记载,就是指朝向该膜的输送方向的左右关系。
36.a.拉伸膜的制造方法
37.本发明的实施方式的拉伸膜的制造方法使用膜拉伸装置进行,该膜拉伸装置具有:环状的左右的基准轨道、沿着该左右的基准轨道设置于其内周侧的左右的间距设定轨道、被该左右的基准轨道引导而行进移动的多个左右的夹具担载部件、担载于该左右的夹具担载部件的左右的夹具、以及以能够通过该基准轨道与该间距设定轨道的间隔距离调整该夹具担载部件间的间距的方式构成的连接机构。
38.本发明的实施方式的拉伸膜的制造方法包括:
39.分别通过该左右的夹具夹持长条状的膜在宽度方向上的左右端部(夹持工序);
40.一边使至少一个夹具的夹具间距变化一边使该左右的夹具行进移动而对该膜进行斜向拉伸(斜向拉伸工序);
41.将该膜从该左右的夹具释放(释放工序);
42.对该膜的褶皱进行检测(褶皱的检测工序);以及
43.基于该检测结果,增大在夹持该膜时的该左右的夹具的行进速度(线速度的变更工序)。
44.代表性地,本实施方式的制造方法进一步包括预热工序。具体而言,通过左右的夹具夹持的膜在预热之后被供于斜向拉伸。
45.a-1.拉伸装置
46.用于本发明的实施方式的拉伸膜的制造方法的拉伸装置具有:环状的左右的基准轨道、沿着该左右的基准轨道设置于其内周侧的左右的间距设定轨道、被该左右的基准轨道引导而行进移动的多个左右的夹具担载部件、担载于该左右的夹具担载部件的左右的夹具、以及以能够通过该基准轨道与该间距设定轨道的间隔距离调整该夹具担载部件间的间距的方式构成的连接机构。
47.图1是对可以用于本发明的制造方法的拉伸装置的一个例子的整体构成进行说明的俯视示意图。在拉伸装置100中,从膜的入口侧向出口侧依次设置有夹持区域a、预热区域b、拉伸区域c、以及释放区域d。上述各个区域是指实质上对成为拉伸对象的膜进行夹持、预热、斜向拉伸及释放的区域,不是指机械上、结构上独立的区块。另外,需要注意的是,图1的
拉伸装置中的各自区域的长度的比率与实际的长度的比率不同。
48.在图1中,虽未图示,但可以在拉伸区域c与释放区域d之间根据需要设置用于进行任意适当的处理的区域。作为这样的处理,可举出横向收缩处理等。另外,同样地,虽未图示,但上述拉伸装置代表性地具备用于将从预热区域b至释放区域d为止设为加热环境的加热装置(例如热风式、近红外式、远红外式等各种烘箱)。
49.拉伸装置100在俯视下在左右两侧左右对称地具有环状的左右的基准轨道10l、10r、和沿着左右的基准轨道10l、10r设置于其内周侧的间距设定轨道20l、20r。拉伸装置100进一步具有担载夹具40且被左右的基准轨道10l、10r引导而行进移动的多个左右的夹具担载部件30l、30r、和对左右的夹具担载部件30l、30r赋予行进力的驱动机构(在图示例中,为驱动用链轮)50l、50r。此外,在本说明书中,将从膜的入口侧观察时为左侧的基准轨道称作左侧的基准轨道10l,将从膜的入口侧观察时为右侧的基准轨道称作右侧的基准轨道10r。担载夹具40的夹具担载部件30l、30r被基准轨道10l、10r引导而以环状巡回移动。具体而言,担载于被左侧的基准轨道10l引导的夹具担载部件的夹具(左夹具)40沿着逆时针方向巡回移动,担载于被右侧的基准轨道10r引导的夹具担载部件的夹具(右夹具)40沿着顺时针方向巡回移动。
50.在上述拉伸装置100的夹持区域a及预热区域b中,左右的基准轨道10l、10r以与成为拉伸对象的膜的初始宽度对应的间隔距离相互大致平行的方式构成。在拉伸区域c中,设为如下构成:左右的基准轨道10l、10r的间隔距离随着从预热区域b的侧朝向释放区域d逐渐扩大至与上述膜的拉伸后的宽度对应为止。在释放区域d中,左右的基准轨道10l、10r以与上述膜的拉伸后的宽度对应的间隔距离相互大致平行的方式构成。然而,左右的基准轨道10l、10r的构成不限定于上述图示例。例如,左右的基准轨道10l、10r也可以从夹持区域a至释放区域d为止以与成为拉伸对象的膜的初始宽度对应的间隔距离相互大致平行的方式构成。
51.左夹具40及右夹具40以可以分别独立地巡回移动的方式构成。具体而言,通过在夹具担载部件30l、30r设置能够选择性地与驱动用链轮50l、50r卡合的驱动辊39,使驱动辊39与通过电动马达60l、60r旋转驱动的驱动用链轮50l、50r选择性地卡合,由此对夹具担载部件30l、30r赋予行进力。由此,通过使左侧的基准轨道10l用的驱动用链轮50l沿着逆时针方向旋转驱动,并使右侧的基准轨道10r用的驱动用链轮50r沿着顺时针方向旋转驱动,由此,左夹具沿着逆时针方向巡回移动,右夹具沿着顺时针方向巡回移动。通过调整电动马达的输出而使从驱动用链轮传递至夹具担载部件的行进力变化,能够将左右的夹具担载部件的行进速度(其结果是左右的夹具的行进速度)分别独立地控制为任意的值。另外,在膜入口侧配置有用于使利用夹具进行膜夹持的时刻左右同步的夹具位置调整用链轮52l、52r,分别通过电动马达62l、62r进行旋转驱动,但是这些链轮不对夹具的行进速度带来影响。此外,与图示例不同,可以在膜入口侧配置驱动用链轮。
52.此外,左侧的夹具担载部件(其结果是左夹具)及右侧的夹具担载部件(其结果是右夹具)分别为可变间距型。即,左右的夹具担载部件(其结果是左右夹具)可以分别独立地随着移动而使纵向上的夹具间距变化。可变间距型的构成可以通过采用以能够通过基准轨道与间距设定轨道的间隔距离来调整夹具担载部件间的间距的方式构成的连接机构来实现。以下,对连接机构(伸缩机构)的一个例子进行说明。
53.图2及图3分别是用于对在图1的拉伸装置中使夹具间距变化的连接机构进行说明的主要部分俯视示意图,图2示出夹具间距最小的状态,图3示出夹具间距最大的状态。
54.如图2及图3所图示的那样,夹具担载部件30设置成在俯视下横向细长的矩形,在长度方向的一端部各自担载有夹具40。虽未图示,夹具担载部件30由上梁、下梁、前壁(夹具侧的壁)、及后壁(与夹具相反侧的壁)形成封闭截面的坚固的框结构。夹具担载部件30以通过其两端的行进轮38在行进路面81、82上转动的方式设置。此外,在图2及图3中未图示出前壁侧的行进轮(在行进路面81上转动的行进轮)。行进路面81、82在整个区域与基准轨道10并行。在夹具担载部件30的上梁和下梁的后侧(夹具侧的相反侧(以下称作反夹具侧)),沿着夹具担载部件的长度方向形成有长孔31,滑块32以可以在长孔31的长度方向上滑动的方式卡合。在夹具担载部件30的夹具40侧端部的附近,贯穿上梁及下梁并垂直地设置有一根第一轴部件33。虽未图示,在第一轴部件33的下端,以可旋转的方式设置有引导辊,引导辊与设置于基准轨道10的凹槽卡合。另外,在第一轴部件33的上端,以可旋转的方式设置有驱动辊39。另一方面,在夹具担载部件30的滑块32中,垂直地贯穿设置有一根第二轴部件34。虽未图示,在第二轴部件34的下端,以可旋转的方式设置有间距设定辊,间距设定辊与设置于间距设定轨道20的凹槽卡合。主连接部件35的一端枢转连结于各夹具担载部件30的第一轴部件33。主连接部件35的另一端枢转连结于相邻的夹具担载部件30的第二轴部件34。在各夹具担载部件30的第一轴部件33上,除了主连接部件35以外,还枢转连结有副连接部件36的一端。副连接部件36的另一端通过枢轴37枢转连结于主连接部件35的中间部。通过利用主连接部件35、副连接部件36的连接机构,如图2所示,滑块32越是向夹具担载部件30的后侧(反夹具侧)移动,夹具担载部件30彼此之间在纵向上的间距(其结果是夹具间距)越小,如图3所示,滑块32越是向夹具担载部件30的前侧(夹具侧)移动,夹具担载部件30彼此之间在纵向上的间距(其结果是夹具间距)越大。滑块32的定位通过间距设定轨道20进行。如图2及图3所示,基准轨道10与间距设定轨道20的间隔距离越小,夹具间距越大。
55.根据上述拉伸装置,夹具间距维持恒定时,夹具的行进速度也维持恒定,夹具间距变化(增大或减小)时,夹具的行进速度也以与夹具间距的变化率大致对应的变化率变化。由此,成为基本的夹具的行进速度是通过由驱动机构赋予行进力时夹具的行进速度(夹具担载部件的行进速度),通过之后的基准轨道与间距设定轨道的间隔距离的调整,夹具间距(其结果是夹具的行进速度)可以随意地变化。由此,通过将从驱动机构的设置点至夹持区域a为止的基准轨道与间距设定轨道的间隔距离保持恒定,夹具能够在实质上维持基本的行进速度的状态下进入夹持区域a。此外,在本说明书中,有时将夹具夹持膜时的行进速度称作“线速度”。
56.通过使用如上所述的拉伸装置进行膜的斜向拉伸,可以制作斜向拉伸膜、例如在倾斜方向上具有慢轴的相位差膜。此外,关于如上所述的拉伸装置的具体实施方式,例如记载于日本特开2008-44339号,将其整体作为参考引用于本说明书中。另外,可应用于本发明的实施方式的拉伸膜的制造方法的拉伸装置不限定于图示例。例如,可以应用具备如日本特开2003-71921号公报、日本特开2017-113890号公报等中记载的连接机构的各种拉伸装置。
57.以下,对各工序详细地进行说明。
58.a-2.夹持工序
59.在夹持区域a(拉伸装置100的膜取入的入口)中,代表性地,通过左右的夹具40在成为拉伸对象的膜的两端以彼此相等的恒定的夹具间距、且在相同的时刻进行夹持。通过左右的夹具的移动(实质上为被左右的基准轨道10l、10r引导的各夹具担载部件的移动),该膜被送至预热区域b。
60.夹持膜时的左右的夹具的行进速度可以考虑生产效率、斜向拉伸条件(例如夹具间距的变化率、时刻、加热温度)等而适当地设定。该左右的夹具的行进速度例如为3m/分钟~40m/分钟,优选为5m/分钟~35m/分钟,更优选为8m/分钟~30m/分钟。
61.a-3.预热工序
62.在预热区域b中,如上所述,左右的基准轨道10l、10r以与成为拉伸对象的膜的初始宽度对应的间隔距离相互大致平行的方式构成,因此,在基本上不进行横向拉伸也不进行纵向拉伸的情况下,对膜进行加热。然而,为了避免由于预热而引起膜的挠曲、与烘箱内的喷嘴接触等不良情况,也可以稍微扩宽左右夹具间的距离(宽度方向的距离)。
63.在预热工序中,将膜加热至温度t1(℃)。温度t1优选为膜的玻璃化转变温度(tg)以上,更优选为tg+2℃以上,进一步优选为tg+5℃以上。另一方面,加热温度t1优选为tg+40℃以下,更优选为tg+30℃以下。虽然根据使用的膜的不同而不同,温度t1例如为70℃~190℃,优选为80℃~180℃。
64.至上述温度t1为止的升温时间及在温度t1下的保持时间可以根据膜的构成材料、制造条件(例如膜的输送速度)适当地设定。它们的升温时间及保持时间可以通过调整夹具40的移动速度、预热区域的长度、预热区域的温度等来控制。
65.a-4.斜向拉伸工序
66.在拉伸区域c中,一边使左右的夹具40中的至少一者在纵向上的夹具间距变化一边使左右的夹具40行进移动而对膜进行斜向拉伸。更具体而言,通过分别使左右的夹具的该夹具间距在不同的位置增大或缩小、分别使左右的夹具的该夹具间距以不同的变化速度变化(增大和/或缩小)等,对膜进行斜向拉伸。
67.斜向拉伸可以包含横向拉伸。在该情况下,对于斜向拉伸而言,例如如图1所示的构成那样,可以一边扩大左右的夹具间的距离(宽度方向的距离)一边进行。或者可以与图1所示的构成不同,在维持左右的夹具间的距离的状态下直接进行。
68.在斜向拉伸包含横向拉伸的情况下,横向(td)的拉伸倍率(斜向拉伸后的膜的宽度w
final
与膜的初始宽度w
initial
之比(w
final
/w
initial
)优选为1.05~6.00,更优选为1.10~5.00。
69.在一个实施方式中,斜向拉伸可以如下所述地进行:将上述左右的夹具中的一个夹具的夹具间距开始增大或减小的位置与另一个夹具的夹具间距开始增大或减小的位置设为在纵向上不同的位置,在该状态下,使各个夹具的夹具间距增大或减小至规定的间距。关于该实施方式的斜向拉伸,例如可参照专利文献1、日本特开2014-238524号公报等的记载内容。
70.在另一个实施方式中,斜向拉伸可以如下所述地进行:在将上述左右的夹具中的一个夹具的夹具间距固定的状态下,使另一个夹具的夹具间距增大或减小至规定的间距,然后恢复至最初的夹具间距。关于该实施方式的斜向拉伸,例如可以参照日本特开2013-54338号公报、日本特开2014-194482号公报等的记载内容。
71.在又一个实施方式中,斜向拉伸可以如下所述地进行:(i)一边使上述左右的夹具中的一个夹具的夹具间距从p1增大至p2,一边使另一个夹具的夹具间距从p1减小至p3;以及(ii)与使该减小后的夹具间距与该增大后的夹具间距成为规定的相等间距的方式,使各个夹具的夹具间距变化。关于该实施方式的斜向拉伸,例如可参照日本特开2014-194484号公报等的记载内容。该实施方式的斜向拉伸可以包括:一边使左右的夹具间的距离扩大,一边使一个夹具的夹具间距从p1增大至p2、并且使另一个夹具的夹具间距从p1减小至p3而对膜进行斜向拉伸(第一斜向拉伸);以及一边使左右的夹具间的距离扩大,一边以左右的夹具的夹具间距变得相等的方式使该一个夹具的夹具间距维持于p2或减小至p4、并且使该另一个夹具的夹具间距增大至p2或p4而对膜进行斜向拉伸(第二斜向拉伸)。
72.在上述第一斜向拉伸中,通过一边使膜的一个端部在长度方向上伸长一边使另一个端部在长度方向上收缩、同时进行斜向拉伸,能够在期望的方向(例如相对于长度方向为45
°
的方向)上以高单轴性及面内取向性表现慢轴。另外,在第二斜向拉伸中,通过一边缩小左右的夹具间距之差一边进行斜向拉伸,能够一边缓和多余的应力,一边在倾斜方向上充分地拉伸。
73.在上述三个实施方式的斜向拉伸中,可以在左右的夹具的移动速度变得相等的状态下将膜从夹具释放,因此,在左右的夹具释放时不易发生膜的输送速度等的偏差,可以适当地进行之后的膜的卷取。
74.图4a及图4b分别是示出包含上述第一斜向拉伸及第二斜向拉伸的斜向拉伸中的夹具间距的分布的一个例子的示意图。以下,参照这些图对第一斜向拉伸具体地进行说明。此外,在图4a及图4b中,横轴与夹具的行进距离对应。在第一斜向拉伸开始时,左右的夹具间距一起设为p1。p1代表性地为在夹持膜时的夹具间距。在开始第一斜向拉伸的同时,开始一个夹具(以下有时称作第一夹具)的夹具间距的增大,并且开始另一个夹具(以下有时称作第二夹具)的夹具间距的减小。在第一斜向拉伸中,使第一夹具的夹具间距增大至p2,使第二夹具的夹具间距减小至p3。因此,在第一斜向拉伸结束时(第二斜向拉伸开始时),使第二夹具以夹具间距p3移动,使第一夹具以夹具间距p2移动。此外,夹具间距之比可以与夹具的移动速度之比大致对应。
75.在图4a及图4b中,将使第一夹具的夹具间距开始增大的时刻及使第二夹具的夹具间距开始减小的时刻一起设为第一斜向拉伸开始时,但也可以与图示例不同地在使第一夹具的夹具间距开始增大后使第二夹具的夹具间距开始减小,也可以在使第二夹具的夹具间距开始减小之后使第一夹具的夹具间距开始增大。在一个优选实施方式中,在使第一夹具的夹具间距开始增大后,使第二夹具的夹具间距开始减小。根据这样的实施方式,膜已经在宽度方向上进行了一定程度(优选为1.2倍~2.0倍左右)拉伸,因此,即使使第二夹具的夹具间距大幅减小,也不易产生褶皱。由此,能够实现更锐角的斜向拉伸,能够适当地获得单轴性及面内取向性高的相位差膜。
76.同样,在图4a及图4b中,第一夹具的夹具间距的增大及第二夹具的夹具间距的减小持续至第一斜向拉伸结束时(第二斜向拉伸开始时),但也可以与图示例不同地使夹具间距的增大或减小中的任一者比另一者更早结束,并维持其夹具间距直到另一者结束为止(直到第一斜向拉伸结束时为止)。
77.第一夹具的夹具间距的变化率(p2/p1)优选为1.25~1.75,更优选为1.30~1.70,
进一步优选为1.35~1.65。另外,第二夹具的夹具间距的变化率(p3/p1)例如为0.50以上且小于1,优选为0.50~0.95,更优选为0.55~0.90,进一步优选为0.55~0.85。如果夹具间距的变化率为这样的范围内,则能够在相对于膜的长度方向为大致45度的方向上以高单轴性及面内取向性表现慢轴。
78.如上所述,可以通过调整拉伸装置的间距设定轨道与基准轨道的间隔距离而对滑块进行定位,调整夹具间距。
79.第一斜向拉伸中的膜在宽度方向上的拉伸倍率(第一斜向拉伸结束时的膜宽度/第一斜向拉伸前的膜宽度)优选为1.1倍~3.0倍,更优选为1.2倍~2.5倍,进一步优选为1.25倍~2.0倍。在该拉伸倍率小于1.1倍时,存在在收缩的一侧的端部产生白铁皮波纹状的褶皱的情况。另外,在该拉伸倍率超过3.0倍时,存在所获得的相位差膜的双轴性变高、而在应用于圆偏振片等时视角特性降低的情况。
80.在一个实施方式中,对于第一斜向拉伸而言,以第一夹具的夹具间距的变化率与第二夹具的夹具间距的变化率之积优选成为0.7~1.5,更优选成为0.8~1.45,进一步优选成为0.85~1.40的方式进行。如果变化率之积为这样的范围内,则能够获得单轴性及面内取向性高的相位差膜。
81.接下来,参照图4a对第二斜向拉伸的一个实施方式具体地进行说明。在本实施方式的第二斜向拉伸中,使第二夹具的夹具间距从p3增大至p2。另一方面,第一夹具的夹具间距在第二斜向拉伸之间维持为p2。因此,在第二斜向拉伸结束时,使左右的夹具均以夹具间距p2移动。
82.图4a所示的实施方式的第二斜向拉伸中的第二夹具的夹具间距的变化率(p2/p3)只要不损害本发明的效果就没有限制。该变化率(p2/p3)例如为1.3~4.0,优选为1.5~3.0。
83.参照图4b对第二斜向拉伸的另一个实施方式具体地进行说明。在本实施方式的第二斜向拉伸中,在使第一夹具的夹具间距减小的同时使第二夹具的夹具间距增大。具体而言,使第一夹具的夹具间距从p2减小至p4,并且使第二夹具的夹具间距从p3增大至p4。因此,在第二斜向拉伸结束时,使左右的夹具均以夹具间距p4移动。此外,在图示例中,在第二斜向拉伸开始的同时,开始第一夹具的夹具间距的减小及第二夹具的夹具间距的增大,但它们也可以在不同的时刻开始。另外,同样,第一夹具的夹具间距的减小及第二夹具的夹具间距的增大也可以在不同的时刻结束。
84.图4b所示的实施方式的第二斜向拉伸中的第一夹具的夹具间距的变化率(p4/p2)及第二夹具的夹具间距的变化率(p4/p3)只要不损害本发明的效果就没有限制。变化率(p4/p2)例如为0.4以上且小于1.0,优选为0.6~0.95。另外,变化率(p4/p3)例如超过1.0且为2.0以下,优选为1.2~1.8。p4优选为p1以上。如果p4<p1,则存在发生在端部产生褶皱、双轴性变高等问题的情况。
85.第二斜向拉伸中的膜在宽度方向上的拉伸倍率(第二斜向拉伸结束时的膜宽度/第一斜向拉伸结束时的膜宽度)优选为1.1倍~3.0倍,更优选为1.2倍~2.5倍,进一步优选为1.25倍~2.0倍。在该拉伸倍率小于1.1倍时,存在在收缩侧的端部产生白铁皮波纹状的褶皱的情况。另外,在该拉伸倍率超过3.0倍时,存在所获得的相位差膜的双轴性变高、在应用于圆偏振片等时视角特性降低的情况。另外,从与上述同样的观点考虑,第一斜向拉伸及第二斜向拉伸中的宽度方向的拉伸倍率(第二斜向拉伸结束时的膜宽度/第一斜向拉伸前
的膜宽度)优选为1.2倍~4.0倍,更优选为1.4倍~3.0倍。
86.斜向拉伸代表性地可以在温度t2下进行。温度t2相对于膜的玻璃化转变温度(tg)优选为tg-20℃~tg+30℃,进一步优选为tg-10℃~tg+20℃,特别优选为tg左右。虽然根据使用的膜不同而不同,但温度t2例如为70℃~180℃,优选为80℃~170℃。上述温度t1与温度t2之差(t1-t2)优选为
±
2℃以上,更优选为
±
5℃以上。在一个实施方式中,t1>t2,因此,在预热区域,可以将加热至温度t1的膜冷却至温度t2。
87.如上所述,可以在斜向拉伸后进行横向收缩处理。关于斜向拉伸后的该处理,可以参照日本特开2014-194483号公报中的第0029~0032段。
88.a-5.释放工序
89.在释放区域d的任意的位置中,上述膜被从夹具释放。在释放区域d中,通常不进行横向拉伸也不进行纵向拉伸,而根据需要对膜进行热处理并将拉伸状态固定(热固定),和/或将膜冷却至tg以下,接着将膜从夹具释放。此外,在进行热固定时,可以使纵向上的夹具间距减小,由此缓和应力。
90.热处理代表性地可以在温度t3下进行。温度t3根据待拉伸的膜的不同而不同,有时t2≥t3,也有时t2<t3。一般而言,也存在通过在膜为非晶性材料的情况下设为t2≥t3、在结晶性材料的情况下设为t2<t3来进行结晶化处理的情况。在t2≥t3的情况下,温度t2与t3之差(t2-t3)优选为0℃~50℃。热处理时间代表性地为10秒~10分钟。
91.从夹具释放的拉伸膜被从拉伸装置的出口送出并供于褶皱的检测。
92.a-6.褶皱的检测工序
93.褶皱的检测例如可以根据需要通过一边照射光一边对膜面进行观察而进行。膜面的观察可以通过目视进行,也可以使用传感器等机械地进行。
94.在一个实施方式中,将从夹具释放的拉伸膜在宽度方向上的左右端部切断除去,然后进行褶皱的检测。待切断除去的端部的宽度分别独立地例如可以为20mm~600mm、优选可以为100mm~500mm。端部的切断除去可以通过通常的切缝加工进行。
95.a-7.线速度的变更工序
96.基于上述检测结果,在输送线上游的夹持工序中,使夹持膜时的左右的夹具的行进速度(线速度)增大。例如,在检测到超过规定的基准的褶皱的情况下,使线速度增大,在检测到的褶皱为规定的基准以下的情况下,可以不改变线速度而维持目前为止的拉伸膜的制作条件。
97.线速度的增大率(增大后的线速度/增大前的线速度
×
100)只要能够获得本发明的效果就没有特别限制。在一个实施方式中,线速度的增大率例如为101%~800%,优选为110%~600%,更优选为120%~500%。如果线速度的增大率为该范围,则能够适当地获得褶皱减少的拉伸膜。
98.在一个实施方式中,增大后的线速度例如为8m/分钟~40m/分钟,优选为8m/分钟~35m/分钟,更优选为8m/分钟~30m/分钟。如果线速度为该范围,则能够在维持实用上可允许的生产效率的同时获得褶皱减少的拉伸膜。
99.可以通过使由驱动机构对夹具担载部件赋予的行进力(例如使驱动用链轮的旋转速度变化)增大、使驱动辊的扭矩变化等,进行线速度的变更。优选逐渐地增大线速度。
100.b.作为拉伸对象的膜
101.在本发明的制造方法中,可以使用任意适当的膜。例如,可举出可以用作相位差膜的树脂膜。作为构成这样的膜的材料,例如可列举:聚碳酸酯系树脂、聚乙烯醇缩醛系树脂、环烯烃系树脂、丙烯酸系树脂、纤维素酯系树脂、纤维素系树脂、聚酯系树脂、聚酯碳酸酯系树脂、烯烃系树脂、聚氨酯系树脂等。优选为聚碳酸酯树脂、纤维素酯系树脂、聚酯系树脂、聚酯碳酸酯系树脂、环烯烃树脂。这是因为:如果是这些树脂,则能够获得显示出所谓的反向分散的波长依赖性的相位差膜。这些树脂可以单独使用,也可以根据期望的特性组合使用。
102.作为上述聚碳酸酯系树脂,可以使用任意适当的聚碳酸酯系树脂。例如,优选包含来源于二羟基化合物的结构单元的聚碳酸酯树脂。作为二羟基化合物的具体例,可列举:9,9-双(4-羟基苯基)芴、9,9-双(4-羟基-3-甲基苯基)芴、9,9-双(4-羟基-3-乙基苯基)芴、9,9-双(4-羟基-3-正丙基苯基)芴、9,9-双(4-羟基-3-异丙基苯基)芴、9,9-双(4-羟基-3-正丁基苯基)芴、9,9-双(4-羟基-3-仲丁基苯基)芴、9,9-双(4-羟基-3-叔丁基苯基)芴、9,9-双(4-羟基-3-环己基苯基)芴、9,9-双(4-羟基-3-苯基苯基)芴、9,9-双(4-(2-羟基乙氧基)苯基)芴、9,9-双(4-(2-羟基乙氧基)-3-甲基苯基)芴、9,9-双(4-(2-羟基乙氧基)-3-异丙基苯基)芴、9,9-双(4-(2-羟基乙氧基)-3-异丁基苯基)芴、9,9-双(4-(2-羟基乙氧基)-3-叔丁基苯基)芴、9,9-双(4-(2-羟基乙氧基)-3-环己基苯基)芴、9,9-双(4-(2-羟基乙氧基)-3-苯基苯基)芴、9,9-双(4-(2-羟基乙氧基)-3,5-二甲基苯基)芴、9,9-双(4-(2-羟基乙氧基)-3-叔丁基-6-甲基苯基)芴、9,9-双(4-(3-羟基-2,2-二甲基丙氧基)苯基)芴等。聚碳酸酯树脂除了上述来源于二羟基化合物的结构单元以外,还可以包含来源于异山梨醇、异甘露糖醇、异艾杜糖醇(isoidide)、螺二醇、二噁烷二醇(dioxaneglycol)、二乙二醇醇(deg)、三乙二醇醇(teg)、聚乙二醇(peg)、环己烷二甲醇(chdm)、三环癸烷二甲醇(tcddm)、双酚类等二羟基化合物的结构单元。
103.如上所述的聚碳酸酯系树脂的详细情况例如记载于日本特开2012-67300号公报及日本专利第3325560号。该专利文献的记载内容作为参考引用于本说明书中。
104.聚碳酸酯系树脂的玻璃化转变温度优选为110℃~250℃,更优选为120℃~230℃。如果玻璃化转变温度过低,则存在耐热性变差的倾向,可能在膜成型后会发生尺寸变化。如果玻璃化转变温度过高,则存在膜成型时的成型稳定性变差的情况,还存在损害膜的透明性的情况。此外,玻璃化转变温度按照jis k 7121(1987)而求出。
105.作为上述聚乙烯醇缩醛系树脂,可以使用任意适当的聚乙烯醇缩醛系树脂。代表性地,聚乙烯醇缩醛系树脂可以通过使至少两种醛化合物和/或酮化合物、与聚乙烯醇系树脂发生缩合反应而获得。聚乙烯醇缩醛系树脂的具体例及详细的制造方法例如记载于日本特开2007-161994号公报。该记载内容作为参考引用于本说明书中。
106.对上述作为拉伸对象的膜进行拉伸而获得的拉伸膜(相位差膜)优选折射率特性显示出nx>ny的关系。在一个实施方式中,相位差膜优选能够作为λ/4板发挥功能。在本实施方式中,相位差膜(λ/4板)的面内相位差re(550)优选为100nm~180nm,更优选为135nm~155nm。另一个实施方式中,相位差膜优选能够作为λ/2板发挥功能。在本实施方式中,相位差膜(λ/2板)的面内相位差re(550)优选为230nm~310nm,更优选为250nm~290nm。此外,在本说明书中,nx是面内的折射率为最大的方向(即,慢轴方向)的折射率,ny是在面内与慢轴正交的方向(即,快轴方向)的折射率,nz是厚度方向的折射率。另外,re(λ)是以23℃下的波
长λnm的光测得的膜的面内相位差。因此,re(550)是以23℃下的波长550nm的光测定得的膜的面内相位差。re(λ)是在将膜的厚度设为d(nm)时通过式:re(λ)=(nx-ny)
×
d来求出的。
107.相位差膜的面内相位差re(550)可以通过适当设定斜向拉伸条件而设为期望的范围。例如,通过斜向拉伸制造具有100nm~180nm的面内相位差re(550)的相位差膜的方法详细地公开于日本特开2013-54338号公报、日本特开2014-194482号公报、日本特开2014-238524号公报、日本特开2014-194484号公报等。由此,本领域技术人员可以基于该公开设定适当的斜向拉伸条件。
108.在使用一片相位差膜制作圆偏振片的情况、或者使用一片相位差膜使线偏振光的朝向旋转90
°
的情况下,所使用的相位差膜的慢轴方向相对于该膜的长度方向优选为30
°
~60
°
或120
°
~150
°
,更优选为38
°
~52
°
或128
°
~142
°
,进一步优选为43
°
~47
°
或133
°
~137
°
,特别优选为45
°
或135
°
左右。
109.另外,在使用两片相位差膜(具体而言,λ/2板和λ/4板)制作圆偏振片的情况下,所使用的相位差膜(λ/2板)的慢轴方向相对于该膜的长度方向优选为60
°
~90
°
,更优选为65
°
~85
°
,特别优选为75
°
左右。另外,相位差膜(λ/4板)的慢轴方向相对于该膜的长度方向优选为0
°
~30
°
,更优选为5~25
°
,特别优选为15
°
左右。
110.相位差膜优选显示出所谓的反向分散的波长依赖性。具体而言,其面内相位差满足re(450)<re(550)<re(650)的关系。re(450)/re(550)优选为0.8以上且小于1.0,更优选为0.8~0.95。re(550)/re(650)优选为0.8以上且小于1.0,更优选为0.8~0.97。
111.相位差膜的光弹性系数的绝对值优选为2
×
10-12
(m2/n)~100
×
10-12
(m2/n),更优选为5
×
10-12
(m2/n)~50
×
10-12
(m2/n)。
112.c.光学层叠体及该光学层叠体的制造方法
113.通过本发明的制造方法获得的拉伸膜可以与其他光学膜贴合而用作光学层叠体。例如,通过本发明的制造方法获得的相位差膜可以与偏振片贴合而适当地用作圆偏振片。
114.图5是这样的圆偏振片的一个例子的剖面示意图。图示例的圆偏振片500具有:起偏器510、配置于起偏器510的一侧的第一保护膜520、配置于起偏器510的另一侧的第二保护膜530、以及配置于第二保护膜530的外侧的相位差膜540。相位差膜540是通过a项中记载的制造方法获得的拉伸膜(例如λ/4板)。可以省略第二保护膜530。在该情况下,相位差膜540能够作为起偏器的保护膜发挥功能。起偏器510的吸收轴与相位差膜540的慢轴所成的角度优选为30
°
~60
°
,更优选为38
°
~52
°
,进一步优选为43
°
~47
°
,特别优选为45
°
左右。
115.通过本发明的制造方法获得的相位差膜为长条状,并且在倾斜方向(相对于长度方向例如为45
°
的方向)上具有慢轴。另外,在多数情况下,长条状的起偏器在长度方向或宽度方向上具有吸收轴。由此,如果使用通过本发明的制造方法获得的相位差膜,则能够利用所谓的卷对卷,能够以极优异的制造效率制作圆偏振片。此外,卷对卷是指,一边对长条状的膜彼此进行辊输送,一边使它们的长度方向对齐而连续地进行贴合的方法。
116.在一个实施方式中,本发明的光学层叠体的制造方法包括:通过a项中记载的拉伸膜的制造方法获得长条状的拉伸膜;以及一边输送长条状的光学膜和该长条状的拉伸膜,一边使它们的长度方向对齐而连续地进行贴合。
117.实施例
118.以下,通过实施例对本发明具体地进行说明,但本发明不限定于这些实施例。此
外,实施例中的测定及评价方法如下所述。
119.(1)厚度
120.使用千分表(peacock公司制造,产品名“dg-205type pds-2”)进行了测定。
121.(2)相位差值
122.使用axometrics公司制造的axoscan对面内相位差re(550)进行了测定。
123.(3)取向角(慢轴的表现方向)
124.以一边与该膜的宽度方向平行的方式将测定对象的膜的中央部切出宽度50mm、长度50mm的正方形而制作了试样。使用axometrics公司制造的axoscan对该试样进行测定,并对在波长590nm下的取向角θ进行了测定。
125.(4)玻璃化转变温度(tg)
126.按照jis k 7121进行了测定。
127.<实施例1>
128.(聚酯碳酸酯树脂膜的制作)
129.使用由2台具备搅拌叶片及控制为100℃的回流冷却器的立式反应器构成的分批聚合装置进行了聚合。投入双[9-(2-苯氧基羰基乙基)芴-9-基]甲烷29.60质量份(0.046mol)、isb 29.21质量份(0.200mol)、spg 42.28质量份(0.139mol)、dpc 63.77质量份(0.298mol)及作为催化剂的乙酸钙一水合物1.19
×
10-2
质量份(6.78
×
10-5
mol)。对反应器内进行了减压氮置换,然后以加热介质进行加温,在内温成为了100℃的时刻开始了搅拌。在升温开始40分钟后,使内温达到220℃,以保持该温度的方式进行控制,同时开始减压,在达到220℃后用90分钟设定成13.3kpa。将随着聚合反应而副产的苯酚蒸气导入100℃的回流冷却器,使苯酚蒸气中少量包含的单体成分返回反应器,将未冷凝的苯酚蒸气导入45℃的冷凝器而进行了回收。向第一反应器导入氮气,使之暂时恢复至大气压,然后将第一反应器内的经低聚物化的反应液转移至第二反应器。接着,开始第二反应器内的升温及减压,并用50分钟设定成内温240℃、压力0.2kpa。然后,进行聚合直到成为了规定的搅拌动力为止。在达到规定动力的时刻,向反应器导入氮气而恢复压力,将生成的聚酯碳酸酯挤出至水中,对线料进行切割而获得了粒料。所获得的聚酯碳酸酯树脂的tg为140℃。
[0130]
将所获得的聚酯碳酸酯树脂在80℃下真空干燥了5小时,然后使用具备单螺杆挤出机(东芝机械公司制造,缸体设定温度:250℃)、t模(宽度200mm、设定温度:250℃)、冷却辊(设定温度:120~130℃)及卷取机的膜制膜装置,制作了厚度135μm的树脂膜。
[0131]
(拉伸膜的制作)
[0132]
使用如图1~3所示的拉伸装置对如上所述地获得的聚酯碳酸酯树脂膜进行斜向拉伸,获得了相位差膜。
[0133]
具体而言,在拉伸装置的入口通过左右的夹具夹持聚酯碳酸酯树脂膜的左右端部,在预热区域b预热至145℃。在预热区域中,左右的夹具的夹具间距(p1)为125mm。
[0134]
接下来,在膜进入拉伸区域c的同时,开始右侧夹具的夹具间距的增大及左侧夹具的夹具间距的减小,一边使右侧夹具的夹具间距增大至p2一边使左侧夹具的夹具间距减小至p3(第一斜向拉伸)。此时,右侧夹具的夹具间距变化率(p2/p1)为1.42,左侧夹具的夹具间距变化率(p3/p1)为0.78,相对于膜的原宽度的横向拉伸倍率为1.45倍。接着,在将右侧夹具的夹具间距维持在p2的状态下开始左侧夹具的夹具间距的增大,使其从p3增大至p2(第二斜
向拉伸)。在此期间的左侧夹具的夹具间距的变化率(p2/p3)为1.82,相对于膜的原宽度的横向拉伸倍率为1.9倍。此外,拉伸区域c设定为tg+3.2℃(143.2℃)。
[0135]
接着,在释放区域d中,在125℃下将膜保持60秒钟而进行了热固定。将热固定后的膜冷却至100℃,然后将左右的夹具释放。
[0136]
此外,在上述斜向拉伸中,以夹持膜时的左右的夹具的行进速度(以下称作线速度)均达到5m/分钟的方式,对拉伸装置的驱动用链轮的旋转进行了控制。
[0137]
(褶皱的检测)
[0138]
将从上述夹具释放并从拉伸装置送出的拉伸膜的两侧端部分别切除了250mm。对将两端切除后的膜用进行辊输送,一边照射荧光灯一边通过目视对在辊输送期间褶皱的有无进行了确认。其结果是,主要在拉伸膜的左侧产生了褶皱。
[0139]
(线速度的变更)
[0140]
通过增大驱动用链轮的旋转速度,将线速度设为8m/分钟,并继续进行上述斜向拉伸。此外,通过这样的线速度的变更,左右的夹具的夹具间距稍微增大。
[0141]
上述线速度的变更后获得的斜向拉伸膜的相位差re(550)为147nm,慢轴方向与长度方向所成的角度为45
°
。
[0142]
<实施例2>
[0143]
在线速度的变更中,将线速度设为40m/分钟,除此以外与实施例1同样地操作,获得了拉伸膜。所获得的拉伸膜的相位差re(550)为147nm,慢轴方向与长度方向所成的角度为45
°
。
[0144]
<实施例3>
[0145]
在线速度的变更中,将线速度设为23m/分钟,除此以外与实施例1同样地操作,获得了拉伸膜。所获得的拉伸膜的相位差re(550)为147nm,慢轴方向与长度方向所成的角度为45
°
。
[0146]
<比较例1>
[0147]
未进行线速度的变更,除此以外与实施例1同样地操作,获得了拉伸膜。所获得的拉伸膜的相位差re(550)为147nm,慢轴方向与长度方向所成的角度为45
°
。
[0148]
[褶皱评价]
[0149]
基于以下的基准,对所获得的拉伸膜的褶皱进行了评价。
[0150]
〇:即使照射polarion光(polarion公司制造,产品编号“np-1”)也没有视觉辨认到褶皱。
[0151]
△
:即使照射荧光灯也没有视觉辨认到褶皱,但是照射polarion光时视觉辨认到褶皱。
[0152]
×
:照射荧光灯时视觉辨认到褶皱。
[0153]
[输送性评价]
[0154]
关于所获得的拉伸膜,通过目视对膜是否由于褶皱而产生了应变或弯折进行确认,并基于以下的基准进行了评价。
[0155]
○
:膜未产生应变及弯折。
[0156]
×
:膜产生了应变和/或弯折。
[0157]
[视觉辨认性评价]
[0158]
将上述实施例及比较例中获得的拉伸膜与长条状的掩膜以卷对卷的方式贴合(东丽膜加工公司制造,产品名“toretec 7832c-30”),获得了膜层叠体。接着,从膜层叠体剥离掩膜,用凹版涂布机涂敷粘接剂而与偏振片贴合,并照射uv,由此获得了光学层叠体。将所获得的光学层叠体介由粘接层贴合于反射板或有机el面板的可视侧。关于所获得的光学层叠体,通过目视对有无由褶皱导致的形状的不均或漏光进行确认,并基于以下的基准进行了评价。
[0159]
〇:在反射板及面板安装这两者都未视觉辨认到不均及漏光。
[0160]
△
:在反射板视觉辨认到不均和/或漏光,但在面板安装上未视觉辨认到不均及漏光。
[0161]
×
:在反射板及面板安装这两者均视觉辨认到不均和/或漏光。
[0162]
关于在上述实施例及比较例中获得的拉伸膜,将上述评价结果示于表1。
[0163]
表1
[0164][0165]
<评价>
[0166]
如表1所示,在将线速度增大至8m/分钟~40m/分钟的实施例中,获得了褶皱减少的斜向拉伸膜。
[0167]
产业上的可利用性
[0168]
本发明的拉伸膜的制造方法可以适当地用于相位差膜的制造,其结果是,能够有助于液晶显示装置(lcd)、有机电致发光显示装置(oled)等图像显示装置的制造。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1